Вам также может понравиться
- Arduino Measurements in Science: Advanced Techniques and Data ProjectsОт EverandArduino Measurements in Science: Advanced Techniques and Data ProjectsОценок пока нет
- PLC Scada ReportДокумент50 страницPLC Scada ReportAbhijeet KumarОценок пока нет
- Summer Training Report On PLC and ScadaДокумент30 страницSummer Training Report On PLC and ScadaPooja Mandal73% (11)
- Programmable Logic Controller and Its ApplicationsДокумент5 страницProgrammable Logic Controller and Its Applicationssumit100% (1)
- Project Report: PLC & ScadaДокумент44 страницыProject Report: PLC & ScadaAhmed SamiОценок пока нет
- "Programmable Logic Controller": Degree of Bachelor of TechnologyДокумент42 страницы"Programmable Logic Controller": Degree of Bachelor of TechnologyVikas VermaОценок пока нет
- Programmable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseДокумент4 страницыProgrammable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseIOSRjournalОценок пока нет
- PLC SCADA Training ReportДокумент37 страницPLC SCADA Training ReportAarif HussainОценок пока нет
- Design and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryДокумент6 страницDesign and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryBoovarahan ChakravarthyОценок пока нет
- Temperature Sensor Interfacing With Embedded PLCДокумент5 страницTemperature Sensor Interfacing With Embedded PLCInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Automation of Bottle Filling System in Industries Using PLC and ScadaДокумент5 страницAutomation of Bottle Filling System in Industries Using PLC and ScadaVishwa DissanayakeОценок пока нет
- PLC & SCADA Training ReportДокумент44 страницыPLC & SCADA Training Reportneeraj meena100% (2)
- Programmable Logic: PLC ControllerДокумент10 страницProgrammable Logic: PLC ControllerAppu BhattОценок пока нет
- Industrial AutomationДокумент72 страницыIndustrial AutomationmahderОценок пока нет
- Seth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)Документ46 страницSeth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)dinesh66jattОценок пока нет
- PLCДокумент84 страницыPLCHanut MathurОценок пока нет
- The Principle of PLC - VFD & Its Usage in Automation IndustryДокумент5 страницThe Principle of PLC - VFD & Its Usage in Automation Industryvinaytuli 1515Оценок пока нет
- PLC & Scada Summer Training ReportДокумент48 страницPLC & Scada Summer Training ReportsubrampatiОценок пока нет
- Basic PLCДокумент77 страницBasic PLCFirdaus Ali50% (2)
- DIII Teknik Mekanika PerkeretaapianДокумент77 страницDIII Teknik Mekanika PerkeretaapianMOHAMMAD PRATAMA PОценок пока нет
- Application of PLC For Elevator Control System: Saurabh Sharma T.Y.Ladakhi A.P.Tiwary Dr. B.B.Pradhan R.PhiponДокумент4 страницыApplication of PLC For Elevator Control System: Saurabh Sharma T.Y.Ladakhi A.P.Tiwary Dr. B.B.Pradhan R.PhiponMohammed SelmanОценок пока нет
- PLC Working PrincipleДокумент3 страницыPLC Working PrincipleAamir AliОценок пока нет
- Basic PLC PDFДокумент77 страницBasic PLC PDFAsgher KhattakОценок пока нет
- Sipsudeep 151129115245 Lva1 App6891Документ33 страницыSipsudeep 151129115245 Lva1 App6891Gaurav SharmaОценок пока нет
- An Automated Multi Sensored Green House ManagementДокумент4 страницыAn Automated Multi Sensored Green House Managementeditor_ijtelОценок пока нет
