Вам также может понравиться
- Aspen Plus Ammonia Modeling and SimulationДокумент18 страницAspen Plus Ammonia Modeling and SimulationGrover Mercado CondoriОценок пока нет
- Ammonia AspenДокумент24 страницыAmmonia AspenMohammadAlAmeenОценок пока нет
- Aspen Plus Ammonia ModelДокумент24 страницыAspen Plus Ammonia ModeltaniaОценок пока нет
- Green Chemistry and IndustryДокумент14 страницGreen Chemistry and IndustryHimani Singh GaurОценок пока нет
- K TFCE487Документ6 страницK TFCE487api-3728640Оценок пока нет
- EAMCET QR Chemistry SR Chem 17.organic Chemistry Carboxylic AcidsДокумент5 страницEAMCET QR Chemistry SR Chem 17.organic Chemistry Carboxylic AcidsJagadeesh Goli100% (2)
- Process System Analysis CHEM2002: Simulation of The Methanol ProcessДокумент10 страницProcess System Analysis CHEM2002: Simulation of The Methanol ProcessSaeed AlzeediОценок пока нет
- Assignment 2Документ1 страницаAssignment 2usama juggОценок пока нет
- Reactor Design For Methanol SynthesisДокумент12 страницReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- Rate-Based Modelling of CO Capture Process by Reactive Absorption With MEAДокумент6 страницRate-Based Modelling of CO Capture Process by Reactive Absorption With MEARohan PrajapatiОценок пока нет
- Optimization in The Absorption and DesorptionДокумент20 страницOptimization in The Absorption and DesorptionShamsMohdОценок пока нет
- Convert Ammonia To MethanolДокумент16 страницConvert Ammonia To MethanolSuresh RamakrishnanОценок пока нет
- MTBE PrezentationДокумент41 страницаMTBE PrezentationHamzah A. LaftaОценок пока нет
- Hydrogen Energy 1Документ20 страницHydrogen Energy 1Yash ChorariaОценок пока нет
- II. ASAM KARBOKSILATДокумент13 страницII. ASAM KARBOKSILATFaykar RezaОценок пока нет
- Side ReactionsДокумент22 страницыSide ReactionsAna Mariel VenturaОценок пока нет
- Introduction To Ammonia ManufactureДокумент4 страницыIntroduction To Ammonia ManufactureTeo Yu XunОценок пока нет
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationДокумент9 страницSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatОценок пока нет
- AmmoniaДокумент46 страницAmmoniabac_nobita7657Оценок пока нет
- Reactor Modeling and Simulation of Catalytic Reforming ProcessДокумент6 страницReactor Modeling and Simulation of Catalytic Reforming ProcessrujunliОценок пока нет
- PapehshdjfjДокумент12 страницPapehshdjfjRohan PrajapatiОценок пока нет
- Methanol SynthesisДокумент14 страницMethanol SynthesisArias AlbertoОценок пока нет
- Methanol Synthesis (Safety)Документ16 страницMethanol Synthesis (Safety)furqankausarhaiderОценок пока нет
- Chemical Engg SeminarДокумент23 страницыChemical Engg SeminarAbdus Saboor KhalidОценок пока нет
- Methyl Methacrylate Is AnДокумент9 страницMethyl Methacrylate Is AnBejavada SureshОценок пока нет
- Hoja Tecnica Monoxido de CarbonoДокумент6 страницHoja Tecnica Monoxido de CarbonoLuna ArboledaОценок пока нет
- 6carboxylic Acids PDFДокумент29 страниц6carboxylic Acids PDFsharmimiameerasanadyОценок пока нет
- 56621 Điều văn bản 161021 2 10 20210514Документ11 страниц56621 Điều văn bản 161021 2 10 20210514Tường DuyОценок пока нет
- Organo AssignmentДокумент10 страницOrgano AssignmentRashid Maqbool RajputОценок пока нет
- SSS 3 E Note 1st Term ChemistryДокумент42 страницыSSS 3 E Note 1st Term ChemistryAdio Babatunde Abiodun Cabax100% (2)
- 27 Alcohol Phenol Ether Formula Sheets Getmarks AppДокумент15 страниц27 Alcohol Phenol Ether Formula Sheets Getmarks AppFLASH FFОценок пока нет
