Вам также может понравиться
- DMM - I Question Bank For StudentsДокумент11 страницDMM - I Question Bank For StudentsDushyanthkumar DasariОценок пока нет
- DMM - I Question Bank For StudentsДокумент11 страницDMM - I Question Bank For StudentsDushyanthkumar DasariОценок пока нет
- Question For IcДокумент4 страницыQuestion For IcPrem MОценок пока нет
- Draw The Stress - Strain Diagram For Mild Steel. Explain.: Unit - IДокумент9 страницDraw The Stress - Strain Diagram For Mild Steel. Explain.: Unit - IKomma Hema100% (1)
- Me8593 Iq R17Документ4 страницыMe8593 Iq R17Vaideesh LJОценок пока нет
- 15me53 Important Questions Paper-3Документ3 страницы15me53 Important Questions Paper-3Karthi SiddhОценок пока нет
- Assignment 01Документ3 страницыAssignment 01RamNocturnalОценок пока нет
- Dme Home Assignment 2019-20Документ4 страницыDme Home Assignment 2019-20VenkateshОценок пока нет
- Anna University ME2303 Design of Machine Elements Exam QuestionsДокумент3 страницыAnna University ME2303 Design of Machine Elements Exam QuestionssathurvedhaОценок пока нет
- Machine Design Question BankДокумент4 страницыMachine Design Question BankManivannanОценок пока нет
- Design of Machine Elements PC-ME 503 Assignment QuestionsДокумент5 страницDesign of Machine Elements PC-ME 503 Assignment Questions039 Md Faizan AhmedОценок пока нет
- Macine Element I Worksheet for Final ExamДокумент4 страницыMacine Element I Worksheet for Final Examdagimawgchew777Оценок пока нет
- DME QB All UnitsДокумент11 страницDME QB All UnitsPrakash ThangavelОценок пока нет
- Mech-V-Design of Machine Elements I (10me52) - AssignmentДокумент10 страницMech-V-Design of Machine Elements I (10me52) - AssignmentArunОценок пока нет
- Machine Elements Design QuestionsДокумент5 страницMachine Elements Design QuestionsbalameckОценок пока нет
- DME Question BankДокумент4 страницыDME Question BankILAYAPERUMAL KОценок пока нет
- Assignment ProblemsДокумент3 страницыAssignment ProblemsKaushik SreenivasОценок пока нет
- ME6503-Design of Machine Elements PDFДокумент15 страницME6503-Design of Machine Elements PDFkarthikОценок пока нет
- Question Bank - DMEДокумент6 страницQuestion Bank - DMEBdhdhshОценок пока нет
- MOS Assignment II Autumn 2022-23Документ6 страницMOS Assignment II Autumn 2022-23PankajОценок пока нет
- UNIT-1: Department of Mechanical EngineeringДокумент14 страницUNIT-1: Department of Mechanical EngineeringManivannan JeevaОценок пока нет
- Kings: Department of Mechanical EngineeringДокумент14 страницKings: Department of Mechanical EngineeringAdam AhmadОценок пока нет
- Dme Lab Sheets Ii Iii IvДокумент4 страницыDme Lab Sheets Ii Iii IvA58Vikas UbovejaОценок пока нет
- MD Tut PDFДокумент6 страницMD Tut PDFNelsan PatelОценок пока нет
- M.D-I Final Tutorial and AssignmentДокумент16 страницM.D-I Final Tutorial and AssignmentnageshОценок пока нет
- Assignment 1Документ5 страницAssignment 1vaijanath patilОценок пока нет
- Queastion Bank MOM 22 26Документ5 страницQueastion Bank MOM 22 26karvaminОценок пока нет
