Вам также может понравиться
- Watergems - How To Design A Water Distribution SystemДокумент3 страницыWatergems - How To Design A Water Distribution SystemhiyogsОценок пока нет
- Schlumberger JET Manual 23 Fracturing Pump UnitsДокумент68 страницSchlumberger JET Manual 23 Fracturing Pump UnitsVladyslav67% (3)
- MR ValvesДокумент56 страницMR ValvesIdris SiddiquiОценок пока нет
- Process Control Fundamentals - ADDДокумент115 страницProcess Control Fundamentals - ADDAsifОценок пока нет
- Seborg Process Control Chapter 1Документ50 страницSeborg Process Control Chapter 1Tanvir AhmedОценок пока нет
- Chapter 1 - IntroductionДокумент33 страницыChapter 1 - IntroductionHuy Nguyen LuongОценок пока нет
- 03 Transformers CT VTДокумент10 страниц03 Transformers CT VTEnrique G.Оценок пока нет
- Instrumentation and Process Control - QRCДокумент39 страницInstrumentation and Process Control - QRCConrad MonterolaОценок пока нет
- Control Chapter 5 - RemoteДокумент87 страницControl Chapter 5 - RemoteJhonny PerezОценок пока нет
- YesДокумент80 страницYesRonnie TorresОценок пока нет
- Defect EliminationДокумент4 страницыDefect EliminationHossein100% (1)
- Lecture 1 Introduction To Process ControlДокумент33 страницыLecture 1 Introduction To Process ControlZena wОценок пока нет
- RISC Vs CISCДокумент13 страницRISC Vs CISCBehin SamОценок пока нет
- Hydrodynamic Calculation Howell-Bunger ValveДокумент63 страницыHydrodynamic Calculation Howell-Bunger Valvemet-calcОценок пока нет
- Course1 - PlantwideДокумент58 страницCourse1 - PlantwidetahermohОценок пока нет
- Instrumentation and Process Control (IPC)Документ35 страницInstrumentation and Process Control (IPC)M Arslan AshrafОценок пока нет
- Basic and Advanced ControlsДокумент254 страницыBasic and Advanced ControlsMón Quà Vô GiáОценок пока нет
- Instrumentation and Process Control (IPC) : by Dr. Sikander Rafiq Department of Chemical EngineeringДокумент46 страницInstrumentation and Process Control (IPC) : by Dr. Sikander Rafiq Department of Chemical EngineeringUmar ShehroozОценок пока нет
- Chapter 1 - IntroductionДокумент55 страницChapter 1 - IntroductionNajmul Puda PappadamОценок пока нет
- PClesson 01 IntroДокумент4 страницыPClesson 01 IntroBhabanirajasОценок пока нет
- Topic 1 - IntroductionДокумент17 страницTopic 1 - IntroductionPhan Thúy VyОценок пока нет
- PC Lessons On Process ControlДокумент156 страницPC Lessons On Process ControlNsidibe Michael EtimОценок пока нет
- Introduction To Process Control & Mathematical Modelling 1.0 What Is A Control System?Документ11 страницIntroduction To Process Control & Mathematical Modelling 1.0 What Is A Control System?gongweejieОценок пока нет
- Chapter 9 - InstrumentationДокумент18 страницChapter 9 - InstrumentationAdner RomeroОценок пока нет
- Tutorial Sol CH 9Документ11 страницTutorial Sol CH 9Sameer BitthariaОценок пока нет
- Traditional Advanced Control StrategiesДокумент48 страницTraditional Advanced Control Strategiescape iipeОценок пока нет
- Chapter 2 Mathematical Process Modeling - March-July2021Документ80 страницChapter 2 Mathematical Process Modeling - March-July2021CaratsSVTОценок пока нет
- Computer Implementation of Control Systems: Karl-Erik Årzen, Anton CervinДокумент58 страницComputer Implementation of Control Systems: Karl-Erik Årzen, Anton CervinnnikogОценок пока нет
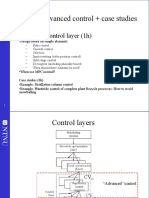
- Part 5: Advanced Control + Case StudiesДокумент52 страницыPart 5: Advanced Control + Case StudiestahermohОценок пока нет
- Presentation of Process Control - Xuan-Quang NguyenДокумент197 страницPresentation of Process Control - Xuan-Quang NguyenMinh Tân PhạmОценок пока нет