- Here are the answers to the MCQs:1. b2. a 3. a4. higher5. b6. Rh(I), Rh(IIIДокумент15 страницHere are the answers to the MCQs:1. b2. a 3. a4. higher5. b6. Rh(I), Rh(IIIAhmed KhabazaОценок пока нет
- 2nd Mercosur Congress on Chemical Engineering presentationsДокумент10 страниц2nd Mercosur Congress on Chemical Engineering presentationstreyzzztylerОценок пока нет
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersДокумент3 страницыTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaОценок пока нет
- "Green" MMA, An Environmentally Benign and Economically Attractive Process PDFДокумент8 страниц"Green" MMA, An Environmentally Benign and Economically Attractive Process PDFDaniel GuardiolaОценок пока нет
- Simulation Ammonia Plant On PRO IIДокумент58 страницSimulation Ammonia Plant On PRO IIFabrizio Dugo100% (1)
- 3 - Terpenoids 1 PDFДокумент24 страницы3 - Terpenoids 1 PDFAnonymous ojJ64xSOGОценок пока нет
- New MTBE Production DesignДокумент13 страницNew MTBE Production DesignImad Sami100% (2)
- Autothermal Reforming of Methane Design and PerforДокумент7 страницAutothermal Reforming of Methane Design and Perforromi moriОценок пока нет
- 4.8 Carboxylic Acids FactfileДокумент6 страниц4.8 Carboxylic Acids FactfileHerton FotsingОценок пока нет
- 3002001381comprehensive CycleChemistry Guidelines For HRSG AminasДокумент50 страниц3002001381comprehensive CycleChemistry Guidelines For HRSG AminasGloria Del Carmen Muñoz RamirezОценок пока нет
- Methanol SynthesisДокумент21 страницаMethanol SynthesisAnonymous cenxRyKU5Оценок пока нет
- NH From Synthesis Gas (CO + H) : Chemicals and Fertilizers From Ammonia (Moulijn Et Al.)Документ12 страницNH From Synthesis Gas (CO + H) : Chemicals and Fertilizers From Ammonia (Moulijn Et Al.)Chaitanya PottiОценок пока нет
- Chapter VIII Process and Economic OverviewДокумент38 страницChapter VIII Process and Economic OverviewWisnu Rochman HidayatullahОценок пока нет
- Polisakarida Lipid MetabolismeДокумент36 страницPolisakarida Lipid MetabolismeSumiatinОценок пока нет
- Solution of Chemistry HSSC-II (3rd Set)Документ11 страницSolution of Chemistry HSSC-II (3rd Set)Ujala ShahidОценок пока нет
- Carbondioxide ScrubberДокумент8 страницCarbondioxide ScrubberSameer ChalkeОценок пока нет
- 20 HaloalkanesДокумент7 страниц20 HaloalkanesizabelОценок пока нет
- MethanolДокумент17 страницMethanolGopal AgarwalОценок пока нет
- 1-1 Modelling The Synthesis Section of An Industrial Urea PlantДокумент12 страниц1-1 Modelling The Synthesis Section of An Industrial Urea PlantJia Her TanОценок пока нет
- UntitledДокумент18 страницUntitledapi-256504985Оценок пока нет
- Mini Presentation of IBu-For Prof - SankararamanДокумент16 страницMini Presentation of IBu-For Prof - SankararamanCreative ThinkerОценок пока нет
- 1 s2.0 S0040403900879137 MainДокумент4 страницы1 s2.0 S0040403900879137 MainCabОценок пока нет
- Cataliza Enzime Si ProteineДокумент10 страницCataliza Enzime Si Proteineseranim22Оценок пока нет
- Direct Methane to Methanol: Foundations and Prospects of the ProcessОт EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessОценок пока нет
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОт EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОценок пока нет
- Physical Organic Chemistry — 3: Plenary Lectures Presented at the Third IUPAC Conference on Physical Organic Chemistry, Montpellier, France, 6 - 10 September, 1976От EverandPhysical Organic Chemistry — 3: Plenary Lectures Presented at the Third IUPAC Conference on Physical Organic Chemistry, Montpellier, France, 6 - 10 September, 1976A. FruchierОценок пока нет