- 9A14503 Principles of Machine DesignДокумент8 страниц9A14503 Principles of Machine DesignsivabharathamurthyОценок пока нет
- Stress concentration factor and fatigue analysisДокумент5 страницStress concentration factor and fatigue analysisUday NarasimhaОценок пока нет
- G For The Material Is 82 GN/m2. If The I-Section Is Replaced by A T-Section Made of TheДокумент6 страницG For The Material Is 82 GN/m2. If The I-Section Is Replaced by A T-Section Made of Theክበር ተመስጌንОценок пока нет
- 2 PDFДокумент1 страница2 PDFAtulkumarSutharОценок пока нет
- Design of Machine ElementsДокумент10 страницDesign of Machine ElementsMahalingam NanjappanОценок пока нет
- Solid Mechanics Question BankДокумент10 страницSolid Mechanics Question BankMugilan VinsОценок пока нет
- KINGS COLLEGE MECHANICAL ENGINEERING QUESTION BANKДокумент11 страницKINGS COLLEGE MECHANICAL ENGINEERING QUESTION BANKVenkat RajaОценок пока нет
- Question Bank: Module 1:design For Static StrengthДокумент22 страницыQuestion Bank: Module 1:design For Static Strengthcrazy hjОценок пока нет
- DME Assignment 1Документ2 страницыDME Assignment 1sumikannuОценок пока нет
- Design of Machine ElementsДокумент10 страницDesign of Machine ElementsKarthikeyanОценок пока нет
- TUK University Exams June 2016 Mechanical Engineering Technology Advanced Machine DesignДокумент8 страницTUK University Exams June 2016 Mechanical Engineering Technology Advanced Machine DesignCharles OndiekiОценок пока нет
- Assignment No-01 MEPC-301Документ6 страницAssignment No-01 MEPC-301SANDEEP BUDANIAОценок пока нет
- Dme Quest Ut-2Документ9 страницDme Quest Ut-2aadhithyarajasekaranОценок пока нет
- Me2303 - Design of Machine ElementsДокумент14 страницMe2303 - Design of Machine ElementsGowtham RajОценок пока нет
- Assignment 1Документ3 страницыAssignment 1Anand DevОценок пока нет
- Dme Question BankДокумент4 страницыDme Question BankRavi Patil100% (1)
- QB Unit-1,2Документ5 страницQB Unit-1,2Agranshu BhardwajОценок пока нет
- Machine Design Answer KeyДокумент16 страницMachine Design Answer KeyK.KESAVARAJ HICET STAFF MCTSОценок пока нет
- CE6306-Strength of MaterialsДокумент10 страницCE6306-Strength of Materialsmail2nareshk88Оценок пока нет
- Pressure Vessel Thickness CalculationДокумент16 страницPressure Vessel Thickness CalculationAtul KhodeОценок пока нет
- Me2303 - Design of Machine ElementsДокумент14 страницMe2303 - Design of Machine Elementsdsathiya0% (1)
- SOM Question BankДокумент8 страницSOM Question BankprakashmenmoliОценок пока нет
- DME -II (17ME64): ASSIGNEMENT 01-03Документ3 страницыDME -II (17ME64): ASSIGNEMENT 01-03NAVEEN H EОценок пока нет
- Machine Elements Class ProblemsДокумент22 страницыMachine Elements Class ProblemsAbhay Sahu100% (1)
- Machine Design & Industrial Drafting SUBJECT CODE:-2141907 Tutorial - 01Документ10 страницMachine Design & Industrial Drafting SUBJECT CODE:-2141907 Tutorial - 01The AIRS CreationsОценок пока нет
- Machine Members Design AssignmentДокумент13 страницMachine Members Design AssignmentHafiz Mahar28Оценок пока нет
- DME 1 Question BankДокумент5 страницDME 1 Question BankRahul YedduОценок пока нет
