Академический Документы
Профессиональный Документы
Культура Документы
PFMEA - Stamping
Загружено:
Nimesh MehtaАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
PFMEA - Stamping
Загружено:
Nimesh MehtaАвторское право:
Доступные форматы
Chandresh Engineers
Plot No 3-11 / 2, Dev Industrial Estate, B/h Gorwa Water Tank, GORWA, VADODARA 390 012
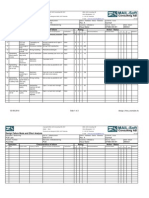
Process Failure Mode and Effect Analysis (Process FMEA)
FMEA number: 61818/01 FMEA Date 20-May-19
Item: SCP000019000 (61818) Rev D Responsibility: Quality Inspector / Ashish
Page : 1+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
On Process - 1 i) Tool Inspection Work
O.D. Over i) Die-punch worn
Next Process - 6 6 - Instruction No: STO/TI/01. 2 5 60 625
Size out.
Customer - 4 ii) Die Selection Work
ii) Wrong Die i), ii), iii) In Process Inspection Report as per
Instruction PRO/BC/DS/01.
selection. Report No: 61818/01 F.M. No.:
iii) Die Set Up Work
iii) Die setup not as F/CE/PROD/001. Check 5 Pcs Every 2 Hours
Instruction
O.D. per work instruction. and Record 3 Pcs.
PRO/BC/MCS/61818/01.
iv) Preventive iv) Daily Machine Maintenance .Check Sheet
iv) Daily Maintenance Check
Maintenance not F/CE/MNT/001
Sheet F/CE/MNT/001.
Done. v) Verify Calibration of Vernier Caliper.
01 Blanking On Process - 1 v) Instrument Calibration
O.D. Under v) Instruments not
Next Process - 7 7 - Frequency as per Report No: 2 5 70 725
Size Calibrated.
Customer - 6 F/CE/QA/003.
i) Tool Resharpening as per
i) Die/punch worn i) After resharpening Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/01 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/01.
Page : 2+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
On Process - 1
I.D. Over Size Next Process - 4 7 - i) Tool Resharpening as per 2 i) After resharpening Tool Layout Inspection. 5 70 725
Customer - 7 i) Tool Wear. Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
I.D. i) Instruments not ii) Instrument Calibration No: 61818/02 F.M. No.: F/CE/PROD/001.
On Process - 1 Calibrated. Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
I.D. Under F/CE/QA/003.
Next Process - 4 5 - 2 ii) Verify Calibration of Vernier Caliper. 5 50 525
Size
Customer - 5
i) Tool Resharpening as per i) After resharpening Tool Layout Inspection.
On Process - 1 i) Tool Wear. Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
02 Ring Out of
Concentricity Next Process - 7 7 - i) Instruments not ii) Instrument Calibration 2 No: 61818/02 F.M. No.: F/CE/PROD/001. 5 70 725
Specification
Customer - 6 Calibrated. Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/003. ii) Verify Calibration of Vernier Caliper.
i) Tool Resharpening as per
i) Die/punch worn i) After resharpening Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/02 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/02.
i) Less Deburring i), ii) In Process Inspection Report as per
On Process - 1 i), ii) Work Set up as per
Components free Duration Report No: 61818/11 F.M. No.:
11 Deburring Burrs on Part Next Process - 4 4 - Work Instruction 2 7 56 427
from Burrs ii) Lapse in F/CE/PROD/001. Check 5 Pcs Every 2 Hours
Customer - 4 PRO/BC/DB/61818/11
Inspection and Record 3 Pcs.
Page : 3+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
On Process - 1 i) Die Set Up Work i) In Process Inspection Report as per Report
O.D. Over
Next Process - 5 5 - i) Stroke length Low Instruction 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 50 525
Size
Customer - 1 PRO/BC/MCS/61818/02. Check 5 Pcs Every 2 Hours and Record 3 Pcs.
O.D. i) Tool Revalidation as per i) After revalidation Tool Layout Inspection.
i) Tool Wear
On Process - 1 Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
O.D. Under ii) Instruments not
Next Process - 7 7 - ii) Instrument Calibration 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 70 725
Size Calibrated
Customer - 1 Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/003 iii) Verify Calibration of Vernier Caliper.
