Вам также может понравиться
- I-963 Welder Certificate Smaw-Gtaw-1Документ1 страницаI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Документ68 страницTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistОценок пока нет
- KEMPPI Welding Technology Course: R.BanerjeeДокумент78 страницKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaОценок пока нет
- Mig Mag Welding 2006 PDFДокумент67 страницMig Mag Welding 2006 PDFdanut horincasОценок пока нет
- Trusco WeldingGaugesДокумент2 страницыTrusco WeldingGaugesAnonymous rYZyQQot55Оценок пока нет
- Cloud Computing 101 TutorialДокумент203 страницыCloud Computing 101 TutorialYunis Iklil100% (1)
- Book - Vol.1&2 - BasicsAndQuality - 22junДокумент82 страницыBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Оценок пока нет
- Complete Short Circuit CycleДокумент8 страницComplete Short Circuit CycleWilly UioОценок пока нет
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaДокумент5 страницQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Оценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Welding Defect - MACRO PDFДокумент5 страницWelding Defect - MACRO PDFvijay rajputОценок пока нет
- Welding GaugesДокумент1 страницаWelding GaugesMariusSiKarlaDanila100% (1)
- Bài Tập Bổ Trợ Nâng Cao Tiếng Anh 7-8-9 Chương Trình Mới (1) -Trang-292-433Документ142 страницыBài Tập Bổ Trợ Nâng Cao Tiếng Anh 7-8-9 Chương Trình Mới (1) -Trang-292-433Nguyễn Lâm ThươngОценок пока нет
- Welding and Fabrication NoteДокумент54 страницыWelding and Fabrication NoteluminiousОценок пока нет
- ASMEДокумент38 страницASMEshazanОценок пока нет
- WeldingДокумент193 страницыWeldingavutu_kunduruОценок пока нет
- CSWIP Welder Training: SymbolsДокумент52 страницыCSWIP Welder Training: SymbolsBUDAPESОценок пока нет
- Oxy Fuel Cutting PDFДокумент28 страницOxy Fuel Cutting PDFruhul01Оценок пока нет
- Safety Training Brochure MetaboДокумент4 страницыSafety Training Brochure MetaboJonathan DouglasОценок пока нет
- Cswip Exams 1 PDFДокумент65 страницCswip Exams 1 PDFFethi BELOUISОценок пока нет
- Optimization of MIG Welding ParametersДокумент6 страницOptimization of MIG Welding ParametersMario Antonio Araya MorosoОценок пока нет
- WPS BhelДокумент2 страницыWPS BhelpradhankruhsnaОценок пока нет
- RTCC Manual WPS Approval WE-WPS-001Документ7 страницRTCC Manual WPS Approval WE-WPS-001Akansha SharmaОценок пока нет
- 9 Different Types of Welding Processes & Their AdvantagesДокумент14 страниц9 Different Types of Welding Processes & Their AdvantagesMohamedОценок пока нет
- MEI - Aluminium MIG WeldДокумент56 страницMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Taking Your Weld's TemperatureДокумент6 страницTaking Your Weld's Temperatureweldingheattreatment100% (1)
- FCAW DocumentДокумент19 страницFCAW DocumentKentDemeterioОценок пока нет
- GMAW FundamentalsДокумент18 страницGMAW FundamentalsYusup MulyanaОценок пока нет
- The Outline of Welder Training ProgramДокумент1 страницаThe Outline of Welder Training ProgramSatish KeskarОценок пока нет
- GMAW Facilitator GuideДокумент42 страницыGMAW Facilitator GuideEng trk100% (1)
- Welding DefectsДокумент69 страницWelding DefectsSaravanan Saran100% (1)
- Minimum Leak Path For TTJДокумент3 страницыMinimum Leak Path For TTJparikshitpadture100% (2)
