Вам также может понравиться
- AMC4030 Program Manual PDFДокумент12 страницAMC4030 Program Manual PDFMauricio Rincón OrtizОценок пока нет
- Mach3 Breakout Board W/ Relay & PWM: USB 5v (IN)Документ12 страницMach3 Breakout Board W/ Relay & PWM: USB 5v (IN)abrahamОценок пока нет
- Mitsubishi Motors: Service ManualДокумент22 страницыMitsubishi Motors: Service ManualALEJANDROОценок пока нет
- 4 X 50 W Quad Bridge Car Radio Amplifier: FeatureДокумент9 страниц4 X 50 W Quad Bridge Car Radio Amplifier: FeatureMerkar ElektronikОценок пока нет
- GSSF L1Документ20 страницGSSF L1Jeanpierre H. AsdikianОценок пока нет
- MX420 Program UpdateДокумент4 страницыMX420 Program Updatemarkkevinmaligat03Оценок пока нет
- 4 X 45W Quad Bridge Car Radio Amplifier Plus HSD: 1 FeaturesДокумент11 страниц4 X 45W Quad Bridge Car Radio Amplifier Plus HSD: 1 FeaturesAngel Quiñones0% (1)
- Wiring of OXДокумент2 страницыWiring of OXJcMhОценок пока нет
- 2010 CC 3.6 Engine Schematic R36Документ19 страниц2010 CC 3.6 Engine Schematic R36Dungani AllanОценок пока нет
- Ibiza-6k1-AQX AYP EcuДокумент14 страницIbiza-6k1-AQX AYP EcuJulien Bolly100% (1)
- Frequency To Analogue Converter PXF-20: Signal Converters & IsolatorsДокумент2 страницыFrequency To Analogue Converter PXF-20: Signal Converters & IsolatorsCiprian BuleandraОценок пока нет
- C 012 DD 2 EdДокумент24 страницыC 012 DD 2 EdJose LunaОценок пока нет
- Circuit DiagramДокумент1 страницаCircuit DiagramJavier JhamalОценок пока нет
- PM174 Powermeter: Quick Start GuideДокумент11 страницPM174 Powermeter: Quick Start Guideusamakhan205Оценок пока нет
- Dual/Quad Low Power, High Speed JFET Operational Amplifiers OP282/OP482Документ16 страницDual/Quad Low Power, High Speed JFET Operational Amplifiers OP282/OP482nicolasОценок пока нет
- Wiring Diagram: Installation IQAN-MDL2Документ1 страницаWiring Diagram: Installation IQAN-MDL2feukam100% (1)
- PV PanelДокумент17 страницPV PanelMuhammad RiazОценок пока нет
- MSD309)Документ10 страницMSD309)Adel AdelОценок пока нет
- Dual/Quad Rail-to-Rail Operational Amplifiers OP295/OP495: Features Pin ConfigurationsДокумент16 страницDual/Quad Rail-to-Rail Operational Amplifiers OP295/OP495: Features Pin Configurationsabc1000Оценок пока нет
- 40VCBL17FQEE-IOM-06 2021 XCT7 BMSControls LonworksGatewayДокумент72 страницы40VCBL17FQEE-IOM-06 2021 XCT7 BMSControls LonworksGatewayEL KEHELОценок пока нет
- USB Comm - Cable: General/Overview Wiring Schematic Mmi Ioboard PQ Amplifier Smps FilterДокумент6 страницUSB Comm - Cable: General/Overview Wiring Schematic Mmi Ioboard PQ Amplifier Smps FilterSamir SomaiyaОценок пока нет
- VfdelwДокумент11 страницVfdelwHalil YakışanОценок пока нет
- UMC22 Appendix-A 050805Документ50 страницUMC22 Appendix-A 050805yosfetОценок пока нет
- USB Comm - Cable: General/Overview Wiring Schematic Mmi Ioboard PQ Amplifier Smps FilterДокумент6 страницUSB Comm - Cable: General/Overview Wiring Schematic Mmi Ioboard PQ Amplifier Smps FilterSamir SomaiyaОценок пока нет
- MPC6585 Hardware Manual-V1.4Документ5 страницMPC6585 Hardware Manual-V1.4SHAILESH DABHAIОценок пока нет
- Load Limiter: Pinout FCI Connector (24 Ways)Документ4 страницыLoad Limiter: Pinout FCI Connector (24 Ways)Ivailo ZapryanovОценок пока нет