On Process - 1 i) Die Set Up Work i) In Process Inspection Report as per Report
I.D. Over Size Next Process - 5 5 - i) Stroke length Low Instruction 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 50 525
Customer - 1 PRO/BC/MCS/61818/02. Check 5 Pcs Every 2 Hours and Record 3 Pcs.
I.D. i) Tool Revalidation as per i) After revalidation Tool Layout Inspection.
i) Tool Wear
On Process - 1 Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
I.D. Under ii) Instruments not
Next Process - 7 7 - ii) Instrument Calibration 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 70 725
Size Calibrated
Customer - 1 Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
03 Pre-Forming F/CE/QA/003 iii) Verify Calibration of Vernier Caliper.
On Process - 1 i) Die Set Up Work i) In Process Inspection Report as per Report
Pocket Height i) Stroke length
Next Process - 5 5 - Instruction 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 50 525
Over Size High
Customer - 1 PRO/BC/MCS/61818/02. Check 5 Pcs Every 2 Hours and Record 3 Pcs.
i) Tool Revalidation as per
Pocket Height i) Tool Wear Work Instruction STO/TI/01.
i) After revalidation Tool Layout Inspection.
ii) Stroke length ii) Die Set Up Work
On Process - 1 ii) In Process Inspection Report as per Report
Pocket Height Low Instruction
Next Process - 5 5 - 2 No: 61818/03 F.M. No.: F/CE/PROD/001. 5 50 525
Under Size ii) Instruments not PRO/BC/MCS/61818/02.
Customer - 1 Check 5 Pcs Every 2 Hours and Record 3 Pcs.
Calibrated iii) Instrument Calibration
iii) Verify Calibration of Vernier Caliper.
Frequency as per Report No:
F/CE/QA/003
i) Tool Revalidation as per
i) Die/punch worn i) After revalidation Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/03 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/03
Page : 4+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
i), ii) Tool Set up as per
i) Stroke length low. i), ii) In Process Inspection Report as per
Work Instruction
On Process - 1 ii) Die Set up not as Report No: 61818/04 F.M. No.:
O.D. Over PRO/BC/MCS/61818/04
Next Process - 5 5 - per Instruction. 2 F/CE/PROD/001. Check 5 Pcs Every 2 Hours 6 60 526
Size iii) Gauge Calibration
Customer - 5 iii) Instruments not and Record 3 Pcs.
Frequency as per Report No:
Calibrated. iii) Verify Go-No Go Gauge
F/CE/QA/005
O.D.
i) Tool Revalidation as per i) After revalidation Tool Layout Inspection.
On Process - 1 i) Tool Wear. Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
O.D. Under
Next Process - 7 7 - ii) Instruments not ii) Gauge Calibration 2 No: 61818/04 F.M. No.: F/CE/PROD/001. 6 84 726
Size
Customer - 5 Calibrated. Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/005 iii) Verify Go-No Go Gauge
i), ii) Tool Set up as per
i) Stroke length low. i), ii) In Process Inspection Report as per
Work Instruction
On Process - 1 ii) Die Set up not as Report No: 61818/04 F.M. No.:
PRO/BC/MCS/61818/03
I.D. Over Size Next Process - 5 5 - per Instruction. 2 F/CE/PROD/001. Check 5 Pcs Every 2 Hours 6 60 526
iii) Gauge Calibration
Customer - 5 iii) Instruments not and Record 3 Pcs.
Frequency as per Report No:
Calibrated. iii) Verify Go-No Go Gauge
F/CE/QA/005
I.D.
i) Tool Revalidation as per i) After revalidation Tool Layout Inspection.
04 Final-Forming On Process - 1 i) Tool Wear. Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
I.D. Under
Next Process - 7 7 - ii) Instruments not ii) Gauge Calibration 2 No: 61818/04 F.M. No.: F/CE/PROD/001. 6 84 726
Size
Customer - 5 Calibrated. Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/005 iii) Verify Go-No Go Gauge
i) Tool Set up as per Work
i) Stroke length low. Instruction i) In Process Inspection Report as per Report
Ii) Tool Wear PRO/BC/MCS/61818/04 No: 61818/04 F.M. No.: F/CE/PROD/001.