- CSM Assignment U16CH062,64 PDFДокумент11 страницCSM Assignment U16CH062,64 PDFJay MaradiyaОценок пока нет
- Graph 1Документ1 страницаGraph 1Jay MaradiyaОценок пока нет
- ASPEN SIMULATION OF MULTITUBULAR PLUGFLOW REACTORДокумент8 страницASPEN SIMULATION OF MULTITUBULAR PLUGFLOW REACTORJay MaradiyaОценок пока нет
- ASPEN SIMULATION OF MULTITUBULAR PLUGFLOW REACTORДокумент8 страницASPEN SIMULATION OF MULTITUBULAR PLUGFLOW REACTORJay MaradiyaОценок пока нет
- Stream Analysis and Component Mixing Using Aspen PlusДокумент3 страницыStream Analysis and Component Mixing Using Aspen PlusJay MaradiyaОценок пока нет
- Chegg PDFДокумент1 страницаChegg PDFJay MaradiyaОценок пока нет
- Chegg 2Документ1 страницаChegg 2Jay MaradiyaОценок пока нет
- PINCH ANALYSIS Part 1 - Pinch and Minimum Utility UsageДокумент29 страницPINCH ANALYSIS Part 1 - Pinch and Minimum Utility Usageraghavan1984Оценок пока нет
- Given Data:: Part B)Документ1 страницаGiven Data:: Part B)Jay MaradiyaОценок пока нет
- NST - Class Test 2 - 19 May 2020 PDFДокумент1 страницаNST - Class Test 2 - 19 May 2020 PDFJay MaradiyaОценок пока нет
- So, Finally 64Документ2 страницыSo, Finally 64Jay MaradiyaОценок пока нет
- Lecture1 PDFДокумент31 страницаLecture1 PDFrawadОценок пока нет
- They Thought They Were Safe: BP Deepwater HorizonДокумент44 страницыThey Thought They Were Safe: BP Deepwater HorizonJay MaradiyaОценок пока нет
- Pervaporation - Reduced SizeДокумент18 страницPervaporation - Reduced SizeJay MaradiyaОценок пока нет
- Euler's Forward Method (In Hindi)Документ8 страницEuler's Forward Method (In Hindi)Jay MaradiyaОценок пока нет
- Heat Integration - Part 1 by Dr. JignasaДокумент39 страницHeat Integration - Part 1 by Dr. JignasaJay MaradiyaОценок пока нет
- Steam In: Set PointДокумент1 страницаSteam In: Set PointJay MaradiyaОценок пока нет
- Click Here Click Here: United States/Canada: +1 (800) 447-2273 Americas Outside The US/Canada: +1 (303) 858-6187Документ1 страницаClick Here Click Here: United States/Canada: +1 (800) 447-2273 Americas Outside The US/Canada: +1 (303) 858-6187Jay MaradiyaОценок пока нет
- SL No Branches Situated in States/ Uts Circle Name Email Id: Annexure-Ii List of Email IdsДокумент1 страницаSL No Branches Situated in States/ Uts Circle Name Email Id: Annexure-Ii List of Email IdsSantosh ThummaОценок пока нет
- GATE Problem Series SET 2 (In Hindi)Документ7 страницGATE Problem Series SET 2 (In Hindi)Jay MaradiyaОценок пока нет
- Numerical MethodДокумент10 страницNumerical MethodJay MaradiyaОценок пока нет
- Numerical Method: GATE PYQs SET 6 (In Hindi)Документ11 страницNumerical Method: GATE PYQs SET 6 (In Hindi)Jay MaradiyaОценок пока нет
- An Industrial Design Control Study For VAC Monomer Process PDFДокумент11 страницAn Industrial Design Control Study For VAC Monomer Process PDFPY YouОценок пока нет
- Process Simulation of N-Butane and 1 - ButaneДокумент5 страницProcess Simulation of N-Butane and 1 - ButanemusaveerОценок пока нет
- Model For ProductДокумент6 страницModel For ProductJay MaradiyaОценок пока нет
- Mek SheetДокумент4 страницыMek SheetJay MaradiyaОценок пока нет
- Biodiesel Production Process Flow DiagramДокумент1 страницаBiodiesel Production Process Flow DiagramJay MaradiyaОценок пока нет
- Laplace Transform solved problems explainedДокумент41 страницаLaplace Transform solved problems explainedduchesschloeОценок пока нет
- Biodeseal Raw MaterialДокумент13 страницBiodeseal Raw MaterialJay MaradiyaОценок пока нет
