Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- MH Spartacus Workout PDFДокумент2 страницыMH Spartacus Workout PDFshurl88100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Wellhead - Xmas TreeДокумент22 страницыWellhead - Xmas Treekobijones88Оценок пока нет
- Advanced Piping Stress AnalysisДокумент6 страницAdvanced Piping Stress Analysisanurag7878100% (1)
- Integrated Pressure Systems ManualДокумент296 страницIntegrated Pressure Systems ManualSamuel OgunsanyaОценок пока нет
- Hydrualics & Hydraulic Machinery - Lecture - Notes-1 PDFДокумент101 страницаHydrualics & Hydraulic Machinery - Lecture - Notes-1 PDFJitender NaiduОценок пока нет
- Piping System RevДокумент32 страницыPiping System Revapi-25999517100% (9)
- Air Compressor Piping DiagramДокумент2 страницыAir Compressor Piping DiagramOrueta ClaudioОценок пока нет
- Catálogo Fisher - LP GasДокумент96 страницCatálogo Fisher - LP GaslopezmedgarОценок пока нет
- Sr. No. Description of Item Qty. UNIT Rate Amount A Pumps: IITM at Madras Bill of Quantities For Pumps DATE: 04.07.16Документ2 страницыSr. No. Description of Item Qty. UNIT Rate Amount A Pumps: IITM at Madras Bill of Quantities For Pumps DATE: 04.07.16sanjay khatriОценок пока нет
- BFV Butterfly Valve Features and SpecificationsДокумент18 страницBFV Butterfly Valve Features and Specificationsyash100% (1)
- Datasheet For Restriction OrificeДокумент1 страницаDatasheet For Restriction OrificeRajesh Rajesh50% (2)
- Pulsator sludge blanket clarifier optimized performanceДокумент2 страницыPulsator sludge blanket clarifier optimized performancepjrapanutОценок пока нет
- Wedding Witness Attire Guide for Ninong and NinangДокумент1 страницаWedding Witness Attire Guide for Ninong and NinangpjrapanutОценок пока нет
- Experts in Chem-Feed and Water Treatment Pump CompetitionДокумент11 страницExperts in Chem-Feed and Water Treatment Pump CompetitionpjrapanutОценок пока нет
- Experts in Chem-Feed and Water Treatment Pump CompetitionДокумент11 страницExperts in Chem-Feed and Water Treatment Pump CompetitionpjrapanutОценок пока нет
- Problem A1 Study of Bernoulli'S Theorem I. AbstractДокумент9 страницProblem A1 Study of Bernoulli'S Theorem I. AbstractpjrapanutОценок пока нет
- P3 Setpoint P2 Setpoint P3 Setpoint P2 Setpoint P2 Setpoint Ndps1 Ndps2 Cubao 800 P3 Cubao 900 P2 KatipunanДокумент3 страницыP3 Setpoint P2 Setpoint P3 Setpoint P2 Setpoint P2 Setpoint Ndps1 Ndps2 Cubao 800 P3 Cubao 900 P2 KatipunanpjrapanutОценок пока нет
- Final TarpДокумент1 страницаFinal TarppjrapanutОценок пока нет
- McCabe Thiele MethodДокумент5 страницMcCabe Thiele MethodpjrapanutОценок пока нет
- IpproposalДокумент3 страницыIpproposalpjrapanutОценок пока нет
- Data and ResultsДокумент6 страницData and ResultspjrapanutОценок пока нет
- Adjustable Choke Valves CV-8Документ2 страницыAdjustable Choke Valves CV-8sabi_shiОценок пока нет
- Standard Features: 2-Pass Firetube Design 15 - 800 BHPДокумент2 страницыStandard Features: 2-Pass Firetube Design 15 - 800 BHPChristian Veliz CamargoОценок пока нет
- Mach Number - Wikipedia, The Free EncyclopediaДокумент7 страницMach Number - Wikipedia, The Free EncyclopediaSuresh SuryaОценок пока нет
- API Plan 53-Accumulator Bladder ChargingДокумент11 страницAPI Plan 53-Accumulator Bladder Chargingsumantabal_uceОценок пока нет
- Group 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)Документ8 страницGroup 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)Dado OgameОценок пока нет
- Project Standard Specification: Drainage and Vent Piping 15420 - Page 1/8Документ8 страницProject Standard Specification: Drainage and Vent Piping 15420 - Page 1/8adel rihanaОценок пока нет
- Ce6451 - FMM 2017-18Документ65 страницCe6451 - FMM 2017-18rajmehaОценок пока нет
- Hydraulic Performance: Mobil Coiled Tubing ManualДокумент5 страницHydraulic Performance: Mobil Coiled Tubing Manualoswaldo58Оценок пока нет
- Flow Divider: 1 DescriptionДокумент6 страницFlow Divider: 1 DescriptionCarlos AugustoОценок пока нет
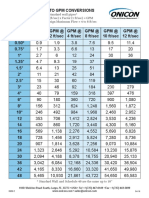
- 0868 5 Velocity To GPM Chart 2 Sided 04 18Документ2 страницы0868 5 Velocity To GPM Chart 2 Sided 04 18Abdul YaseenОценок пока нет
- Chapter 3 Drag and LiftДокумент15 страницChapter 3 Drag and LiftAhmad IzzuddinОценок пока нет
- 170057-TBO-FIRE - BOQ Calculation - PO - 181210Документ49 страниц170057-TBO-FIRE - BOQ Calculation - PO - 181210Minh TanОценок пока нет
- Fluid Engineering Flow in P.Документ6 страницFluid Engineering Flow in P.sunilkumar2685Оценок пока нет
- Asme b16.1 - Cast Iron Pipe Flanges and Flanged Fittings (1998)Документ41 страницаAsme b16.1 - Cast Iron Pipe Flanges and Flanged Fittings (1998)Ing. Obed Zarate ValdiviesoОценок пока нет
- 1 PressureReducingValve PDFДокумент84 страницы1 PressureReducingValve PDFKerwin CastañedaОценок пока нет
- Piping Coordination Systems - Symbols For IsometricsДокумент4 страницыPiping Coordination Systems - Symbols For IsometricsalikajbafОценок пока нет
- MEP Rusun YogyaДокумент19 страницMEP Rusun Yogyasetiyo pambudi100% (1)
- EXP 10 Flow RateДокумент29 страницEXP 10 Flow RateMuhammed FuadОценок пока нет
- 265 ME Dismantling JointsДокумент2 страницы265 ME Dismantling JointsRadicalОценок пока нет
- CONVECTION HEAT TRANSFERДокумент39 страницCONVECTION HEAT TRANSFERonyxОценок пока нет