- I/O Wiring Diagrams For The HVAC System Application: AppendixДокумент18 страницI/O Wiring Diagrams For The HVAC System Application: AppendixZerpa Rodriguez YancarlosОценок пока нет
- Click PLCДокумент10 страницClick PLCMichael PalmerОценок пока нет
- Training Material of RT49S Chassis 201406120429151Документ28 страницTraining Material of RT49S Chassis 201406120429151بوند بوند100% (1)
- TV Tabung Toshiba Model 29V13P, IC CHROMA VDP3130, IC VERTIKAL LA7845Документ14 страницTV Tabung Toshiba Model 29V13P, IC CHROMA VDP3130, IC VERTIKAL LA7845IwanОценок пока нет
- USB MACH3 Interface Board BL-UsbMACH-V2.1 InstructionДокумент13 страницUSB MACH3 Interface Board BL-UsbMACH-V2.1 InstructionZal80% (5)
- LCD Remote Annunciator - Firu006-LcdДокумент2 страницыLCD Remote Annunciator - Firu006-Lcdvu thienОценок пока нет
- Depletion AlertДокумент1 страницаDepletion AlertHastag NayemОценок пока нет
- Wiring Diagram For Frequency Converter V2.1 PDFДокумент3 страницыWiring Diagram For Frequency Converter V2.1 PDFJans Toledo ConstanzoОценок пока нет
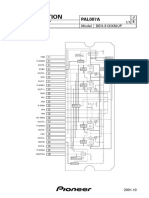
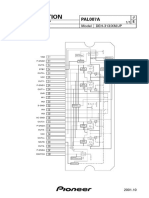
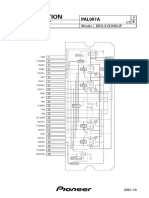
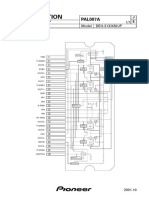
- Pal007a DatasheetДокумент1 страницаPal007a DatasheetCarlos Iran Benítez MedinaОценок пока нет
- PAL007A Pioneer PDFДокумент1 страницаPAL007A Pioneer PDFابو راشدОценок пока нет
- PAL007A PioneerДокумент1 страницаPAL007A PioneerIsmael Bratti BussoloОценок пока нет
- PAL007A Pioneer PDFДокумент1 страницаPAL007A Pioneer PDFWillian Jose Rosas MartinezОценок пока нет
- Pioneer Pal007a Datasheet PDFДокумент1 страницаPioneer Pal007a Datasheet PDFroto44Оценок пока нет
- PAL007A Pioneer PDFДокумент1 страницаPAL007A Pioneer PDFWillian Jose Rosas MartinezОценок пока нет
- PAL007A Pioneer PDFДокумент1 страницаPAL007A Pioneer PDFWillian Jose Rosas MartinezОценок пока нет
- PAL007A Pioneer PDFДокумент1 страницаPAL007A Pioneer PDFابو راشدОценок пока нет
- TB2946HQ: 49 W × 4-ch BTL Audio Power ICДокумент18 страницTB2946HQ: 49 W × 4-ch BTL Audio Power ICSebastian CorreaОценок пока нет
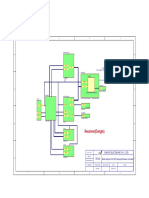
- Block Diagram 1390295Документ1 страницаBlock Diagram 1390295Bobby HancockОценок пока нет
- Block Diagram 1390295Документ1 страницаBlock Diagram 1390295Bobby HancockОценок пока нет
- TPS5125Документ21 страницаTPS5125Shaun Dwyer Van HeerdenОценок пока нет
- TA3020 Reference Board DatasheetДокумент21 страницаTA3020 Reference Board Datasheetigor_bruniОценок пока нет
- Golf No. 139 / 1: 2.5 l/110 KW - Motronic, Engine Codes BGP, BGQДокумент18 страницGolf No. 139 / 1: 2.5 l/110 KW - Motronic, Engine Codes BGP, BGQnicamarcosОценок пока нет
- VFD-EL-W Series: Delta Sensorless Vector Control Compact DriveДокумент12 страницVFD-EL-W Series: Delta Sensorless Vector Control Compact Drivedaniel serafimОценок пока нет
- Ap3015 AДокумент11 страницAp3015 ANguyen HuanОценок пока нет
- Controlador de Factor de PotenciaДокумент18 страницControlador de Factor de PotenciaMauricio GuerreroОценок пока нет
- Ethernet Analog PLC: C0-12DRE-1-D $203.00Документ12 страницEthernet Analog PLC: C0-12DRE-1-D $203.00Javier Andres ArangoОценок пока нет