- Welding DefectsДокумент36 страницWelding DefectsSunilОценок пока нет
- Welding Gauges: Universal Welding Gauge - Mg-8Документ4 страницыWelding Gauges: Universal Welding Gauge - Mg-8Raju ChaudharyОценок пока нет
- PreheatДокумент2 страницыPreheatScott TrainorОценок пока нет
- WeldassistantДокумент3 страницыWeldassistantjangdiniОценок пока нет
- Quantity Unit Tools Description RemarksДокумент2 страницыQuantity Unit Tools Description RemarksnashОценок пока нет
- Final Welder CTS NSQF 4 16.01.17 10th - Pass PDFДокумент51 страницаFinal Welder CTS NSQF 4 16.01.17 10th - Pass PDFerparshotam0% (2)
- PRES TIG Hot Wire Narrow Gap Welding enДокумент25 страницPRES TIG Hot Wire Narrow Gap Welding enRavishankarОценок пока нет
- 1.0 Scope: Page 1 of 4 QSP-450-BA-6064-26001 Rev.2Документ2 страницы1.0 Scope: Page 1 of 4 QSP-450-BA-6064-26001 Rev.2govimanoОценок пока нет
- Shielded Metal Arc Welding: Mild Steel III (E6011)Документ33 страницыShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelОценок пока нет
- Gtaw WeldingДокумент37 страницGtaw WeldingSadhasivam VeluОценок пока нет
- Murex Tig Poster 2008 PDFДокумент1 страницаMurex Tig Poster 2008 PDFPCОценок пока нет
- Ab-094 Welding Examiner SyllabusДокумент8 страницAb-094 Welding Examiner SyllabusSiva Sankara Narayanan SubramanianОценок пока нет
- Report Visual Inspection: ASME SECTION IX Edition 2001Документ3 страницыReport Visual Inspection: ASME SECTION IX Edition 2001RisdiantoОценок пока нет
- 2 IiwДокумент9 страниц2 IiwRinshad Abdul RahimanОценок пока нет
- Weldability and Joinability of Common MaterialsДокумент1 страницаWeldability and Joinability of Common MaterialsStefanArtemonMocanuОценок пока нет
- Wel 13 HДокумент8 страницWel 13 HWilly Uio100% (1)
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Документ60 страниц3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmОценок пока нет
- Welding ProcessДокумент6 страницWelding ProcessRENGANATHAN PОценок пока нет
- Arabic Welding Defects RT PDFДокумент42 страницыArabic Welding Defects RT PDFlucianaОценок пока нет
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitДокумент1 страницаTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarОценок пока нет
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaДокумент5 страницDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- GTAW Welding of CP Titanium and Ti6Al4VДокумент1 страницаGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarОценок пока нет
- Gmaw Guide PDFДокумент54 страницыGmaw Guide PDFJorge perezОценок пока нет
- Heat Input CalculatorДокумент2 страницыHeat Input Calculatormahi1437Оценок пока нет
- E8018-B2 E7018-1 H4R: AWS ClassificationsДокумент1 страницаE8018-B2 E7018-1 H4R: AWS ClassificationsARUNОценок пока нет
- Sections: I Rules For Construction of Power BoilersДокумент23 страницыSections: I Rules For Construction of Power BoilerssanketОценок пока нет
- Weld Consumable SelectionДокумент25 страницWeld Consumable SelectionNisarg PandyaОценок пока нет
- 04042016000000A Avesta 2205 Covered ElectrodesДокумент1 страница04042016000000A Avesta 2205 Covered Electrodesmeckup123Оценок пока нет
- TG S50 PDFДокумент1 страницаTG S50 PDFIvan RocoОценок пока нет
