Вам также может понравиться
- Procedimiento Fabricación y Montaje de TanqueДокумент7 страницProcedimiento Fabricación y Montaje de TanquemvelarenasОценок пока нет
- Api 650 en Espanol PDFДокумент56 страницApi 650 en Espanol PDFRafael Torres Sabalza98% (40)
- Caja de VacioДокумент6 страницCaja de Vaciojreynac07100% (1)
- Prueba Neumatica - Asme Sec. Viii Div. 1Документ2 страницыPrueba Neumatica - Asme Sec. Viii Div. 1PercyAlexander100% (2)
- (Met-Pro-009) Montaje Tanques API 650 v-1Документ5 страниц(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALОценок пока нет
- 5.1 Sumatane HS PDFДокумент4 страницы5.1 Sumatane HS PDFcerorideОценок пока нет
- ASME VIII D1 en EspañolДокумент376 страницASME VIII D1 en EspañolTIPAZO100% (3)
- WPS TuberiaДокумент2 страницыWPS TuberiaOmar BecerrilОценок пока нет
- PROCEDIMIENTO Armado de Tanques APIДокумент10 страницPROCEDIMIENTO Armado de Tanques APIeGnEsToMc100% (2)
- Calculo Del PCI en ExcelДокумент6 страницCalculo Del PCI en ExcelJulio SulcaОценок пока нет
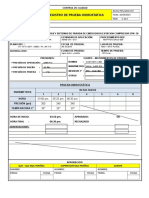
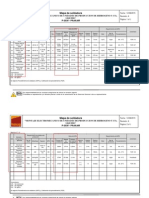
- Registro Prueba Hidrostatica Condensados de AltaДокумент4 страницыRegistro Prueba Hidrostatica Condensados de AltaWLOPEZCH100% (2)
- Tintes Penetrantes FormatoДокумент1 страницаTintes Penetrantes FormatoJose C. MelendezОценок пока нет
- Dossier Tanques 46x46 300tk001@005Документ160 страницDossier Tanques 46x46 300tk001@005RUBEN100% (3)
- Criterios de Aceptación ASME B31Документ2 страницыCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- Procedimientos de Soldadura A Filete 1Документ1 страницаProcedimientos de Soldadura A Filete 1Mirian JustoОценок пока нет
- Protocolo Torque de PernosДокумент1 страницаProtocolo Torque de PernosRobertoCastilloEstradaОценок пока нет
- Welding BookДокумент2 страницыWelding Bookmarco antonio ramos melendez100% (1)
- Metodos Radiograficos API 650Документ8 страницMetodos Radiograficos API 650jabrito40-1100% (1)
- Tabla de TorqueДокумент18 страницTabla de TorqueGabriel Pulido100% (2)
- Planilla Welding MapДокумент1 страницаPlanilla Welding MapOmar BecerrilОценок пока нет
- SPB 100 Co CR 0001 R0 AceДокумент4 страницыSPB 100 Co CR 0001 R0 AcexxhiorinmaruxxОценок пока нет
- Mpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalДокумент14 страницMpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalBenjamin Herrera Vargas50% (2)
- Dossier de Calidad - Viga SeparadoraДокумент32 страницыDossier de Calidad - Viga SeparadoraJulio SulcaОценок пока нет
- Welding Map P-2039Документ2 страницыWelding Map P-2039Anthony Ventura Reyes100% (2)
- Capitulo7 Prueba e Inspeccion API 650Документ5 страницCapitulo7 Prueba e Inspeccion API 650Renzo Wladimir Vargas NeyraОценок пока нет
- GO 09 304 02 Enf FlangesДокумент1 страницаGO 09 304 02 Enf FlangesAnonymous ZaZqvjJPzОценок пока нет
- Accesorios Doka PDFДокумент8 страницAccesorios Doka PDFJavierCzo100% (1)
- Verticalidad y RedondezДокумент9 страницVerticalidad y RedondezDaniel Pagliardini100% (1)
- Procedimiento de Medicion de EspesoresДокумент8 страницProcedimiento de Medicion de Espesorescesarenrique2010Оценок пока нет
