Вам также может понравиться
- R-IN-05 Informe Final Horno 2 Virola y LlantaДокумент17 страницR-IN-05 Informe Final Horno 2 Virola y LlantaSandraОценок пока нет
- Reportes Liquidos Penetrantes 001 CIMДокумент3 страницыReportes Liquidos Penetrantes 001 CIMSandraОценок пока нет
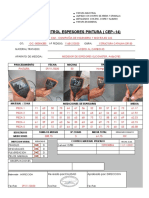
- Control Espesores de Pintura - CAPA 2Документ1 страницаControl Espesores de Pintura - CAPA 2SandraОценок пока нет
- Control Espesores de Pintura - CAPA 1Документ1 страницаControl Espesores de Pintura - CAPA 1SandraОценок пока нет
- Listado de Soldadores CalificadosДокумент2 страницыListado de Soldadores CalificadosSandraОценок пока нет
- Formato.133 Trazabilidad de MaterialesДокумент2 страницыFormato.133 Trazabilidad de MaterialesSandra100% (1)
- Formato 131 Rolado de LaminasДокумент5 страницFormato 131 Rolado de LaminasSandraОценок пока нет
- Brochure Pungo OficialДокумент7 страницBrochure Pungo OficialSandraОценок пока нет
- Indice DossierДокумент17 страницIndice DossierSandraОценок пока нет
- Inspeccion Por Liquidos Penetrantes 008Документ1 страницаInspeccion Por Liquidos Penetrantes 008SandraОценок пока нет
- Cálculo de Tanques Atmosféricos - OriginalДокумент7 страницCálculo de Tanques Atmosféricos - OriginaljowarОценок пока нет
- Informe Detallado de Soldadura TANQUE YOPAL PDFДокумент4 страницыInforme Detallado de Soldadura TANQUE YOPAL PDFSandraОценок пока нет
- 5) Saw PDFДокумент3 страницы5) Saw PDFSandraОценок пока нет
- Isometrico Linea P1056 en D101Документ1 страницаIsometrico Linea P1056 en D101SandraОценок пока нет
- Defensa PPДокумент23 страницыDefensa PPFrancisco Javier Hernandez FloresОценок пока нет
- LiquidoДокумент6 страницLiquidoAna FerronОценок пока нет
- Tarea 2-U1 Fisica I 2016-1Документ2 страницыTarea 2-U1 Fisica I 2016-1Omar Jardel Macas FloresОценок пока нет
- El Punto PresentaciónДокумент11 страницEl Punto Presentaciónedantalv100% (2)
- Laboratorio Electronica de Potencia-29-34Документ6 страницLaboratorio Electronica de Potencia-29-34Ariel DutanОценок пока нет
- Tarea 20, Sintaxis y PolisemiaДокумент6 страницTarea 20, Sintaxis y PolisemiaDiego DelgadoОценок пока нет
- Medidas y Proporciones de Una CaraДокумент9 страницMedidas y Proporciones de Una CaraMARIA DE LOS SUAREZОценок пока нет
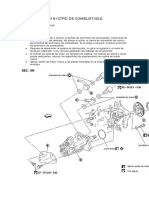
- Nissan Bomba de Suministro de CombustibleДокумент25 страницNissan Bomba de Suministro de CombustibleIsrael TomalaОценок пока нет
- Derivada Por Definición y EcuaciónДокумент1 страницаDerivada Por Definición y EcuaciónNahomy ErnestОценок пока нет
- Elaborar El Manjar Blanco Del ValleДокумент29 страницElaborar El Manjar Blanco Del ValleLoscar Carlos LoaizaОценок пока нет
- Frecuencimetro Digital LCDДокумент12 страницFrecuencimetro Digital LCDricky081Оценок пока нет
- Control Farmaceutico de Envase PrimarioДокумент2 страницыControl Farmaceutico de Envase PrimarioAndrea MoralesОценок пока нет
- Cuadrilateros Word - TecnologiaДокумент7 страницCuadrilateros Word - TecnologiajaimecruzatОценок пока нет
- Taller Semejanza de TriángulosДокумент2 страницыTaller Semejanza de TriángulosClaudia Patricia Perez CondeОценок пока нет
- Análisis de Carne y Productos CárnicosДокумент14 страницAnálisis de Carne y Productos CárnicosGenesis Fajardo Igotseven0% (1)
- Carbón Activado Exponer 2Документ45 страницCarbón Activado Exponer 2Jesus De La Cruz Efus100% (1)
- Mapa Conceptual - La Sistematizacion Dle SaberДокумент1 страницаMapa Conceptual - La Sistematizacion Dle Saberjhon martinesОценок пока нет
- CALIPERДокумент6 страницCALIPEROswaldo GallardoОценок пока нет
- Formulas Básicas de EntropíaДокумент4 страницыFormulas Básicas de EntropíaGASTON RIVERA MONTOYAОценок пока нет
- Oferta y DemandaДокумент7 страницOferta y DemandaMercy GonzalesОценок пока нет
- Taller 13 EstДокумент23 страницыTaller 13 EstVanessa FloresОценок пока нет
- ALGEBRA 9 - Taller 3 - Ec Prim Gra Dos IncognitasДокумент3 страницыALGEBRA 9 - Taller 3 - Ec Prim Gra Dos Incognitaspaola giraldoОценок пока нет
- PROGRAMA ANALÍTICO Mec y Mecanismos y BibliografiaДокумент3 страницыPROGRAMA ANALÍTICO Mec y Mecanismos y BibliografiaAle GarciaОценок пока нет
- Mnual de UsuarioДокумент38 страницMnual de UsuarioLuis Castro33% (3)
- ZZcier ANEXOSДокумент14 страницZZcier ANEXOSEddy NaulaОценок пока нет
- Examenes DesalesДокумент8 страницExamenes DesalesEdgarОценок пока нет
- Tema 3 Bloque I BioenergeticaДокумент11 страницTema 3 Bloque I BioenergeticaPamelitha Huayanca CarbajalОценок пока нет
- Tarea S - 4 Investigacion de OperacionesДокумент6 страницTarea S - 4 Investigacion de OperacionesMANUEL SOTOMAYOR100% (1)
- Evidencia Aprendizaje Semana 4 Programación EstructuradaДокумент6 страницEvidencia Aprendizaje Semana 4 Programación EstructuradaFernandoОценок пока нет