- Industrial Automation System: AbstractДокумент6 страницIndustrial Automation System: AbstractEngr Nayyer Nayyab MalikОценок пока нет
- Summer Training Report On PLC and Scada11Документ31 страницаSummer Training Report On PLC and Scada11Sahil SamotraОценок пока нет
- Programmable Logic Controllers PLC and Its Programming IJERTV3IS11042Документ6 страницProgrammable Logic Controllers PLC and Its Programming IJERTV3IS11042Yusup MaulanaОценок пока нет
- Automated Process Control Through Programmable Logic Controller (PLC) For National Economic DevelopmentДокумент9 страницAutomated Process Control Through Programmable Logic Controller (PLC) For National Economic DevelopmentZamfirMarianОценок пока нет
- Programmable Logic Controller PLCДокумент53 страницыProgrammable Logic Controller PLCokk chuОценок пока нет
- Basic PLC (Compatibility Mode)Документ39 страницBasic PLC (Compatibility Mode)Royal Ritesh SharmaОценок пока нет
- Bhel, HaridwarДокумент37 страницBhel, Haridwardivya rathoreОценок пока нет
- Dasar-Dasar PLCДокумент45 страницDasar-Dasar PLCFarid MulyanaОценок пока нет
- PLC and SCADAДокумент77 страницPLC and SCADAIshwari GhuleОценок пока нет
- What Is AutomationДокумент95 страницWhat Is AutomationSuryaCharanPaidipalliОценок пока нет
- Automatic Liquid Filling Using Programmable Logic ControllerplcДокумент8 страницAutomatic Liquid Filling Using Programmable Logic ControllerplcvinodjiddiОценок пока нет
- Implementation of Home Automation Safety Control Using Programmable Logic ControllerДокумент10 страницImplementation of Home Automation Safety Control Using Programmable Logic ControllerAnjaneyulu NaikОценок пока нет
- 00 - ArtículoДокумент7 страниц00 - Artículoheidy pintoОценок пока нет
- Automation Project ReportДокумент32 страницыAutomation Project ReportVicky Chaudhary100% (1)
- Summer Training Project Report - PLCДокумент28 страницSummer Training Project Report - PLCNitish Bhardwaj84% (19)
- Automation Summer Training ReportДокумент45 страницAutomation Summer Training ReportLaxman GautamОценок пока нет
- PLC m1Документ11 страницPLC m1Goutham KОценок пока нет
- PLC Scada Training ReportДокумент31 страницаPLC Scada Training ReportÄkshãy SaçhånОценок пока нет
- PLCДокумент77 страницPLCZakir Uddin Ahmad100% (1)
- PLCДокумент77 страницPLCasfarooq029Оценок пока нет
- PLC AutomationДокумент47 страницPLC AutomationAman AJОценок пока нет
- PLC, Scada TrainingДокумент47 страницPLC, Scada TrainingSandeep Kumar100% (1)
- Automatic Car Wash Using PLCДокумент5 страницAutomatic Car Wash Using PLCAdvanced Research Publications100% (2)
- Report AcknowledgmentДокумент45 страницReport Acknowledgmentrajubhati41Оценок пока нет
- Chapter-1: 1.1 Introduction To Embedded SystemsДокумент36 страницChapter-1: 1.1 Introduction To Embedded SystemsphanibhargavОценок пока нет
- Bahan Ajar PLCДокумент64 страницыBahan Ajar PLCsinsemila278070Оценок пока нет
- Automation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoДокумент11 страницAutomation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoshahqazwsxОценок пока нет
- Programmable Logic Controller (PLC)Документ85 страницProgrammable Logic Controller (PLC)riajdcОценок пока нет
- Training Report: Bachelor of TechnologyДокумент46 страницTraining Report: Bachelor of TechnologyHelloprojectОценок пока нет
- PLC QuestionsДокумент17 страницPLC QuestionsbahyОценок пока нет