- PR-PP-14 Procedimiento Corte y Biselado para TuberiaДокумент8 страницPR-PP-14 Procedimiento Corte y Biselado para TuberiaJavier Lozano AbrilОценок пока нет
- RG-Q-04 Formato Registro Prueba Adherencia de PinturaДокумент2 страницыRG-Q-04 Formato Registro Prueba Adherencia de PinturaSebastian De jesus Ramirez Arrubla100% (4)
- Procedimiento para Soldadura y Montaje de TuberíaДокумент5 страницProcedimiento para Soldadura y Montaje de TuberíaAngel Mauricio Garcia CastanedaОценок пока нет
- SPB GBL Co CR 0001 R0 AceДокумент3 страницыSPB GBL Co CR 0001 R0 AcexxhiorinmaruxxОценок пока нет
- Manual Torno CNC Muy CompletoДокумент156 страницManual Torno CNC Muy Completomadenicola1093% (27)
- 3831-PC-CV-04 PROCEDIMIENTO ENFIERRADURA Rev.0 PDFДокумент21 страница3831-PC-CV-04 PROCEDIMIENTO ENFIERRADURA Rev.0 PDFCristian Andrés GalindoОценок пока нет
- Maquinado de Piezas PemexДокумент12 страницMaquinado de Piezas PemexferminhernandezОценок пока нет
- MC-Calculo de RefuerzoДокумент13 страницMC-Calculo de RefuerzocecilОценок пока нет
- Anexo B Plan de Puntos de Inspección (PPI) - Soldadura de TuberiaДокумент1 страницаAnexo B Plan de Puntos de Inspección (PPI) - Soldadura de TuberiaMiguel Hermosa50% (2)
- Manual de Calidad de MetalmecanicaДокумент29 страницManual de Calidad de MetalmecanicaJulio SulcaОценок пока нет
- 3.5-Anexos-Codigos GMДокумент3 страницы3.5-Anexos-Codigos GMInezukyОценок пока нет
- Procedimiento de Montaje de Tanques Por AnillosДокумент9 страницProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Medición Verticalidad Asentamiento Tanques Durante Prueba HidrostáticaДокумент3 страницыMedición Verticalidad Asentamiento Tanques Durante Prueba HidrostáticaALNAMA201180% (5)
- Calculo de Tuberia Por ASME B31 3Документ48 страницCalculo de Tuberia Por ASME B31 3xavier castro100% (1)
- Reglas para Soldar Un Tanque Segun API 650Документ37 страницReglas para Soldar Un Tanque Segun API 650Davis Paredes90% (10)
- MasterCam TorneadoДокумент16 страницMasterCam TorneadoNelsonОценок пока нет
- Preparación de Agua RegiaДокумент4 страницыPreparación de Agua RegiarenzoОценок пока нет
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BДокумент14 страницProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Procedimiento Inspeccion Visual de SoldaduraДокумент11 страницProcedimiento Inspeccion Visual de SoldaduraMarilyn CoroОценок пока нет
- Tema 3 - TorneadoДокумент41 страницаTema 3 - TorneadoING RIVERA100% (4)
- Maquinas y HerramientasДокумент13 страницMaquinas y HerramientasGalo Galicia100% (1)
- It Dit 44 Control Dimensional Tanques Rev.0Документ18 страницIt Dit 44 Control Dimensional Tanques Rev.0Jeka BetaОценок пока нет
- Contrato de ArrendamientoДокумент2 страницыContrato de ArrendamientoJulio SulcaОценок пока нет
- Mecanizado de Alta VelocidadДокумент28 страницMecanizado de Alta VelocidadgatoluzОценок пока нет
- Estructuras Hidraulicas de CruceДокумент19 страницEstructuras Hidraulicas de CruceJulio Sulca100% (1)
- Mantto TanquesДокумент23 страницыMantto TanquesBrandon Smith100% (1)
- NQN-CH-E03-GEN-021 Prueba Hidráulica de PipingДокумент7 страницNQN-CH-E03-GEN-021 Prueba Hidráulica de PipingLuis SantillanОценок пока нет
- Pintura de Acabado - Ultramastic - 850 - HSHBДокумент2 страницыPintura de Acabado - Ultramastic - 850 - HSHBrooseveltОценок пока нет