On Process - 1
Pocket Height ii) Die Set up not as ii) Tool Revalidation as per Check 5 Pcs Every 2 Hours and Record 3 Pcs.
Next Process - 5 5 2 5 50 525
Under Size per Instruction. Work Instruction STO/TI/01. Cp-Cpk Value Count per Lot of 5000 Set.
Customer - 5
iii) Instruments not iii) Gauge Calibration ii) After revalidation Tool Layout Inspection.
Calibrated. Frequency as per Report No: iii) Verify Height Stand and Dial Indicator
F/CE/QA/005
Pocket Height FC
i) After revalidation Tool Layout Inspection.
i) Tool Revalidation as per ii) In Process Inspection Report as per Report
On Process - 1 i) Tool Wear Work Instruction STO/TI/01. No: 61818/04 F.M. No.: F/CE/PROD/001.
Pocket Height
Next Process - 1 7 ii) Instruments not ii) Gauge Calibration 2 Check 5 Pcs Every 2 Hours and Record 3 Pcs. 5 70 725
Over Size
Customer - 7 Calibrated Frequency as per Report No: Cp-Cpk Value Count per Lot of 5000 Set.
F/CE/QA/005 iii) Verify Verify Height Stand and Dial
Indicator
Page : 5+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
i) After Revalidation Tool Layout Inspection.
i) Tool Revalidation as per
ii) In Process Inspection Report as per Report
On Process - 1 i) Tool Wear Work Instruction STO/TI/01.
P.C.D. Under No: 61818/04 F.M. No.: F/CE/PROD/001. nP
Next Process - 7 7 ii) Instruments not ii) Gauge Calibration 2 6 84 726
Size Chart per Lot of 5000 Set. Check 5 Pcs Every
Customer - 6 Calibrated Frequency as per Report No:
2 Hours and Record 3 Pcs.
F/CE/QA/005
iii) Verify Relation Gauge
P.C.D. FC
i) Tool Revalidation as per
Work Instruction STO/TI/01. i) After Revalidation Tool Layout Inspection.
i) Tool Wear ii)Tool Set up as per Work ii) In Process Inspection Report as per Report
On Process - 1
P.C.D. Over ii) Stroke length low Instruction No: 61818/04 F.M. No.: F/CE/PROD/001. nP
Next Process - 5 5 2 6 60 526
Size iii) Instruments not PRO/BC/MCS/61818/04 Chart per Lot of 5000 Set. Check 5 Pcs Every
Customer - 5
Calibrated iii) Gauge Calibration 2 Hours and Record 3 Pcs.
Frequency as per Report No: iii) Verify Relation Gauge
F/CE/QA/005
i) Tool Set up as per Work
i) Stroke length low. Instruction
i) In Process Inspection Report as per Report
Ii) Tool Wear PRO/BC/MCS/61818/04
On Process - 1 No: 61818/04 F.M. No.: F/CE/PROD/001.
Pocket Radius ii) Die Set up not as ii) Tool Revalidation as per
Next Process - 5 5 2 Check 5 Pcs Every 2 Hours and Record 3 Pcs. 6 60 526
Under Size per Instruction. Work Instruction STO/TI/01.
Customer - 5 ii) After Revalidation Tool Layout Inspection.
04 Final-Forming iii) Instruments not iii) Gauge Calibration
iii) Verify Radius Template
Calibrated. Frequency as per Report No:
Pocket Radius F/CE/QA/005
i) Tool Revalidation as per i) After Revalidation Tool Layout Inspection.
On Process - 1 i) Tool Wear Work Instruction STO/TI/01. ii) In Process Inspection Report as per Report
Pocket Radius
Next Process - 1 7 ii) Instruments not ii) Gauge Calibration 2 No: 61818/04 F.M. No.: F/CE/PROD/001. 6 84 726
Over Size
Customer - 7 Calibrated Frequency as per Report No: Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/005 iii) Verify Radius Template
i) After Revalidation Tool Layout Inspection.