- Programmable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Документ5 страницProgrammable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Danelle GeamalaОценок пока нет
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsОт EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsРейтинг: 5 из 5 звезд5/5 (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusОт EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusОценок пока нет
- A Handles Section Web 2020 PDFДокумент218 страницA Handles Section Web 2020 PDFsundarОценок пока нет
- AAF Diesel Engine Clean Air Solutions - EN PDFДокумент4 страницыAAF Diesel Engine Clean Air Solutions - EN PDFsundarОценок пока нет
- Basic Vibration Measurements-Good PDFДокумент24 страницыBasic Vibration Measurements-Good PDFted_mercedeОценок пока нет
- 1.12 Ips C28 212L N Ips C28 222L N PDFДокумент1 страница1.12 Ips C28 212L N Ips C28 222L N PDFsundarОценок пока нет
- Iso Noremark PDFДокумент86 страницIso Noremark PDFimran sheikh100% (1)
- AAF Diesel Engine Clean Air Solutions - EN PDFДокумент4 страницыAAF Diesel Engine Clean Air Solutions - EN PDFsundarОценок пока нет
- Baghouse Basics: Operation and MaintenanceДокумент34 страницыBaghouse Basics: Operation and MaintenanceahandpОценок пока нет
- ProcessBarron Fans - Facing PagesДокумент7 страницProcessBarron Fans - Facing PagessundarОценок пока нет
- Ameno Kankyo - E PDFДокумент24 страницыAmeno Kankyo - E PDFsundarОценок пока нет
- 03 PDFДокумент30 страниц03 PDFbeemasundarОценок пока нет
- Project On Dust Collector LCIT Bhandu PDFДокумент30 страницProject On Dust Collector LCIT Bhandu PDFbeemasundarОценок пока нет
- DH Brochure PDFДокумент4 страницыDH Brochure PDFsundarОценок пока нет
- RV PDFДокумент2 страницыRV PDFsundarОценок пока нет
- VC-01 6-16-16Документ2 страницыVC-01 6-16-16beemasundarОценок пока нет
- Laser Fiber Cutting Machine-F Series User ManualДокумент78 страницLaser Fiber Cutting Machine-F Series User Manualsundar57% (7)
- Bearings Application CatalogueДокумент34 страницыBearings Application CataloguesundarОценок пока нет
- 03 PDFДокумент30 страниц03 PDFbeemasundarОценок пока нет
- Cdc-Em24 Iom0599Документ28 страницCdc-Em24 Iom0599sundarОценок пока нет
- Dust Collector ManualДокумент19 страницDust Collector ManualKrishna JashaОценок пока нет
- Cdc-Em24 Iom0599Документ28 страницCdc-Em24 Iom0599sundarОценок пока нет
- Truckvac S 40: Technical DataДокумент2 страницыTruckvac S 40: Technical DatasundarОценок пока нет
- Cyclone SeparatorДокумент3 страницыCyclone SeparatorsundarОценок пока нет
- AGET FH Series 6-8-16Документ4 страницыAGET FH Series 6-8-16mОценок пока нет
- MDC1200-0145 - 5hp Cyclone Dust Collector 13 03 2015Документ15 страницMDC1200-0145 - 5hp Cyclone Dust Collector 13 03 2015sundarОценок пока нет
- Pulse Jet Bag Filters PDFДокумент12 страницPulse Jet Bag Filters PDFPetros IosifidisОценок пока нет
- NordCAD 3.1Q User ManualДокумент24 страницыNordCAD 3.1Q User ManualsundarОценок пока нет
- 1545646645456Документ7 страниц1545646645456sundarОценок пока нет
- Cookbook CatalogДокумент147 страницCookbook Catalogsanvae123Оценок пока нет
- Testing Capabilities: Twin City Fan Companies, LTDДокумент12 страницTesting Capabilities: Twin City Fan Companies, LTDsundarОценок пока нет
- Aruba 8325 Switch SeriesДокумент51 страницаAruba 8325 Switch SeriesgmtrlzОценок пока нет