- STB5100 Electric Wiring DiagramДокумент10 страницSTB5100 Electric Wiring Diagramsea13100% (2)
- Seminario - Mat - Guia de LabДокумент1 страницаSeminario - Mat - Guia de LabAnonymous TsgakjОценок пока нет
- WEG cfw500 crs232 rs232 Communication Module 10001446189 Installation Guide EnglishДокумент21 страницаWEG cfw500 crs232 rs232 Communication Module 10001446189 Installation Guide EnglishRodrigoОценок пока нет
- 2CDC114083D0201 FuentesbufferabbДокумент10 страниц2CDC114083D0201 FuentesbufferabbJose UcoОценок пока нет
- Manuale Sanyo Denky en PDFДокумент58 страницManuale Sanyo Denky en PDFTrung Truc NguyenОценок пока нет
- Emotron VSS Series User Manual en V1 2 (201612)Документ133 страницыEmotron VSS Series User Manual en V1 2 (201612)SUDIPTA HOTA100% (1)
- CGC Catalog CABLE TABLEДокумент150 страницCGC Catalog CABLE TABLEShahid SiddiqueОценок пока нет
- 2018 CatalogДокумент32 страницы2018 CatalogShahid SiddiqueОценок пока нет
- Products Directory: Top 3 LED Street Light ExporterДокумент20 страницProducts Directory: Top 3 LED Street Light ExporterShahid SiddiqueОценок пока нет
- FLS00x-TPW-101 (Slim Area Lights)Документ4 страницыFLS00x-TPW-101 (Slim Area Lights)Shahid SiddiqueОценок пока нет
- Advanced COB LED Downlight AR111 Retrofit Kit: 30 Watt - 220-240VAC, 50/60HZДокумент1 страницаAdvanced COB LED Downlight AR111 Retrofit Kit: 30 Watt - 220-240VAC, 50/60HZShahid SiddiqueОценок пока нет
- Cobra Head Street Light SLL30-XXX-10Y-Z (60-120-200w)Документ1 страницаCobra Head Street Light SLL30-XXX-10Y-Z (60-120-200w)Shahid SiddiqueОценок пока нет
- SBX00xT XXW XXW 105A BNS XДокумент2 страницыSBX00xT XXW XXW 105A BNS XShahid SiddiqueОценок пока нет
- Standard Operating Procedure: 2 Floor, OPF Building G-5/2 IslamabadДокумент17 страницStandard Operating Procedure: 2 Floor, OPF Building G-5/2 IslamabadShahid SiddiqueОценок пока нет
- AMC4030 Motion ControllerДокумент9 страницAMC4030 Motion ControllerShahid SiddiqueОценок пока нет
- SBX000 x0W XXW 105AДокумент4 страницыSBX000 x0W XXW 105AShahid SiddiqueОценок пока нет
- Qualifying Questions ArchitecturalДокумент1 страницаQualifying Questions ArchitecturalShahid SiddiqueОценок пока нет
- Draft Regulation For Certification of Companies With SchedulesДокумент24 страницыDraft Regulation For Certification of Companies With SchedulesShahid SiddiqueОценок пока нет
- Adh Khila Gulab by Hafiz Muzaffar MohsinДокумент124 страницыAdh Khila Gulab by Hafiz Muzaffar MohsinShahid SiddiqueОценок пока нет
- SLR Lantern 104 101Документ1 страницаSLR Lantern 104 101Shahid SiddiqueОценок пока нет
- LEDtronics High Bay Light HBL005-x00W-XPW-101WDДокумент2 страницыLEDtronics High Bay Light HBL005-x00W-XPW-101WDShahid SiddiqueОценок пока нет
- LEDtronics Color Tuning LED Flat Panel Light FixtureДокумент4 страницыLEDtronics Color Tuning LED Flat Panel Light FixtureShahid SiddiqueОценок пока нет
- SLR Lantern 108 101Документ1 страницаSLR Lantern 108 101Shahid SiddiqueОценок пока нет
- Introductory Letter of FurnitureДокумент2 страницыIntroductory Letter of FurnitureShahid SiddiqueОценок пока нет
- SAP MM Module OverviewДокумент15 страницSAP MM Module OverviewAmit Kumar100% (1)
- TQM Model ExamДокумент5 страницTQM Model ExamsaswarajОценок пока нет