- Thermodynamics Concepts: The Copperbelt UniversityДокумент44 страницыThermodynamics Concepts: The Copperbelt UniversityLennox SiwaleОценок пока нет
- Introduction (Cpe501)Документ21 страницаIntroduction (Cpe501)AYALEYDENОценок пока нет
- Lec03 MotorControlДокумент10 страницLec03 MotorControl.adtmmalОценок пока нет
- Modelling of A Pressure RegulatorДокумент11 страницModelling of A Pressure RegulatorErick Renzo Hidalgo OrtegaОценок пока нет
- Introduction To Process ControlДокумент16 страницIntroduction To Process Control李承家Оценок пока нет
- Process Control 3Документ18 страницProcess Control 3jeedОценок пока нет
- Control Lecture1 PDFДокумент81 страницаControl Lecture1 PDFDr-Khalid Al-ShemmariОценок пока нет
- Class Rules: CENG 4120: Process Dynamics and ControlДокумент14 страницClass Rules: CENG 4120: Process Dynamics and ControlIvan ChanОценок пока нет
- CEIC3006 Lec 1Документ5 страницCEIC3006 Lec 1Holly YuanОценок пока нет
- Chapter 1Документ39 страницChapter 1Jay SableОценок пока нет
- Dynamic Control2Документ923 страницыDynamic Control2Audrey Patrick Kalla100% (2)
- Control, Why and HowДокумент11 страницControl, Why and Howramanjorewal786Оценок пока нет
- Experiment 06: Study of Process Control-I: Mesbah Ahmad Lecturer Department of Chemical Engineering, BUETДокумент18 страницExperiment 06: Study of Process Control-I: Mesbah Ahmad Lecturer Department of Chemical Engineering, BUETMd Abid AfridiОценок пока нет
- Modeling Control Systems: Tuning A Control LoopДокумент3 страницыModeling Control Systems: Tuning A Control Loopqurat ul ainОценок пока нет
- CLO 1 Introductory Handouts Linked To LO 4Документ36 страницCLO 1 Introductory Handouts Linked To LO 4Mnera AlmansoorieОценок пока нет
- Process DynamicsДокумент80 страницProcess DynamicsMahmoud MohammadОценок пока нет
- 2 Automatic ControllersДокумент26 страниц2 Automatic ControllersCupa no DensetsuОценок пока нет
- CHE3162.Lecture8 Feedback PIDДокумент33 страницыCHE3162.Lecture8 Feedback PIDPhan NeeОценок пока нет
- Controller Tuning: Dr. Nagajyothi VirivintiДокумент23 страницыController Tuning: Dr. Nagajyothi VirivintiNagajyothiVirivintiОценок пока нет
- Unit-3 PDCДокумент59 страницUnit-3 PDCNirmal Kumar PandeyОценок пока нет
- Control SystemДокумент48 страницControl SystemOlawale John AdeotiОценок пока нет
- Level Process Station: Instrumentation and Process ControlДокумент164 страницыLevel Process Station: Instrumentation and Process Controlgeorge kbeОценок пока нет
- Fundamental Principles of Process Control: Class 2Документ19 страницFundamental Principles of Process Control: Class 2Anu ChhabraОценок пока нет
- Process Dynamics & Control: TextbookДокумент16 страницProcess Dynamics & Control: TextbookMohammed FaiqОценок пока нет
- Dead Time CompensatorДокумент14 страницDead Time CompensatorMeenaОценок пока нет
- Ilovepdf Merged-4Документ118 страницIlovepdf Merged-4رشا روروОценок пока нет
- Process Control CHP5Документ29 страницProcess Control CHP5Martha AlbaОценок пока нет
- © Career Avenues A1Документ160 страниц© Career Avenues A1Nomee PatelОценок пока нет
- CHE412 Process Dynamics Control BSC Engg 7th SemesterДокумент17 страницCHE412 Process Dynamics Control BSC Engg 7th SemesterwreckiebОценок пока нет
- Transfer FunctionДокумент62 страницыTransfer FunctionTam PhamОценок пока нет
- CH15818 NotesДокумент2 страницыCH15818 NotesHannah Adelaiynne GeromoОценок пока нет
- Week 1-IntroductionДокумент20 страницWeek 1-IntroductionMohd Yashfi YunusОценок пока нет
- Chap 08 Marlin 2002Документ37 страницChap 08 Marlin 2002Audrey Patrick KallaОценок пока нет