- Aui2601 Exam Pack 2016 1Документ57 страницAui2601 Exam Pack 2016 1ricara alexia moodleyОценок пока нет
- Veris Case StudyДокумент2 страницыVeris Case StudyPankaj GargОценок пока нет
- 11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004Документ7 страниц11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004afzal taiОценок пока нет
- Business Maths Chapter 5Документ9 страницBusiness Maths Chapter 5鄭仲抗Оценок пока нет
- Perrys Chemical Engineering Handbook 7th Edition PriceДокумент3 страницыPerrys Chemical Engineering Handbook 7th Edition PriceSteven Valentius0% (12)
- Consumer PresentationДокумент30 страницConsumer PresentationShafiqur Rahman KhanОценок пока нет
- MPH EocДокумент8 страницMPH EocGalaleldin AliОценок пока нет
- CivilCAD2014 English Rev1Документ443 страницыCivilCAD2014 English Rev1Nathan BisОценок пока нет
- John Paul Jackson Prophecies of The FutureДокумент15 страницJohn Paul Jackson Prophecies of The FutureMeranda Devan100% (9)
- Cpar Final Written Exam 1Документ3 страницыCpar Final Written Exam 1Jeden RubiaОценок пока нет
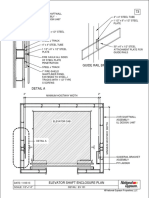
- Guide Rail Bracket AssemblyДокумент1 страницаGuide Rail Bracket AssemblyPrasanth VarrierОценок пока нет
- Repro Indo China Conf PDFДокумент16 страницRepro Indo China Conf PDFPavit KaurОценок пока нет
- Tutorial 4 QuestionsДокумент3 страницыTutorial 4 QuestionshrfjbjrfrfОценок пока нет
- Comparativa Microplex F40 Printronix P8220 enДокумент1 страницаComparativa Microplex F40 Printronix P8220 enangel ricaОценок пока нет
- FoodhallДокумент3 страницыFoodhallswopnilrohatgiОценок пока нет
- (Walter Podolny, JR., John B. Scalzi) Construction PDFДокумент354 страницы(Walter Podolny, JR., John B. Scalzi) Construction PDFJuan Carlos CastroОценок пока нет
- English 7 q3 Week2 Daily Lesson LogДокумент5 страницEnglish 7 q3 Week2 Daily Lesson LogKILVEN MASIONОценок пока нет
- Defence QuestionnaireДокумент2 страницыDefence QuestionnaireSumitt SinghОценок пока нет
- Steinecker Boreas: Wort Stripping of The New GenerationДокумент16 страницSteinecker Boreas: Wort Stripping of The New GenerationAlejandro Javier Delgado AraujoОценок пока нет
- Trandsend 2Документ3 страницыTrandsend 2dadiОценок пока нет
- Fashion Goes VirtualДокумент1 страницаFashion Goes VirtualJessica MichaultОценок пока нет
- Grade 10 LP Thin LensДокумент6 страницGrade 10 LP Thin LensBrena PearlОценок пока нет
- 2062 TSSR Site Sharing - Rev02Документ44 страницы2062 TSSR Site Sharing - Rev02Rio DefragОценок пока нет
- Oracle® Secure Backup: Installation and Configuration Guide Release 10.4Документ178 страницOracle® Secure Backup: Installation and Configuration Guide Release 10.4andrelmacedoОценок пока нет
- Muscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksДокумент8 страницMuscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksducareliОценок пока нет
- Portfolio Sandwich Game Lesson PlanДокумент2 страницыPortfolio Sandwich Game Lesson Planapi-252005239Оценок пока нет
- Pinto pm5 Tif 02Документ24 страницыPinto pm5 Tif 02Salem BawazirОценок пока нет
- Comparison of Offline and Online Partial Discharge For Large Mot PDFДокумент4 страницыComparison of Offline and Online Partial Discharge For Large Mot PDFcubarturОценок пока нет
- Amazon Tax Information InterviewДокумент2 страницыAmazon Tax Information Interviewasad nОценок пока нет