Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Galvatech2015 Proceeding FinalДокумент11 страницGalvatech2015 Proceeding FinalSijo Kaviyil JosephОценок пока нет
- E1696-Ctse1000 RDДокумент41 страницаE1696-Ctse1000 RDAjay BaggaОценок пока нет
- Sabp D 002Документ16 страницSabp D 002engforever AdnanОценок пока нет
- SiSiB Silicone RubberДокумент16 страницSiSiB Silicone RubberQuality ControlОценок пока нет
- Insight NDT Equipment LTD - ..Документ2 страницыInsight NDT Equipment LTD - ..aoxoxzОценок пока нет
- Friction Stir Welding-A ReviewДокумент7 страницFriction Stir Welding-A ReviewHUỲNH HOÀNG TÚОценок пока нет
- Instrumentation Update (16-05-2023)Документ3 страницыInstrumentation Update (16-05-2023)mohsin awanОценок пока нет
- Student Copy-Manufacturing Process SelectionДокумент49 страницStudent Copy-Manufacturing Process SelectionAnishMendisОценок пока нет
- Spec Product PertaminaДокумент8 страницSpec Product PertaminaErik AlfiandyОценок пока нет
- Blue Cleaner RR MSDSДокумент3 страницыBlue Cleaner RR MSDSEko Dodi SetiawanОценок пока нет
- Grinding and Grinding OperationsДокумент14 страницGrinding and Grinding OperationsRitik Pothare0% (2)
- OFB Vendor Registration SOPДокумент19 страницOFB Vendor Registration SOPramkumarОценок пока нет
- StairДокумент1 страницаStairriz2010Оценок пока нет
- SOP - 03 - Shop FabricationДокумент23 страницыSOP - 03 - Shop FabricationSuci YatiningtiyasОценок пока нет
- Dual Shield II 80-Ni1 h4 Data SheetДокумент3 страницыDual Shield II 80-Ni1 h4 Data SheetNicolas MaximilianoОценок пока нет
- Late Life Project Rev.02Документ14 страницLate Life Project Rev.02Ahmed Wassal ElpoghdyОценок пока нет
- Two Stroke Diesel Engine AyeshaДокумент8 страницTwo Stroke Diesel Engine Ayeshaayesha amjadОценок пока нет
- TP3086-L01 - LCP Drawing of 30MVAR 21kV SR - East SitraДокумент5 страницTP3086-L01 - LCP Drawing of 30MVAR 21kV SR - East Sitrawinston11Оценок пока нет
- GIB Compound Selector Chart 082020Документ1 страницаGIB Compound Selector Chart 082020robОценок пока нет
- Amine Gas SweeteningДокумент2 страницыAmine Gas SweeteningCeleste DopazoОценок пока нет
- Material Control Cane YardДокумент2 страницыMaterial Control Cane YardDevri Imam SuryanaОценок пока нет
- FSC 88 WB DataSheet Primer FoamДокумент2 страницыFSC 88 WB DataSheet Primer FoamJesús SánchezОценок пока нет
- BMC V - Unit-3 - FinishesДокумент14 страницBMC V - Unit-3 - FinishesniviОценок пока нет
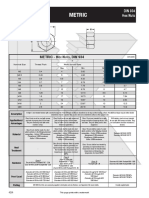
- DIN 934 Hex NutДокумент1 страницаDIN 934 Hex NutfastenersworldОценок пока нет
- CNC Handbook PDFДокумент241 страницаCNC Handbook PDFKhryztyan Resendiz Ramirez75% (4)
- jt8d Engine PDFДокумент2 страницыjt8d Engine PDFGreciaОценок пока нет
- Kingroon ConfiguracoesДокумент3 страницыKingroon ConfiguracoesanafrancaОценок пока нет
- Triumph Twist Drill CatalogДокумент64 страницыTriumph Twist Drill CatalogCarbide Processors IncОценок пока нет
- AAC Blocks Manufacturers - MagnaДокумент6 страницAAC Blocks Manufacturers - MagnaMagna GreenОценок пока нет
- Ijpret - Mech 102Документ8 страницIjpret - Mech 102chotichanduОценок пока нет