Pocket Space On Process - 1
Equal Spaced i) Tool Wear i) Tool Revalidation as per ii) In Process Inspection Report as per Report
not as per Next Process - 1 7 2 6 84 726
Pocket ii) Tool Damage Work Instruction STO/TI/01. No: 61818/04 F.M. No.: F/CE/PROD/001.
Specification Customer - 7
Check 5 Pcs Every 2 Hours and Record 3 Pcs.
i) Tool Revalidation as per
i) Die/punch worn i) After Revalidation Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/03 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/04
Page : 6+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
On Process - 1
Diameter Over i) After Resharpening Tool Layout Inspection.
Next Process - 7 7 FC i) Tool Resharpening as per 2 6 84 726
Size ii) In Process Inspection Report as per Report
Customer - 6 i) Die Punch Wear Work Instruction STO/TI/01.
No: 61818/05 F.M. No.: F/CE/PROD/001.nP
Hole Diameter i) Instruments not ii) Gauge Calibration
Chart per Lot of 5000 Set. Check 5 Pcs Every
On Process - 1 Calibrated Frequency as per Report No:
Diameter 2 Hours and Record 3 Pcs.
Next Process - 7 7 FC F/CE/QA/005 2 ii) Verify Go-No Go Gauge 6 84 726
Under Size
Customer - 6
On Process - 1
P.C.D. Over
Next Process - 7 7 FC i) Tool Resharpening as per 2 i) In Process Inspection Report as per Report 6 84 726
Size
Customer - 6 i) Die Punch Wear Work Instruction STO/TI/01. No: 61818/05 F.M. No.: F/CE/PROD/001.nP
Hole P.C.D. i) Instruments not ii) Gauge Calibration Chart per Lot of 5000 Set. Check 5 Pcs Every
On Process - 1 Calibrated Frequency as per Report No: 2 Hours and Record 3 Pcs.
P.C.D. Under F/CE/QA/005
Next Process - 7 7 FC 2 ii) Verify Go-No Go Gauge 6 84 726
Size
Customer - 6
On Process - 1 i) In Process Inspection Report as per Report
No. Of Hole at Less No. of i) Tool Resharpening as per
05 Piercing Next Process - 7 7 - i) Punch Damage 2 No: 61818/05 F.M. No.: F/CE/PROD/001. 6 84 726
Equal Distance Hole Work Instruction STO/TI/01.
Customer - 7 Check 5 Pcs Every 2 Hours and Record 3 Pcs.
i) Tool Resharpening as per i) In Process Inspection Report as per Report
Hole to Hole
On Process - 1 i) Die Punch Wear Work Instruction STO/TI/01. No: 61818/05 F.M. No.: F/CE/PROD/001. nP
Hole to Hole Distance not
Next Process - 1 7 FC ii) Instruments not i) Gauge Calibration 2 Chart per Lot of 5000 Set. Check 5 Pcs Every 6 84 726
Distance as per
Customer - 7 Calibrated Frequency as per Report No: 2 Hours and Record 3 Pcs.
Specification
F/CE/QA/005. ii) Verify Go Gauge
i) Tool Resharpening as per
i) Die/punch worn i) After Resharpening Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/05 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/04.
Page : 7+ F/CE/D&D/PFMEA/001 Rev: 04
Process Step
Recommended
Current Process Action Results
Responsibility
Classification
Completion
Process No.
& Target
Severity
Occurrence
Occurrence
Completion
Action
Detection
Detection
SOD
RPN
Date
Potential Potential Effect(s) Potential Cause(s)
Severity
Actions
Taken
Requirements
RPN
Date
Failure Mode of Failure of Failure Controls Prevention Controls Detection
Function
i) Receiving Inspection as per Report No:
i) Visual Check as per Doc. F/CE/QC/006
i) Bad Quality of
On Process - 1 No. QC/VC/01 ii) In Process Inspection Report as per Report
Rivets and Rivet
Rivet Fall Out Next Process - 1 5 - ii) Die Set Up Work 2 No: 61818/06 F.M. No.: F/CE/PROD/001 and 4 40 524
Fitment ii) Improper Die
Customer - 5 Instruction 100% Material Pass under "61818 Rivet
Setup
PRO/BC/MCS/61818/05. Missing Checking Machine". Check 5 Pcs
Every 2 Hours and Record 3 Pcs.