- Assignment I DME I Aug-Dec 2019Документ4 страницыAssignment I DME I Aug-Dec 2019Vajrangi BharadwajОценок пока нет
- Unit-1: Design of Machine Element-II Class Test - I MM-40Документ1 страницаUnit-1: Design of Machine Element-II Class Test - I MM-40Sanjay Kumar SinghОценок пока нет
- Tutorial - Unit-2Документ3 страницыTutorial - Unit-2Dhileepan KumarasamyОценок пока нет
- Unit 2Документ1 страницаUnit 2Dhileepan KumarasamyОценок пока нет
- Tutorial - Unit-2Документ3 страницыTutorial - Unit-2Dhileepan KumarasamyОценок пока нет
- Elective VIII SemДокумент33 страницыElective VIII SemDhileepan KumarasamyОценок пока нет
- SSM Institute of Engineering & TechnologyДокумент3 страницыSSM Institute of Engineering & TechnologyDhileepan KumarasamyОценок пока нет
- DTS - Course Plan - Iii-BДокумент6 страницDTS - Course Plan - Iii-BDhileepan Kumarasamy100% (1)
- EG Index PageДокумент1 страницаEG Index PageDhileepan KumarasamyОценок пока нет
- Unit 2Документ3 страницыUnit 2Dhileepan KumarasamyОценок пока нет
- CC7201Документ2 страницыCC7201SAMОценок пока нет
- Product Design and Manufacturing (2013)Документ540 страницProduct Design and Manufacturing (2013)bhat9388% (40)
- Product Design and Manufacturing (2013)Документ540 страницProduct Design and Manufacturing (2013)bhat9388% (40)
- 2017 Regulations CivilДокумент6 страниц2017 Regulations CivilDhileepan KumarasamyОценок пока нет
- Fpsi (: SSM Institute of Engineering and TechnologyДокумент3 страницыFpsi (: SSM Institute of Engineering and TechnologyDhileepan KumarasamyОценок пока нет
- II/A Mechanical Engineering Arrears Details 2018-19Документ2 страницыII/A Mechanical Engineering Arrears Details 2018-19Dhileepan KumarasamyОценок пока нет
- CV Guide For PHD and Postdoctoral ResearchersДокумент27 страницCV Guide For PHD and Postdoctoral ResearchersRobinsonОценок пока нет
- CV Example PHD PostdocДокумент2 страницыCV Example PHD PostdocDhileepan Kumarasamy100% (1)
- Result Analysis FormatДокумент18 страницResult Analysis FormatDhileepan KumarasamyОценок пока нет
- CLG Final DetailsДокумент24 страницыCLG Final DetailsDhileepan KumarasamyОценок пока нет
- MechanicalДокумент26 страницMechanicalkannanviknesh086319Оценок пока нет
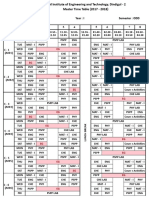
- Time Table 2017-18 OddДокумент48 страницTime Table 2017-18 OddDhileepan KumarasamyОценок пока нет
- Ge6162 Mech2 PDFДокумент5 страницGe6162 Mech2 PDFDhileepan KumarasamyОценок пока нет
- Ee Lab EDC EDC EDC Ee Lab EDC EDC: Mr.T.Arul Kumar AP/EEEДокумент4 страницыEe Lab EDC EDC EDC Ee Lab EDC EDC: Mr.T.Arul Kumar AP/EEEDhileepan KumarasamyОценок пока нет
- Mon Tue Wed Thu Fri SatДокумент16 страницMon Tue Wed Thu Fri SatDhileepan KumarasamyОценок пока нет
- TT 16082017 Finalised VersionДокумент38 страницTT 16082017 Finalised VersionDhileepan KumarasamyОценок пока нет
- Time Table SSMIETДокумент1 страницаTime Table SSMIETDhileepan KumarasamyОценок пока нет
- CV for Mechanical Inspector and Welding InspectorДокумент28 страницCV for Mechanical Inspector and Welding InspectorAJMAL KAREEMОценок пока нет
