Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Risk Assesment Form UpdateДокумент7 страницRisk Assesment Form Updatefmebirim100% (1)
- EDI MessageДокумент3 страницыEDI Messagerameshkola1434Оценок пока нет
- 14th Summer School in Tribology NewДокумент2 страницы14th Summer School in Tribology NewAjay KumarОценок пока нет
- CIP CalculationДокумент6 страницCIP CalculationAnonymous fzP6QHQ100% (2)
- Thermodynamic Properties of Lithium Bromide Water Solutions at High TemperaturesДокумент17 страницThermodynamic Properties of Lithium Bromide Water Solutions at High TemperaturesAnonymous 7IKdlmОценок пока нет
- WordPress For Beginners, The Missing GuideДокумент85 страницWordPress For Beginners, The Missing GuideNicoJulius50% (2)
- Systemd in Suse Linux Enterprise 12 White PaperДокумент16 страницSystemd in Suse Linux Enterprise 12 White PaperhazardhapОценок пока нет
- CATIA V5R17 Chain & Sprocket Simulation ExplainedДокумент35 страницCATIA V5R17 Chain & Sprocket Simulation ExplainedBill Harbin50% (2)
- Concrete Caissons For 2BMA - Large Scale Test of Design and Material 2019Документ154 страницыConcrete Caissons For 2BMA - Large Scale Test of Design and Material 2019hjdОценок пока нет
- TorsionДокумент3 страницыTorsionTannyVaneОценок пока нет
- Mahindra&mahindraДокумент95 страницMahindra&mahindraAshik R GowdaОценок пока нет
- 9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 175Документ12 страниц9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 1759/11 Document ArchiveОценок пока нет
- Automatic Tank Gauging System PDFДокумент2 страницыAutomatic Tank Gauging System PDFRahul DivakaranОценок пока нет
- En 10270 1 2001 Filo Per MolleДокумент26 страницEn 10270 1 2001 Filo Per MolleGizem AkelОценок пока нет
- Nanjing University of Science & Technology CGS-UPSP Supported ProgramДокумент6 страницNanjing University of Science & Technology CGS-UPSP Supported ProgramlankyrckОценок пока нет
- Module 2 (The Resistance, Resistivity and Conductivity)Документ5 страницModule 2 (The Resistance, Resistivity and Conductivity)Xavier Vincent VisayaОценок пока нет
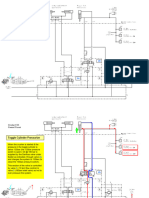
- Toggle Ram - CSS Ram Valve SetupДокумент6 страницToggle Ram - CSS Ram Valve Setupsassine khouryОценок пока нет
- DelCorte - AccesoriosДокумент56 страницDelCorte - AccesoriosespanolasaОценок пока нет
- Glycol Dehydration UnitДокумент11 страницGlycol Dehydration UnitarispriyatmonoОценок пока нет
- Airbase 13671Документ6 страницAirbase 13671ssarangОценок пока нет
- Router Table Fence Building PlansДокумент11 страницRouter Table Fence Building Plansleo100% (2)
- Cable Support CatalogueДокумент8 страницCable Support CatalogueElia Nugraha AdiОценок пока нет
- Restricting TECO revoking after order settlementДокумент4 страницыRestricting TECO revoking after order settlementMayank MevchaОценок пока нет
- Queensferry Crossing PresentationДокумент7 страницQueensferry Crossing PresentationGregor MackenzieОценок пока нет
- Tee Cobre So EpcДокумент1 страницаTee Cobre So EpcAngel Rojas FrancoОценок пока нет
- Bridge Abutment Pier Design As Per IRCДокумент41 страницаBridge Abutment Pier Design As Per IRCjibendra mishra88% (43)
- Types of Duty and Classes of Rating Assigned To Rotating Electrical MachinesДокумент11 страницTypes of Duty and Classes of Rating Assigned To Rotating Electrical MachinesSachin5586Оценок пока нет
- ARL-TR-3760 - Mortar Simulation With Interior Propellant CanisterДокумент73 страницыARL-TR-3760 - Mortar Simulation With Interior Propellant CanisterRick GainesОценок пока нет
- Introduction To Skipfish - ClubHACK MagazineДокумент4 страницыIntroduction To Skipfish - ClubHACK MagazineAulia Haq AqobyОценок пока нет
- Curva TD12F - 1000GPM@130PSI - 2950RPMДокумент2 страницыCurva TD12F - 1000GPM@130PSI - 2950RPMHenry Hurtado ZeladaОценок пока нет