i) In Process Inspection Report as per Report
On Process - 1 No: 61818/06 F.M. No.: F/CE/PROD/001 and
No. of Rivet as Less No. of i) Mishandling of i) Rivet Filling Work
Next Process - 1 5 - 2 100% Material Pass under "61818 Rivet 4 40 524
per Specification Rivet Material Instruction PRO/61818/06
Customer - 5 Missing Checking Machine". Check 5 Pcs
Every 2 Hours and Record 3 Pcs.
06 Rivet Fitment
i) Die Set Up Work
i) Verify Calibration of Height Stand and Dial
Rivet Face to i) Improper Die Instruction
Rivet Face to On Process - 1 Indicator
Cage Face not Setup PRO/BC/MCS/61818/05.
Cage Face as per Next Process - 1 7 - 2 ii) In Process Inspection Report as per Report 5 70 725
as per ii) Instrument not ii) Instrument Calibration
Specification Customer - 7 No: 61818/06 F.M. No.: F/CE/PROD/001.
Specification Calibrated Frequency as per Report No:
Check 5 Pcs Every 2 Hours and Record 3 Pcs.
F/CE/QA/003
i) Tool Revalidation as per
i) Die/punch worn i) After Revalidation Tool Layout Inspection.
On Process - 1 Work Instruction STO/TI/01.
Free from Dent Dent marks, out ii) In Process Inspection Report as per Report
Next Process - 1 5 - ii) Die Set Up Work 2 7 70 527
marks, Burrs, etc. Burrs etc. ii) Improper No: 61818/03 F.M. No.: F/CE/PROD/001.
Customer - 5 Instruction
alignment Check 5 Pcs Every 2 Hours and Record 3 Pcs.
PRO/BC/MCS/61818/06
Parts Shall be Oil On Process - 1
Improper Oil i) Improper Oiling i) Oiling as per Work
13 Oiling in systematic Next Process - 1 5 - 2 i) Visual Aid 6 60 526
on Parts Method Instruction PRO/COCP/01
manner Customer - 5
Parts Shall be Damage On Process - 1
i) Inadequate i) Packing Work
22 Packing pack as per Material, Next Process - 1 7 - 2 i) Visual Aid 7 98 727
Packing Instruction PRO/COCP/01
Speicfication Messed Up Customer - 7
Page : 8- F/CE/D&D/PFMEA/001 Rev: 04
Evaluation Criteria -
Severity: - Detection: -
10 May endanger operator (machine or assembly) without warning. 10 Cannot detect or is not checked.
9 May endanger operator (machine or assembly) without warning. 9 Control is achieved with indirect or random checks only.
8 100% of product may have to be scrapped, or repaired in repair dept. with a repair time greater than 8 Control is achieved with visual inspection only.
one hour. 7 Control is achieved with double visual inspection only.
7 Product may have to be sorted & a portion scrapped, or repaired in repair dept with a repair time 6 Control is achieved with charting methods, such as SPC.
between half & one hour. 5 Control is based on variable gauging after parts have left the station, or Go/No Go gauging performed on 100% of the
6 A portion of the product may have to be scrapped with no sorting or repaired in repair dept. with a parts after parts have left the station.
repair time less than half hour. 4
Error detected in subsequent operations, or gauging performed on setup and first piece check.
5 100% of the product may to reworked or repaired offline but does not go to repair dept.
4 Product may have to be sorted with no scrap and a portion reworked. 3 Error detection in-station, or error detection in subsequent operations by multiple layers of acceptance. Cannot accept
3 A portion of the product may have to be reworked, with no scrap, online but out-of-station. discrepant part.
2 A portion of the product may have to be reworked, with no scrap, online but in-station. 2
Error detection in-station (automatic gauging with automatic stop feature) . Cannot pass discrepant part.
1 Slight inconvenience to operation or operator, or no effect.
1
Discrepant parts cannot be made because item has been error - proofed by process/product design.