- PR-CC-003 Control Dimensional en El ArmadoДокумент8 страницPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Revisión Dossier de Calidad CO3 MECÁNICOДокумент13 страницRevisión Dossier de Calidad CO3 MECÁNICOOBBYF GAMERS0% (1)
- MEC-P-05 - Rev.2Документ14 страницMEC-P-05 - Rev.2Aracely Anai MartinezОценок пока нет
- PO-ALH-SSO-URM - CAI-09 Rev.B Trabajos en CalienteДокумент15 страницPO-ALH-SSO-URM - CAI-09 Rev.B Trabajos en Calientecarlos SanchezОценок пока нет
- Pts MFL HC Super Octano LT PDFДокумент24 страницыPts MFL HC Super Octano LT PDFadriannysОценок пока нет
- CSP-P-OP-04 Procedimiento Por Liquidos Penetrantes Segun API 650Документ10 страницCSP-P-OP-04 Procedimiento Por Liquidos Penetrantes Segun API 650Ivan RomeroОценок пока нет
- Uso de Taladro de ColumnaДокумент13 страницUso de Taladro de Columnadavid perezОценок пока нет
- DMM 010113 e Po 007 Procedimiento de SoldaduraДокумент8 страницDMM 010113 e Po 007 Procedimiento de SoldaduraJuan Jose Jimenez LopezОценок пока нет
- S1-Est-Cas-Subest-Elec-Chi 210-CL11Документ1 страницаS1-Est-Cas-Subest-Elec-Chi 210-CL11Juan Pablo Perdomo OrtizОценок пока нет
- Datos Tecnicos Chanc. ConicaДокумент2 страницыDatos Tecnicos Chanc. ConicaJuan MontufarОценок пока нет
- 1 FICHA DE SOLICITUD DE APROBACIÓN - BridaДокумент1 страница1 FICHA DE SOLICITUD DE APROBACIÓN - BridanestorОценок пока нет
- P-07 C1117 Compresor STB Rv01 LACДокумент1 страницаP-07 C1117 Compresor STB Rv01 LACWilliam RamírezОценок пока нет
- s1 Est Sop TFR 210 CL 11Документ1 страницаs1 Est Sop TFR 210 CL 11Juan Pablo Perdomo OrtizОценок пока нет
- 1 Ficha de Solicitud de Aprobación - Marco y Tapa para Caja de ValvulaДокумент1 страница1 Ficha de Solicitud de Aprobación - Marco y Tapa para Caja de ValvulanestorОценок пока нет
- Plan de Trabajo Reparacion de Tanque PDFДокумент9 страницPlan de Trabajo Reparacion de Tanque PDFRamon NievesОценок пока нет
- KLP 1754 R. Aceite 400 Lts. Certificacion Control DimencionalДокумент8 страницKLP 1754 R. Aceite 400 Lts. Certificacion Control DimencionalYordanОценок пока нет
- Análisis Crítico de La Charla Tu Trabajo No Es Tu Trabajo Por Fredy KofmanДокумент2 страницыAnálisis Crítico de La Charla Tu Trabajo No Es Tu Trabajo Por Fredy KofmanJulio SulcaОценок пока нет
- Cuadro de Equipos - Fichas TécnicasДокумент5 страницCuadro de Equipos - Fichas TécnicasJulio SulcaОценок пока нет
- Hoja Tecnica Barras CuadradasДокумент2 страницыHoja Tecnica Barras CuadradasJulio SulcaОценок пока нет
- Recomendaciones para La Construcción de Viviendas PDFДокумент5 страницRecomendaciones para La Construcción de Viviendas PDFJulio SulcaОценок пока нет
- Ejercicio VertederoДокумент16 страницEjercicio VertederoJulio SulcaОценок пока нет
- Manejo de Residuos Sólidos en La Universidad Cesar VallejoДокумент63 страницыManejo de Residuos Sólidos en La Universidad Cesar VallejoJulio SulcaОценок пока нет
- Conclusiones & Recomendaciones Del Mantenimiento y Funcionalidad Del Pavimento Flexible de La Avenida TantamayoДокумент2 страницыConclusiones & Recomendaciones Del Mantenimiento y Funcionalidad Del Pavimento Flexible de La Avenida TantamayoJulio SulcaОценок пока нет