- Marine Fuel Stability and Compatibility IssuesДокумент4 страницыMarine Fuel Stability and Compatibility IssuesRebekah SchmidtОценок пока нет
- Ladybug5 DatasheetДокумент2 страницыLadybug5 DatasheetEloy Ricardo Franco FigueiraОценок пока нет
- Bennic (Bi-Polar Radial) PB-PX SeriesДокумент3 страницыBennic (Bi-Polar Radial) PB-PX Seriesester853Оценок пока нет
- Nuke 9.0v1 ReleaseNotesДокумент32 страницыNuke 9.0v1 ReleaseNotesFlavioОценок пока нет
- Validity Checks: Processing ControlsДокумент3 страницыValidity Checks: Processing Controlsjhela18Оценок пока нет
- Hydraulic Excavator GuideДокумент9 страницHydraulic Excavator Guidewritetojs100% (1)
- System Software Module 3Документ109 страницSystem Software Module 3arunlaldsОценок пока нет
- HuskyДокумент10 страницHuskypreetimurali100% (1)
- EXCEL Formula DictionaryДокумент1 страницаEXCEL Formula Dictionarysprk4uОценок пока нет
- Fuels and Chemicals - Auto Ignition TemperaturesДокумент5 страницFuels and Chemicals - Auto Ignition TemperaturesyoesseoyОценок пока нет
- Telepo SDK Develop Guide (Linux For TPS300) - v1.0Документ10 страницTelepo SDK Develop Guide (Linux For TPS300) - v1.0VKM2013Оценок пока нет
- CV Template ReceptionistДокумент2 страницыCV Template ReceptionistMuhammad Waqas LatifОценок пока нет
- Wa0040Документ3 страницыWa0040cia sin kwangОценок пока нет
- R Programming CheatsheetДокумент6 страницR Programming CheatsheetAnand PrasadОценок пока нет
- Perencanaan Produksi Dan Kebutuhan Material: Modul 4Документ48 страницPerencanaan Produksi Dan Kebutuhan Material: Modul 4Ivanca Earltina Miranda SimanungkalitОценок пока нет
- Expert Office 365 Notes From The FieldДокумент289 страницExpert Office 365 Notes From The FieldYohanna Monsalvez100% (1)
- Bugcrowd Vulnerability Rating Taxonomy 1.7Документ13 страницBugcrowd Vulnerability Rating Taxonomy 1.7junior108Оценок пока нет
- Câtlo ABB PDFДокумент288 страницCâtlo ABB PDFquocthinh_09Оценок пока нет
- Spec - LA 11,22,33 KV LA R1 Sep10Документ14 страницSpec - LA 11,22,33 KV LA R1 Sep10Amarjit KulkarniОценок пока нет
- Sadi Mohammad Naved: Duties/ResponsibilitiesДокумент3 страницыSadi Mohammad Naved: Duties/ResponsibilitiesNick SanchezОценок пока нет
- Free and Open Source SoftwareДокумент31 страницаFree and Open Source Softwaremoin321Оценок пока нет
- 13.2EN Funds-Flow-Analysis Final V1-1 PDFДокумент2 страницы13.2EN Funds-Flow-Analysis Final V1-1 PDFvishnupriyaОценок пока нет
- Pid Handbook 1002-02 PDFДокумент94 страницыPid Handbook 1002-02 PDFMUHAMMAD TAUFEEQОценок пока нет
- Motori Industriali Serie ASC Da 160 A 315mmДокумент52 страницыMotori Industriali Serie ASC Da 160 A 315mmdungga1Оценок пока нет
- Procedure For Management ReviewДокумент3 страницыProcedure For Management ReviewMAYMODERN STEELОценок пока нет
- Misuse of Ai in ArtДокумент2 страницыMisuse of Ai in ArtjОценок пока нет
- A Detailed Report ON Incense Stick ProductionДокумент6 страницA Detailed Report ON Incense Stick Productionanand agarwalОценок пока нет
- Obia7963cert Matrix 395521Документ22 страницыObia7963cert Matrix 395521Venkatakishore ChОценок пока нет