Occurrence: -
10 ≥ 100 per Thousand Pieces 5 2 per Thousand Pieces
9 50 per Thousand Pieces 4 1 per Thousand Pieces
8 20 per Thousand Pieces 3 0.5 per Thousand Pieces
7 10 per Thousand Pieces 2 0.1 per Thousand Pieces
6 5 per Thousand Pieces 1 ≤ 0.01 per Thousand Pieces
Revision History: -
04 20-May-19 PFMEA was Revised
03 16-Mar-19 PFMEA was updated
02 1-Apr-19 Necessary Details Added
01 1-Apr-18 Address Change
00 17-Jul-17 PFMEA was made
Rev. No. Revision Date Details of Revision
Prepared By: - Approved By: -
Вам также может понравиться
- PFMEA For Injection Molding ProcessДокумент2 страницыPFMEA For Injection Molding ProcessDhananjay Patil100% (2)
- PFMEA - MachiningДокумент14 страницPFMEA - Machiningmani317100% (1)
- 06) - Fmea For 11190722 - DДокумент192 страницы06) - Fmea For 11190722 - DMONISHRAJОценок пока нет
- Fmea CastingДокумент8 страницFmea CastingSuraj RawatОценок пока нет
- MSIL Audit Cheklist 16Документ22 страницыMSIL Audit Cheklist 16Pravin Balasaheb GunjalОценок пока нет
- Process Flow Chart (Pre-Launch / Production)Документ1 страницаProcess Flow Chart (Pre-Launch / Production)kumar0% (1)
- AIAG & VDA PFMEA FormatДокумент1 страницаAIAG & VDA PFMEA Formatmahesh KhatalОценок пока нет
- 4M Change Management Matrix-Rane NSK-signedДокумент1 страница4M Change Management Matrix-Rane NSK-signednitin rathoreОценок пока нет
- Control Plan & FmeaДокумент9 страницControl Plan & FmeaManu SharmaОценок пока нет
- AIAG-VDA PFMEA Template For Activity - (Delegate)Документ38 страницAIAG-VDA PFMEA Template For Activity - (Delegate)nadia_naaz90Оценок пока нет
- GM Machining CP REV 03Документ17 страницGM Machining CP REV 03Suraj RawatОценок пока нет
- Control Plan TrainingДокумент20 страницControl Plan TrainingGAURAV SHARMAОценок пока нет
- Machining Control PlannДокумент18 страницMachining Control PlannSuraj RawatОценок пока нет
- 1 2 3 - 4M Change Part TagДокумент4 страницы1 2 3 - 4M Change Part TagIt's me DJОценок пока нет
- Special Processes: Molding System AssessmentДокумент54 страницыSpecial Processes: Molding System AssessmentisolongОценок пока нет
- Process Validation ReportДокумент4 страницыProcess Validation ReportSUBODHHОценок пока нет
- AQE (FMEA) Selling DocumentДокумент17 страницAQE (FMEA) Selling DocumentArshad AnsariОценок пока нет
- DRBFM WorksheetДокумент1 страницаDRBFM WorksheetHareth MRAIDIОценок пока нет
- Control PlanДокумент1 страницаControl Planilaya rajaОценок пока нет
- Control Plan 1st Edition - AnalysisДокумент9 страницControl Plan 1st Edition - AnalysisYassin Serhani100% (1)
- Fmea For Injection MoldingДокумент53 страницыFmea For Injection MoldingQuality teamОценок пока нет
- Siegel Robert Automotive Layered Process Audit ChecklistДокумент12 страницSiegel Robert Automotive Layered Process Audit Checklistmahesh KhatalОценок пока нет
- APQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionДокумент6 страницAPQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionParveen KumarОценок пока нет
- Process Parameter SheetДокумент1 страницаProcess Parameter SheetNur AmiraОценок пока нет
- Procedure For NPD HandoverДокумент1 страницаProcedure For NPD HandoverTushar Wagh100% (1)
- Inital Flow Management Productivity ProcedureДокумент4 страницыInital Flow Management Productivity Procedureshaggyrahul100% (3)
- PFMEA AIAG VDA Filled Example Assly PDFДокумент1 страницаPFMEA AIAG VDA Filled Example Assly PDFRamdas PaithankarОценок пока нет
- Guideline 4M Change MatrixДокумент3 страницыGuideline 4M Change MatrixAman JasujaОценок пока нет