- Pipeweld 6010 WIEM E 6010: Type Cellulosic Shield Metal Arc Weld (SMAW) Classifications DescriptionДокумент1 страницаPipeweld 6010 WIEM E 6010: Type Cellulosic Shield Metal Arc Weld (SMAW) Classifications DescriptionagrinjoshОценок пока нет
- EagleBurgmann H7N ENДокумент5 страницEagleBurgmann H7N ENlamtony2013Оценок пока нет
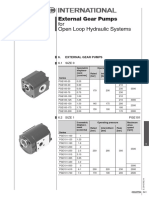
- External Gear Pumps For Open Loop Hydraulic SystemsДокумент2 страницыExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievОценок пока нет
- Gma 5013Документ10 страницGma 5013janurtpatОценок пока нет
- Ped 5 FTДокумент39 страницPed 5 FTJoy Grace TablanteОценок пока нет
- A Comparison Study of Process Scheduling in Freebsd, Linux and Win2KДокумент12 страницA Comparison Study of Process Scheduling in Freebsd, Linux and Win2Kbenito agusОценок пока нет
- Solutions Tutorial 6Документ9 страницSolutions Tutorial 6Nur Aqilah Abdullah HashimОценок пока нет
- Refinery Workbook ExerciseДокумент54 страницыRefinery Workbook ExerciseHarshit SharmaОценок пока нет
- Surface TensisonДокумент28 страницSurface TensisonJAWAD AHMAD BURTОценок пока нет
- Ubd Template DiltzДокумент6 страницUbd Template Diltzapi-281020585Оценок пока нет
- Links of XII Physics Investigatory Project Allowtment 2Документ3 страницыLinks of XII Physics Investigatory Project Allowtment 2yashtomarsoop07Оценок пока нет
- New Techniques of Predictions # 1Документ5 страницNew Techniques of Predictions # 1bhagathi nageswara raoОценок пока нет
- Section 02870 Site FurnishingsДокумент19 страницSection 02870 Site FurnishingsMØhãmmed ØwięsОценок пока нет
- Approaches To Curriculum DesigningДокумент20 страницApproaches To Curriculum DesigningCristel CatapangОценок пока нет
- Fame and FortuneДокумент8 страницFame and FortuneNguyễn Đình Tuấn ĐạtОценок пока нет
- Topic: Choppers: Presented By: Er. Ram Singh (Asstt. Prof.) Deptt. of EE BHSBIET LehragagaДокумент89 страницTopic: Choppers: Presented By: Er. Ram Singh (Asstt. Prof.) Deptt. of EE BHSBIET LehragagaJanmejaya MishraОценок пока нет
- Audio Level Meter - ProjectДокумент4 страницыAudio Level Meter - ProjectMircea PanzariuОценок пока нет
- Megger-Mjolner-600 Ds enДокумент5 страницMegger-Mjolner-600 Ds enAmit Kumar KandiОценок пока нет
- Winsome Hin-Shin LEE CV (Feb 2017)Документ5 страницWinsome Hin-Shin LEE CV (Feb 2017)Winsome LeeОценок пока нет
- The Cheetah Light CL-360 - A Short Review: Blog - Wedding & Portrait NewsДокумент3 страницыThe Cheetah Light CL-360 - A Short Review: Blog - Wedding & Portrait NewsSupratim ChoudhuryОценок пока нет
- SK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Документ34 страницыSK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Vlad TiurinОценок пока нет
- Vr31a OmДокумент5 страницVr31a OmrudydanielleОценок пока нет
- Robit Forepoling Catalogue ENG 03-2015Документ36 страницRobit Forepoling Catalogue ENG 03-2015Purwadi Eko SaputroОценок пока нет
- SeptalkanДокумент5 страницSeptalkanReniОценок пока нет
- Detector Demetales Manuel 103Документ6 страницDetector Demetales Manuel 103wilfredoОценок пока нет
- Filled System Temperature Recorders & Recorder Controllers: SpecificationДокумент2 страницыFilled System Temperature Recorders & Recorder Controllers: SpecificationdencryОценок пока нет
- Stylus - Pro - 4400 201 300 (067 100)Документ34 страницыStylus - Pro - 4400 201 300 (067 100)Joso CepuranОценок пока нет