Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Novel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniДокумент26 страницNovel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniMary Grace VelitarioОценок пока нет
- Undergraduate Sample Resumes - Cit PDFДокумент13 страницUndergraduate Sample Resumes - Cit PDFMary Grace VelitarioОценок пока нет
- CVFGFHGДокумент25 страницCVFGFHGMary Grace VelitarioОценок пока нет
- BioethanolProduction SimulationreportДокумент13 страницBioethanolProduction SimulationreportMary Grace VelitarioОценок пока нет
- Third Law of Thermodynamics: What Is A Solvent?Документ5 страницThird Law of Thermodynamics: What Is A Solvent?Mary Grace VelitarioОценок пока нет
- Puron® Refrigerant R-410AДокумент12 страницPuron® Refrigerant R-410AMary Grace VelitarioОценок пока нет
- United States Patent (10) Patent No.: US 6,284,919 B1: Pears0n Et Al. (45) Date of Patent: Sep. 4, 2001Документ7 страницUnited States Patent (10) Patent No.: US 6,284,919 B1: Pears0n Et Al. (45) Date of Patent: Sep. 4, 2001Mary Grace VelitarioОценок пока нет
- Patents Factsheet 1 PDFДокумент12 страницPatents Factsheet 1 PDFMary Grace VelitarioОценок пока нет
- Phenolformaldehyde Resin Manufacture 1956 PDFДокумент2 страницыPhenolformaldehyde Resin Manufacture 1956 PDFMary Grace VelitarioОценок пока нет
- FGFHGHJHJKДокумент9 страницFGFHGHJHJKMary Grace VelitarioОценок пока нет
- Simulation of Liquefied Petroleum Gas LPG Producti PDFДокумент7 страницSimulation of Liquefied Petroleum Gas LPG Producti PDFMary Grace VelitarioОценок пока нет
- Ijaerv 12 N 15Документ5 страницIjaerv 12 N 15Mary Grace VelitarioОценок пока нет
- 10 1 1 621 626 PDFДокумент5 страниц10 1 1 621 626 PDFMary Grace VelitarioОценок пока нет
- Eb B PDFДокумент8 страницEb B PDFMary Grace VelitarioОценок пока нет
- Phenol-Formaldehyde Runaway Reaction: A Case StudyДокумент6 страницPhenol-Formaldehyde Runaway Reaction: A Case StudyMary Grace VelitarioОценок пока нет
- United States Patent (10) Patent No.: Us 7,517,506 B2: Poh (45) Date of Patent: Apr. 14, 2009Документ7 страницUnited States Patent (10) Patent No.: Us 7,517,506 B2: Poh (45) Date of Patent: Apr. 14, 2009Mary Grace VelitarioОценок пока нет
- Biotechnology: Economic Evaluation of Alternative Ethanol Fermentation ProcessesДокумент23 страницыBiotechnology: Economic Evaluation of Alternative Ethanol Fermentation ProcessesMary Grace VelitarioОценок пока нет
- Ethanol Production Via Direct Hydration of Ethylene: A ReviewДокумент7 страницEthanol Production Via Direct Hydration of Ethylene: A ReviewMary Grace VelitarioОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Fire Hydrant Spacing and Flow RatesДокумент3 страницыFire Hydrant Spacing and Flow RatesTanya Paira GamalloОценок пока нет
- 4 Analyse Your Plastic PartsДокумент48 страниц4 Analyse Your Plastic PartsFábio KriegerОценок пока нет
- Coastal ManagementДокумент28 страницCoastal ManagementJoshuaHortonОценок пока нет
- Psychrometric DiagramДокумент6 страницPsychrometric DiagramDavid LambertОценок пока нет
- Resilience Projects in FloridaДокумент12 страницResilience Projects in FloridaAndreaTorresОценок пока нет
- SOP Housekeeping&CleaningДокумент3 страницыSOP Housekeeping&Cleaningmalik234everОценок пока нет
- Hvac AssignmentДокумент27 страницHvac AssignmentChethan. M.D.100% (1)
- Case StudyДокумент9 страницCase StudyParita BhattОценок пока нет
- 8 1SA8A-Paint WorkДокумент19 страниц8 1SA8A-Paint WorkdophongxdОценок пока нет
- Career InfoДокумент50 страницCareer InfoShehbazDurraniОценок пока нет
- Iranian Cheetah Society Report 2021-2023Документ21 страницаIranian Cheetah Society Report 2021-2023Roel PlmrsОценок пока нет
- 1.lecture 1 IntroductionДокумент41 страница1.lecture 1 IntroductionVirak LachОценок пока нет
- Masterformat-2016 (HVAC)Документ11 страницMasterformat-2016 (HVAC)Quach Huy HaiОценок пока нет
- BBC World Histories - 01 2020 - 02 2020 PDFДокумент100 страницBBC World Histories - 01 2020 - 02 2020 PDFPavel Munteanu100% (2)
- Water Deluge Systems - Testing and Performance MeasurementsДокумент7 страницWater Deluge Systems - Testing and Performance MeasurementsgeroboamoОценок пока нет
- Ashtamudilake JournalpaperДокумент9 страницAshtamudilake JournalpaperAnashwara PillaiОценок пока нет
- Outdoor Recreation 1st Topic For StudentsДокумент33 страницыOutdoor Recreation 1st Topic For StudentsVale Andrew Quilaton CabregaОценок пока нет
- Science EssayДокумент5 страницScience Essayapi-288115844Оценок пока нет
- 1120 Lab Packet Fa 17Документ37 страниц1120 Lab Packet Fa 17abhishek kumar50% (2)
- Environmental Factors Affecting HealthДокумент4 страницыEnvironmental Factors Affecting Healthshahi_jassОценок пока нет
- Treatment of Soap & Detergent Industry WastesДокумент56 страницTreatment of Soap & Detergent Industry WastesMuhammad Syahrul Rizal100% (2)
- Comparative Analysis of PD 957 & BP 220Документ4 страницыComparative Analysis of PD 957 & BP 220berolyan0690% (10)
- SKF Food Line Y-Bearing Units - 10844 - 2 EN - TCM - 12-24537Документ120 страницSKF Food Line Y-Bearing Units - 10844 - 2 EN - TCM - 12-24537George Boisteanu100% (1)
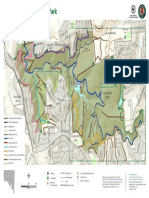
- Sturt Gorge Recreation Park Trail MapДокумент1 страницаSturt Gorge Recreation Park Trail MapEstherОценок пока нет
- The Water Cycle: Evaporation (A) Condensation (B) Precipitation (C)Документ11 страницThe Water Cycle: Evaporation (A) Condensation (B) Precipitation (C)Avinash VasudeoОценок пока нет
- Business Opportunities in MizoramДокумент27 страницBusiness Opportunities in MizoramAshwani SinghОценок пока нет
- 228131Документ279 страниц228131xlippyfingersОценок пока нет
- De Pura DoraДокумент53 страницыDe Pura DoraKenneth BlackОценок пока нет
- Polycorp Protective Linings Seawater Corrosion V5Документ2 страницыPolycorp Protective Linings Seawater Corrosion V5Carlos DiazОценок пока нет