Вам также может понравиться
- Sable Island National Park Reserve Water Infrastructure UpgradeДокумент18 страницSable Island National Park Reserve Water Infrastructure UpgradeNaveen NagisettiОценок пока нет
- T2 Tender Notice 23.9.19Документ15 страницT2 Tender Notice 23.9.19Naveen NagisettiОценок пока нет
- VOL 1 0.1 Index-MYLMДокумент7 страницVOL 1 0.1 Index-MYLMNaveen NagisettiОценок пока нет
- VOL 1 0.0 Cover Page MYLMДокумент10 страницVOL 1 0.0 Cover Page MYLMNaveen NagisettiОценок пока нет
- Vol 1 2.0 Itb-MylmДокумент50 страницVol 1 2.0 Itb-MylmNaveen NagisettiОценок пока нет
- 06 Part A-1 CIVIL WORKS PR PDFДокумент104 страницы06 Part A-1 CIVIL WORKS PR PDFNaveen Nagisetti100% (1)
- TUNNEL II - BOQ (Part1)Документ16 страницTUNNEL II - BOQ (Part1)Naveen Nagisetti75% (4)
- Technical Specification Canal - 02Документ203 страницыTechnical Specification Canal - 02Naveen Nagisetti100% (1)
- Please Enable Macros To View Boq InformationДокумент2 страницыPlease Enable Macros To View Boq InformationNaveen NagisettiОценок пока нет
- RCC-DI-AC PipeДокумент10 страницRCC-DI-AC PipeNaveen NagisettiОценок пока нет
- Boq1 268515Документ32 страницыBoq1 268515Naveen NagisettiОценок пока нет
- Existing Drain LevelsДокумент1 страницаExisting Drain LevelsNaveen NagisettiОценок пока нет
- "Mekastar/Jhalani/Taparia/ Mitutoyo Make "T & P" For Water System in 1X500 MW KTPS-VI Stage"Документ4 страницы"Mekastar/Jhalani/Taparia/ Mitutoyo Make "T & P" For Water System in 1X500 MW KTPS-VI Stage"Naveen NagisettiОценок пока нет
- Item Rate Boq: Validate Print HelpДокумент7 страницItem Rate Boq: Validate Print HelpNaveen NagisettiОценок пока нет
- Schedule - 6 Schedule of General Terms and Conditions (To Be Enclosed in The Part-I Pre-Qualification Bid)Документ2 страницыSchedule - 6 Schedule of General Terms and Conditions (To Be Enclosed in The Part-I Pre-Qualification Bid)Naveen NagisettiОценок пока нет
- S.No. Name of The Material Qty (No's) E-Procurement CodeДокумент2 страницыS.No. Name of The Material Qty (No's) E-Procurement CodeNaveen NagisettiОценок пока нет
- Percentage Boq: Validate Print HelpДокумент12 страницPercentage Boq: Validate Print HelpNaveen NagisettiОценок пока нет
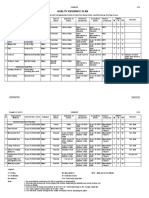
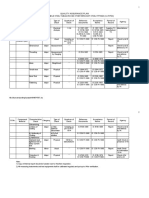
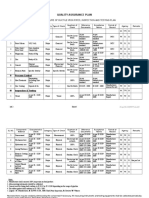
- Quality Assurance PlanДокумент4 страницыQuality Assurance PlanNaveen NagisettiОценок пока нет
- Quality Assurance Plan: Product Name: Hdpe PipesДокумент3 страницыQuality Assurance Plan: Product Name: Hdpe PipesNaveen NagisettiОценок пока нет
- Quality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanДокумент2 страницыQuality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanNaveen NagisettiОценок пока нет
- QAP CI Flsnged PipesДокумент11 страницQAP CI Flsnged PipesNaveen NagisettiОценок пока нет
- Government of Odisha: Office of The Engineer-In-Chief, Public Health Odisha, BhubaneswarДокумент1 страницаGovernment of Odisha: Office of The Engineer-In-Chief, Public Health Odisha, BhubaneswarNaveen NagisettiОценок пока нет
- 39MLD STP at Daulatganj - Survey, Investigation, Design, Supply, ConstructionДокумент56 страниц39MLD STP at Daulatganj - Survey, Investigation, Design, Supply, ConstructionNaveen NagisettiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- FortiManager Study Guide-OnlineДокумент398 страницFortiManager Study Guide-OnlineFelipe Gabriel Nieto Concha25% (4)