- Mechanical Behaviour of y Ash/Sic Particles Reinforced Al-Zn Alloy-Based Metal Matrix Composites Fabricated by Stir Casting MethodДокумент8 страницMechanical Behaviour of y Ash/Sic Particles Reinforced Al-Zn Alloy-Based Metal Matrix Composites Fabricated by Stir Casting Methodsaeed jamalОценок пока нет
- Acid Base SaltДокумент6 страницAcid Base SaltShaheed AnwerОценок пока нет
- Unit IV MCQ'SДокумент9 страницUnit IV MCQ'STejas Katkar100% (1)
- CH 8 Thermochemistry Worksheet Eboard 0708Документ11 страницCH 8 Thermochemistry Worksheet Eboard 0708Muhamad Zahwan AnwarОценок пока нет
- Learn the Periodic Table easily with fun Hindi mnemonicsДокумент4 страницыLearn the Periodic Table easily with fun Hindi mnemonicsAVINASH KUMARОценок пока нет
- BS en 50288-1-2003Документ16 страницBS en 50288-1-2003Thanh DangОценок пока нет
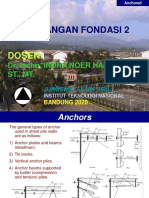
- Kuliah SIA-309 Perancangan Pondasi 2Документ8 страницKuliah SIA-309 Perancangan Pondasi 2ardhi tamaОценок пока нет
- 018 Weathering GeofactsheetДокумент2 страницы018 Weathering Geofactsheetbarrybogs19Оценок пока нет
- Shop Drawing LogДокумент64 страницыShop Drawing LogmohammedОценок пока нет
- Episode 608: Latent HeatДокумент16 страницEpisode 608: Latent HeatRichard OlawoyinОценок пока нет
- Fluid and PVT PropertiesДокумент12 страницFluid and PVT Propertiesedwin_triana_950% (2)
- Niuli Overview of Elements 2021Документ24 страницыNiuli Overview of Elements 2021MaJdi ChihiОценок пока нет
- PH Lab - Student VersionДокумент6 страницPH Lab - Student VersionTeachLABScIОценок пока нет
- Technical Information Separable ConnectorsДокумент32 страницыTechnical Information Separable Connectorsalmi yunusОценок пока нет
- Paraffin wax SDS highlights hazardsДокумент6 страницParaffin wax SDS highlights hazardstopguitarОценок пока нет
- Izzatun Nazurah Binti Zaimuddin - FBHДокумент14 страницIzzatun Nazurah Binti Zaimuddin - FBHNor' AzahОценок пока нет
- 2nd Sem ChemestryДокумент29 страниц2nd Sem ChemestryJayesh khachaneОценок пока нет
- Basic of Woven Fabric Finishing ProcessДокумент7 страницBasic of Woven Fabric Finishing ProcessFabric Club83% (6)
- Chinese Steel Material ManualДокумент41 страницаChinese Steel Material Manualuday RaviОценок пока нет
- ASTM A615M - 16 - Standard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementДокумент8 страницASTM A615M - 16 - Standard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementLuis QuispeОценок пока нет
- Textile Internship Report 2022Документ193 страницыTextile Internship Report 2022Rohit RajОценок пока нет
- Product Catalogue 2018 04 24Документ20 страницProduct Catalogue 2018 04 24Jigme JamtshoОценок пока нет
- Wa430 6HДокумент1 339 страницWa430 6HDzung Hoang100% (6)
- KappAhl Physical Requirements, Version 3 2019Документ20 страницKappAhl Physical Requirements, Version 3 2019Ashok LakshmananОценок пока нет
- FORTRON® 1140L4 - PPS - Glass Reinforced: DescriptionДокумент7 страницFORTRON® 1140L4 - PPS - Glass Reinforced: DescriptionAdam GordonОценок пока нет
- Ipc - TM-650 Test Methods Manual PDFДокумент3 страницыIpc - TM-650 Test Methods Manual PDFmagrafsoluciones100% (1)
- C12200 AlloyДокумент26 страницC12200 AlloyviniciusschwabОценок пока нет
- Asbestos Cement PartitionДокумент11 страницAsbestos Cement PartitionPriya UdamaleОценок пока нет
- Piping Material Specification Revision HistoryДокумент137 страницPiping Material Specification Revision HistoryAriel HughesОценок пока нет
- Concreting WorksДокумент31 страницаConcreting WorksmohibОценок пока нет