- With What (Infrastructure) With Who (Personnel) Risk Assessment ModelДокумент3 страницыWith What (Infrastructure) With Who (Personnel) Risk Assessment Model80ALLA86i100% (2)
- Manufacturing Process AuditДокумент1 страницаManufacturing Process AuditSachin Kumbhar100% (1)
- Ok Part NG: (Vendor Non-Conformance Report)Документ2 страницыOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MОценок пока нет
- Quality Manual: Subject: Procedure For PFMEAДокумент3 страницыQuality Manual: Subject: Procedure For PFMEAPk Nimiwal100% (3)
- Red Bin Analysis FormatДокумент1 страницаRed Bin Analysis FormatPRABHAT RANJAN100% (1)
- Vda FmeaДокумент30 страницVda Fmealalit GuptaОценок пока нет
- ApqpДокумент72 страницыApqpsaby aroraОценок пока нет
- PFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top CoverДокумент3 страницыPFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top CoverAakash DeepОценок пока нет
- Manufacturing Process AuditДокумент1 страницаManufacturing Process Auditmurilocabrini100% (1)
- Design Fmea ExampleДокумент2 страницыDesign Fmea ExampleSenthil_KОценок пока нет
- Control PlanДокумент11 страницControl PlanRadhika GuptaОценок пока нет
- IATF 16949 DocumenДокумент1 страницаIATF 16949 Documenpunitg_2Оценок пока нет
- VCC Phased PPAP Requirements Handbook - V2Документ14 страницVCC Phased PPAP Requirements Handbook - V2medi38Оценок пока нет
- .013-00-Checking AidsДокумент3 страницы.013-00-Checking Aidsdaniel_sasikumarОценок пока нет
- Product Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementДокумент8 страницProduct Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDavid MorenoОценок пока нет
- AIAG PPAP Cover SheetДокумент1 страницаAIAG PPAP Cover SheetSCHOPENHAUERОценок пока нет
- 36 PfmeaДокумент9 страниц36 Pfmeamscsmn100% (1)
- 4M Change MatrixДокумент1 страница4M Change MatrixAnkit SainiОценок пока нет
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enДокумент3 страницыTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulОценок пока нет
- T2 VSA With RequirementДокумент8 страницT2 VSA With RequirementSandeep K Malhotra100% (3)
- Step6 K0la FFP Process Fmea (KPL)Документ6 страницStep6 K0la FFP Process Fmea (KPL)surya bhawanОценок пока нет
- Questions Process Audit: P2. Project ManagementДокумент11 страницQuestions Process Audit: P2. Project ManagementR JОценок пока нет
- 4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedДокумент1 страница4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedDINESHCHOUDHARY88Оценок пока нет
- In Process InspectionДокумент4 страницыIn Process InspectionSuraj RawatОценок пока нет
- W.I - Abnormal SituationДокумент1 страницаW.I - Abnormal Situation25april100% (2)
- Customer Name: Schneider Electric: SPL ClassДокумент2 страницыCustomer Name: Schneider Electric: SPL ClassSachin Sam100% (1)
- Red Bin Analysis ProcedureДокумент4 страницыRed Bin Analysis ProcedureVenkatesan92% (12)
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseДокумент1 страницаOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochОценок пока нет
- Control PlanДокумент1 страницаControl PlanAmit PatelОценок пока нет
- FMEAДокумент6 страницFMEANavnath TamhaneОценок пока нет
- Pfmea 08-11-2022Документ5 страницPfmea 08-11-2022Laboratorio MapremecОценок пока нет
- FMEAДокумент1 страницаFMEADiego MartínОценок пока нет
- AK30 NC Turret User ManualДокумент7 страницAK30 NC Turret User ManualgsergeyulnОценок пока нет
- Projects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationДокумент2 страницыProjects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationAjay DuranОценок пока нет