- Antiphon - Caritas - Habundat - in - Omnia - Hildegard Von BingenДокумент3 страницыAntiphon - Caritas - Habundat - in - Omnia - Hildegard Von BingenGStarkОценок пока нет
- À Bout de Souffle (Breathless) : Treatment by François TruffautДокумент10 страницÀ Bout de Souffle (Breathless) : Treatment by François TruffautAlex KahnОценок пока нет
- Guidelines For Mental Care Onboard Merchant Ships: ContentДокумент12 страницGuidelines For Mental Care Onboard Merchant Ships: ContentSona NarulaОценок пока нет
- TestingДокумент116 страницTestingAkarsh LОценок пока нет
- ZF 2000 Series: Product DetailsДокумент4 страницыZF 2000 Series: Product DetailsJhonAlexRiveroОценок пока нет
- 34 / Architecture: Form, Space, & OrderДокумент5 страниц34 / Architecture: Form, Space, & Ordersusmita waghmareОценок пока нет
- Module 7 - Badminton - Fundamental SkillsДокумент45 страницModule 7 - Badminton - Fundamental SkillsJoshua AltamiranoОценок пока нет
- Company Profile Bureau Veritas ThailandДокумент13 страницCompany Profile Bureau Veritas ThailandPitichai PakornrersiriОценок пока нет
- Thermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eДокумент3 страницыThermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eAnas ImdadОценок пока нет
- Industrial Automation Lab: Project ProposalДокумент3 страницыIndustrial Automation Lab: Project ProposalAmaan MajidОценок пока нет
- Kamal Din - Trainer Profile-2019 PDFДокумент2 страницыKamal Din - Trainer Profile-2019 PDFChoy Hau Yan100% (1)
- Internet BillДокумент2 страницыInternet Billshiva ramОценок пока нет
- HR-Security Profile OptionДокумент1 страницаHR-Security Profile Optionnil77Оценок пока нет
- WordДокумент48 страницWordenkelene.zulfajОценок пока нет
- Icbc Songs Line-Up 2Документ118 страницIcbc Songs Line-Up 2paolojaspiras89% (9)
- Substantive Testing in The Revenue CycleДокумент3 страницыSubstantive Testing in The Revenue CycleGeorgia FlorentinoОценок пока нет
- Passed 1489-13-21MELCS Ifugao The Mole Concept and Mass of SubstancesДокумент28 страницPassed 1489-13-21MELCS Ifugao The Mole Concept and Mass of SubstancesPowerBob TVОценок пока нет
- Obstetric & Gynaecological NursingДокумент30 страницObstetric & Gynaecological NursingSanthosh.S.U100% (1)
- Aakash ADV Full Tests MERGEDДокумент486 страницAakash ADV Full Tests MERGEDAnirudh100% (1)
- Sita's RamayanaДокумент2 страницыSita's RamayanaAnonymous dSuPcxyn0% (1)
- Revenge, Hypnotism, and Oedipus in OldboyДокумент13 страницRevenge, Hypnotism, and Oedipus in OldboyAdrián PiqueroОценок пока нет
- Notes Microwave Engineering Unit 5 PDFДокумент14 страницNotes Microwave Engineering Unit 5 PDFKujur RebecaОценок пока нет
- Doors & People ManualДокумент32 страницыDoors & People ManualOscar Ayala100% (1)
- Am Coverage Mapping & PredictionДокумент6 страницAm Coverage Mapping & PredictionJoyce HencelОценок пока нет
- Behavior Intervention PlanДокумент22 страницыBehavior Intervention Planapi-343163369100% (1)
- Safety EducationДокумент5 страницSafety EducationOwen Silva NaldozaОценок пока нет
- Chapter 1Документ17 страницChapter 1Nari KangОценок пока нет
- 10.1007@s10157 020 01867 yДокумент6 страниц10.1007@s10157 020 01867 yGin RummyОценок пока нет
- Gas Rating Summary 2010Документ2 страницыGas Rating Summary 2010ahmadhadraniОценок пока нет