- Chapter2 DJF51082Документ32 страницыChapter2 DJF51082Fiq IFTОценок пока нет
- Course IntroductionДокумент34 страницыCourse IntroductionTai Ching WongОценок пока нет
- Personal Critical Information Summary Pre Paid Mobile Offers PDFДокумент2 страницыPersonal Critical Information Summary Pre Paid Mobile Offers PDFtryanti sinambelaОценок пока нет
- 3M™ Vanish™ 5% Sodium Fluoride White Varnish Technical Data SheetДокумент7 страниц3M™ Vanish™ 5% Sodium Fluoride White Varnish Technical Data Sheettryanti sinambelaОценок пока нет
- Malaysian Guidelines - Ministry of Foreign AffairsДокумент8 страницMalaysian Guidelines - Ministry of Foreign AffairsahmadОценок пока нет
- Personal Critical Information Summary Pre Paid Mobile Offers PDFДокумент2 страницыPersonal Critical Information Summary Pre Paid Mobile Offers PDFtryanti sinambelaОценок пока нет
- Robotics Engineering Minor FlowchartДокумент1 страницаRobotics Engineering Minor FlowchartkskkingОценок пока нет
- S.No - Project Title Name of The Students Area of Specialization PEO POДокумент4 страницыS.No - Project Title Name of The Students Area of Specialization PEO PORasool ReddyОценок пока нет
- Flextronics FINALДокумент25 страницFlextronics FINALAnkit GauravОценок пока нет
- Patentes 2012Документ33 страницыPatentes 2012Carlín CastromanОценок пока нет
- Unit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadДокумент13 страницUnit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadNikhil JadhavОценок пока нет
- CV Mayank Shekhar Dwivedi IITBДокумент4 страницыCV Mayank Shekhar Dwivedi IITBGoutam GiriОценок пока нет
- WAXESДокумент2 страницыWAXESPra YogaОценок пока нет
- Odi2-065r16m18s02-Q DS 0-0-0Документ3 страницыOdi2-065r16m18s02-Q DS 0-0-0leolima trustitОценок пока нет
- Pravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)Документ2 страницыPravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)shaОценок пока нет
- Uk Fat 2017Документ178 страницUk Fat 2017Christopher J MillsОценок пока нет
- ICE Annex A Methodologies For RecyclingДокумент17 страницICE Annex A Methodologies For RecyclingChai Lin NyokОценок пока нет
- "Part - I - General Central Services Group B'Документ13 страниц"Part - I - General Central Services Group B'NarayanaОценок пока нет
- E4-E5 CM (3G Operational Issues)Документ42 страницыE4-E5 CM (3G Operational Issues)VIKAS NIGAMОценок пока нет
- Fabshield Offshore 71ni-1Документ2 страницыFabshield Offshore 71ni-1Anonymous ejnktktkY7Оценок пока нет
- VSSUT (EEE) SyllabusДокумент47 страницVSSUT (EEE) SyllabusAshutosh GuptaОценок пока нет
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingДокумент38 страницMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaОценок пока нет
- SavcaEugeniu (CV) byДокумент4 страницыSavcaEugeniu (CV) bySavcaОценок пока нет
- Week4 Divide and ConquerДокумент15 страницWeek4 Divide and ConquerHg0% (1)
- Asida Distance Relay Adr-239aДокумент27 страницAsida Distance Relay Adr-239aRitesh JaiswalОценок пока нет
- Legend:-: General Arrangement ACS550-124A-4 YN3A205086-GAAДокумент12 страницLegend:-: General Arrangement ACS550-124A-4 YN3A205086-GAANeeraj SharmaОценок пока нет
- Cutting Temperature - Causes - Effects - Estimation (Assessment) & ControlДокумент14 страницCutting Temperature - Causes - Effects - Estimation (Assessment) & ControlvelladuraiОценок пока нет
- Spirex": Onepiece Spiral Flexible CouplingДокумент1 страницаSpirex": Onepiece Spiral Flexible CouplingHazim HazimОценок пока нет
- High Carbon Steel Shot GritДокумент2 страницыHigh Carbon Steel Shot Gritabdulaziz mohammedОценок пока нет