- Vray Material Settings: COMP 423: Cadd For ArchitectureДокумент18 страницVray Material Settings: COMP 423: Cadd For ArchitectureMarvin GonzalesОценок пока нет
- 3 3 3 Reverse Engineering Worksheet 1Документ4 страницы3 3 3 Reverse Engineering Worksheet 1api-275555576Оценок пока нет
- RE14092021Документ2 страницыRE14092021francis puthuserilОценок пока нет
- Chapter 1 Vapor Power Cycles - CompleteДокумент97 страницChapter 1 Vapor Power Cycles - CompleteAdnan NimachwalaОценок пока нет
- Need and Future of Electronics and Automation inДокумент21 страницаNeed and Future of Electronics and Automation inAjay Kumar VermaОценок пока нет
- Foxpro Treeview ControlДокумент5 страницFoxpro Treeview ControlJulio RojasОценок пока нет
- Denmark Bye LawsДокумент10 страницDenmark Bye LawshimaniwatalОценок пока нет
- Thermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsДокумент39 страницThermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsGregory MacLeodОценок пока нет
- (Basic Training) HSS9820 Data Configuration ISSUE3.30Документ76 страниц(Basic Training) HSS9820 Data Configuration ISSUE3.30RandyОценок пока нет
- Modelsim TutorialДокумент26 страницModelsim Tutorialsachinshetty001Оценок пока нет
- Abid Ali SAP Resume (Experience)Документ3 страницыAbid Ali SAP Resume (Experience)Abid AliОценок пока нет
- E-TON Vector ST 250 Vxl-250 St-Part ManualДокумент53 страницыE-TON Vector ST 250 Vxl-250 St-Part ManualmariusgrosyОценок пока нет
- Acoustics in Religious BuildingsДокумент31 страницаAcoustics in Religious Buildingsrusydi.dpikОценок пока нет
- Structural MembersДокумент37 страницStructural Membersmario gadianoОценок пока нет
- Technical Delivery Condition of S500MCДокумент4 страницыTechnical Delivery Condition of S500MCdcevipin100% (1)
- Scania Jenerator DC1372A - 438-487kW PDFДокумент2 страницыScania Jenerator DC1372A - 438-487kW PDFMehmet ErenОценок пока нет
- DDC Brochure 2021 - DigitalДокумент4 страницыDDC Brochure 2021 - DigitalJonathan MooreОценок пока нет
- Centrifugal PumpsДокумент6 страницCentrifugal Pumpsjerome fajardoОценок пока нет
- MSDS - Molecular Sieve 4AДокумент4 страницыMSDS - Molecular Sieve 4AadeliaaaОценок пока нет
- FM GREASE AX EP SERIES - Data Sheet PDFДокумент2 страницыFM GREASE AX EP SERIES - Data Sheet PDFricardo gomezОценок пока нет
- GEN CHEM 2 LESSON 3 Intermolecular Forces of Solids and Their Properties1.1Документ27 страницGEN CHEM 2 LESSON 3 Intermolecular Forces of Solids and Their Properties1.1Loraine Castro0% (1)
- The Punjab Factory RuleДокумент313 страницThe Punjab Factory Rulesafety_rliОценок пока нет
- 2003-20 Communication Plan AttachmentДокумент6 страниц2003-20 Communication Plan Attachmentapi-3731879Оценок пока нет
- Kubota Dual Fuel Series SpecificationДокумент10 страницKubota Dual Fuel Series Specificationפטריה מוזרОценок пока нет
- Veritas™ Volume Manager Administrator's Guide Solaris - VXVM - Admin - 51sp1 - SolДокумент614 страницVeritas™ Volume Manager Administrator's Guide Solaris - VXVM - Admin - 51sp1 - Solakkati123Оценок пока нет
- Grade 11 Electricity W.sheetДокумент6 страницGrade 11 Electricity W.sheetUsman AmeenОценок пока нет
- The Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersДокумент20 страницThe Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersMuhammad FatchurroziОценок пока нет
- SET-1: Answer To The Interview QuestionsДокумент9 страницSET-1: Answer To The Interview QuestionsÆshok IncreĐible KingОценок пока нет