- Beechcraft Heritage MuseumДокумент16 страницBeechcraft Heritage MuseumCAP History LibraryОценок пока нет
- Radio Training SlidesДокумент62 страницыRadio Training Slidesmymuberra807100% (1)
- SMAC CA12 BrochureДокумент2 страницыSMAC CA12 BrochureElectromateОценок пока нет
- Pavilion Design Workshop + Competition: Uni - Xyz/competitionsДокумент14 страницPavilion Design Workshop + Competition: Uni - Xyz/competitionsNikunj DwivediОценок пока нет
- Mike and KeyДокумент25 страницMike and KeyddscribeОценок пока нет
- 25 Powerful Business English Presentation Phrases To Impress Your AudienceДокумент3 страницы25 Powerful Business English Presentation Phrases To Impress Your AudienceMutia ChimoetОценок пока нет
- PAC4200 Product GuideДокумент4 страницыPAC4200 Product GuideHugo Alberto Malespin SolisОценок пока нет
- Aiwa RM-77 Service ManualДокумент9 страницAiwa RM-77 Service Manualcristianhumberto_reyesaguileraОценок пока нет
- ActiveScale P100 Installation GuideДокумент97 страницActiveScale P100 Installation GuideZhou QianОценок пока нет
- BS en 00480-6-2005 PDFДокумент8 страницBS en 00480-6-2005 PDFShan Sandaruwan AbeywardeneОценок пока нет
- Design and Estimation of Dry DockДокумент78 страницDesign and Estimation of Dry DockPrem Kumar100% (4)
- Valspeq 3.80 User Manual EnglishДокумент269 страницValspeq 3.80 User Manual EnglishFaizan AhmedОценок пока нет
- 1 1 6 A-VariableRolesIIДокумент5 страниц1 1 6 A-VariableRolesIIRocket FireОценок пока нет
- Teco VFD Operating ManualДокумент69 страницTeco VFD Operating ManualStronghold Armory100% (1)
- Edited - Meenakshi Kumari RaiДокумент1 страницаEdited - Meenakshi Kumari RaiThunderBird GamerОценок пока нет
- Period Based Accounting Versus Cost of Sales AccountingДокумент13 страницPeriod Based Accounting Versus Cost of Sales AccountingAnil Kumar100% (1)
- 23 - Battery Sizing DischargeДокумент19 страниц23 - Battery Sizing Dischargechanchai T100% (4)
- Top 100 Networking Interview Questions & Answers - PDFДокумент26 страницTop 100 Networking Interview Questions & Answers - PDFVeera PandiОценок пока нет
- 2 - Way Ball ValvesДокумент6 страниц2 - Way Ball ValvesFitra VertikalОценок пока нет
- IV-series-monitor Monitor Um 440gb GB WW 1027-3Документ360 страницIV-series-monitor Monitor Um 440gb GB WW 1027-3Quang DuyОценок пока нет
- Ahsmrw30dam SD101Документ48 страницAhsmrw30dam SD101ibrahimОценок пока нет
- Running Head: Digital Storytelling As An Assessment Tool 1Документ9 страницRunning Head: Digital Storytelling As An Assessment Tool 1vifongiОценок пока нет
- IntroductionCorporate Social Responsibility To Gati by PrashantДокумент9 страницIntroductionCorporate Social Responsibility To Gati by PrashantvarshaОценок пока нет
- Philips HeartStart MRX EMS BrochureДокумент12 страницPhilips HeartStart MRX EMS BrochureEnerspect Medical Solutions100% (1)
- Horizontal Cylindrical Steam Autoclave: Main FeaturesДокумент2 страницыHorizontal Cylindrical Steam Autoclave: Main FeaturesMahroelОценок пока нет
- Retail Generation ZДокумент24 страницыRetail Generation ZSomanОценок пока нет
- Sanghvi: Protein Self TestДокумент11 страницSanghvi: Protein Self TestNewborn2013Оценок пока нет
- Internship Report (EWSD)Документ23 страницыInternship Report (EWSD)Spartacus GladОценок пока нет