- Informe 1 Construccion 2Документ45 страницInforme 1 Construccion 2Julio SulcaОценок пока нет
- Estructuras Hidraulicas de CruceДокумент19 страницEstructuras Hidraulicas de CruceJulio SulcaОценок пока нет
- Informe Sobre Metrado de Una ViviendaДокумент16 страницInforme Sobre Metrado de Una ViviendaJulio Sulca100% (1)
- Obras de CaptacionДокумент16 страницObras de CaptacionJulio SulcaОценок пока нет
- Estructuras Hidraulicas de CruceДокумент19 страницEstructuras Hidraulicas de CruceJulio SulcaОценок пока нет
- Sifones FinalДокумент28 страницSifones FinalJulio SulcaОценок пока нет
- HidraulicaДокумент10 страницHidraulicaRaitSuxeMilianОценок пока нет
- Informe 1 Construccion 2Документ45 страницInforme 1 Construccion 2Julio SulcaОценок пока нет
- Ejercicio de FresadoДокумент3 страницыEjercicio de FresadoKEVIN GIOVANNY LOPEZ CARDENASОценок пока нет
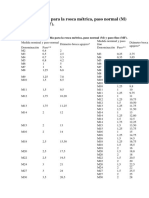
- Nomenclatura RoscasДокумент16 страницNomenclatura Roscaskevin MontaluiaОценок пока нет
- Desarrollo de Acero para Herramientas D2 para Piezas Coladas Por Gravedad en Molde de ArenaДокумент24 страницыDesarrollo de Acero para Herramientas D2 para Piezas Coladas Por Gravedad en Molde de ArenaLaboratorio CalidadОценок пока нет
- Tornilleria ROSMILДокумент176 страницTornilleria ROSMILAlfred_0601Оценок пока нет
- Tabla - Pasos de RoscaДокумент4 страницыTabla - Pasos de RoscaJuan PalacioОценок пока нет
- 4.2 RectificadoraДокумент15 страниц4.2 RectificadoraALEXIS DE LEONОценок пока нет
- Balotario Solucionado Taladro Urp LimaДокумент3 страницыBalotario Solucionado Taladro Urp LimaBryan CarrilloОценок пока нет
- Banco de Preg - Mec.mant. II SemestreДокумент9 страницBanco de Preg - Mec.mant. II SemestrenovaОценок пока нет
- Resumen Webinar Aceros Al CarbonoДокумент4 страницыResumen Webinar Aceros Al CarbonoLugo Amaya JacoboОценок пока нет
- Práctica 2 Probeta AceroДокумент19 страницPráctica 2 Probeta AceroESTEFANIA VENEGASОценок пока нет
- Micfa Sa Fresadoras Catalogo Fresadoras Serie S y V 837057Документ4 страницыMicfa Sa Fresadoras Catalogo Fresadoras Serie S y V 837057Gus PaniaguaОценок пока нет
- Pres Estado SuperficialДокумент22 страницыPres Estado SuperficialNâga VotanОценок пока нет
- AF Sistema Pretil APE 38 ESДокумент2 страницыAF Sistema Pretil APE 38 ESFredy Gil PinzonОценок пока нет
- Sesion 11 Tratamientos TérmicosДокумент17 страницSesion 11 Tratamientos TérmicosCarlos Carranza BermudezОценок пока нет
- Maquinas FresadorasДокумент18 страницMaquinas FresadorasJavier SolisОценок пока нет
- Refacciones Helvex PDFДокумент39 страницRefacciones Helvex PDF2002cortesaОценок пока нет
- Actividad Entregable 3 MatematicasДокумент8 страницActividad Entregable 3 MatematicasJhon LizarasoОценок пока нет
- Plano Pieza MecanizadaДокумент4 страницыPlano Pieza MecanizadaJorge Andres Hernandez ArevaloОценок пока нет
- ABRAZADERASДокумент8 страницABRAZADERASCarlos Saltos PincayОценок пока нет
- Taller Nº1 TorneriaДокумент6 страницTaller Nº1 TorneriaRaul ArteagaОценок пока нет
- Instalacion ABQM 2viasДокумент7 страницInstalacion ABQM 2viasGabriel Rincón RodríguezОценок пока нет
- RoscasДокумент19 страницRoscasdelfos007Оценок пока нет