Вам также может понравиться
- PanetonДокумент285 страницPanetonjazminОценок пока нет
- Control de cALIDAD - ProyectoДокумент21 страницаControl de cALIDAD - ProyectoWENDY TANGOAОценок пока нет
- Chifles 1Документ3 страницыChifles 1LucìaОценок пока нет
- Diagrama Procesos MuffinДокумент1 страницаDiagrama Procesos MuffinJorge Andrés DueñasОценок пока нет
- 10.1. Diagrama de Bloques para La Elaboracion de PanetonДокумент1 страница10.1. Diagrama de Bloques para La Elaboracion de PanetonRoger Regalado MegoОценок пока нет
- Informe Del Proceso de Elaboracion de AlfajorДокумент8 страницInforme Del Proceso de Elaboracion de AlfajorZulema Soto Velasquez0% (1)
- Informe Licor de CaféДокумент6 страницInforme Licor de CaféSoraya Pacheco PanezОценок пока нет
- FT Pan Frances ESP 4Документ2 страницыFT Pan Frances ESP 4torreadОценок пока нет
- Diarama de Flujo de ChichaДокумент1 страницаDiarama de Flujo de ChichaJorge Enrique Villalta EspinosaОценок пока нет
- Pane TonДокумент5 страницPane Tonlourdes jaquelineОценок пока нет
- Diagrama de Flujo, DAP Y DOPde Bebida Rehidratante A Base de Lactosuero y Agua de CocoДокумент11 страницDiagrama de Flujo, DAP Y DOPde Bebida Rehidratante A Base de Lactosuero y Agua de CocoElva GarayОценок пока нет
- Trabajo Lacteas InvestigacionДокумент45 страницTrabajo Lacteas InvestigacionJose HuapayaОценок пока нет
- La Realidad ProblemáticaДокумент2 страницыLa Realidad ProblemáticaNei Escobar RamosОценок пока нет
- Viñero San LorenzoДокумент11 страницViñero San LorenzoantonioОценок пока нет
- Dia de TarwiДокумент17 страницDia de TarwiEFRAIN100% (1)
- TOCOSHДокумент280 страницTOCOSHBetsy Hizo100% (1)
- Formulación de Galletas Dulces A Partir de Cascarilla de Cacao - Loja Tafur Nerlin J.Документ9 страницFormulación de Galletas Dulces A Partir de Cascarilla de Cacao - Loja Tafur Nerlin J.nerlin juan loja tafurОценок пока нет
- Transformación CacaoДокумент5 страницTransformación CacaoGilber BarraganОценок пока нет
- Analisis de Peligros para La Elaboracion de Buñuelos RellenosДокумент2 страницыAnalisis de Peligros para La Elaboracion de Buñuelos RellenosDallerica Garcia SilvaОценок пока нет
- Informe Del PanetonДокумент11 страницInforme Del PanetonEnrique Rojas Bermudo100% (1)
- Ficha Tecnica de Goma Bolitas ÁcidasДокумент4 страницыFicha Tecnica de Goma Bolitas ÁcidasSake MoyaОценок пока нет
- Yogurt Artesanal de Fresa - Presentación FinalДокумент12 страницYogurt Artesanal de Fresa - Presentación FinalEdward Mantilla ReyesОценок пока нет
- BalnaceДокумент46 страницBalnaceFlor Lobon FernandezОценок пока нет
- Trabajo FinalДокумент30 страницTrabajo FinalPaul Acuña MedinaОценок пока нет
- La Empresa Gelafrut Es Una Empresa Con 42 Años de Experiencia en El Mercado Nacional e InternacionalДокумент1 страницаLa Empresa Gelafrut Es Una Empresa Con 42 Años de Experiencia en El Mercado Nacional e Internacionalfdiaz_642417Оценок пока нет
- Yogurt Sin Azúcar Con Cushuro para Niños Corregido 1908Документ45 страницYogurt Sin Azúcar Con Cushuro para Niños Corregido 1908Ivi VanyaОценок пока нет
- Proyecto de PanetonДокумент18 страницProyecto de PanetonFatima Lizbeth Segura Isla100% (1)
- MAQUINARIA GomitasДокумент4 страницыMAQUINARIA GomitasLuiggi G Quispe RОценок пока нет
- Caramandunga y Pizza - TerminadoДокумент32 страницыCaramandunga y Pizza - TerminadoStalin Antonio Barboza LozanoОценок пока нет
- Matriz FodaДокумент3 страницыMatriz FodadavidОценок пока нет
- Paneton Trabajo FinalДокумент38 страницPaneton Trabajo FinalCampoverde Valverde Jhampier AlvaroОценок пока нет
- PLAN HACCP - CHOTALAC IngДокумент24 страницыPLAN HACCP - CHOTALAC IngAnonymous HSm3OOaОценок пока нет
- Balance de Materia para La Elaboracion de Hot Dog A Base de Carne de Conejo Y PolloДокумент4 страницыBalance de Materia para La Elaboracion de Hot Dog A Base de Carne de Conejo Y PolloSandra Yesenia Pinedo HuamanОценок пока нет
- GomitasДокумент5 страницGomitasScarlett Valverde CastilloОценок пока нет
- PulpeadoraДокумент6 страницPulpeadoraSayly Ximena Sifuentes BarriosОценок пока нет
- BALANCE de MASA Y ENERGIA Elaboracion de Galletas de AvenaДокумент16 страницBALANCE de MASA Y ENERGIA Elaboracion de Galletas de AvenaMayly MikuОценок пока нет
- Diseño de Una Línea de Producción para La Elaboración y Envasado de Coctel de Mango en La Ciudad de PiuraДокумент110 страницDiseño de Una Línea de Producción para La Elaboración y Envasado de Coctel de Mango en La Ciudad de PiuraAnonymous mM1BZ9AWZ7Оценок пока нет
- Envases de AluminioДокумент4 страницыEnvases de AluminioGabriela Ticona LuqueОценок пока нет
- NTP 213.014 CervezaДокумент83 страницыNTP 213.014 CervezaDiana Muñoz Cisneros100% (1)
- Yogurt Con LinazaДокумент143 страницыYogurt Con LinazaGustavo CastroОценок пока нет
- Elaboracion de Chocoton (Oficial)Документ12 страницElaboracion de Chocoton (Oficial)Yhos Grover Alvarado P-byfОценок пока нет
- Práctica 08 PanetonДокумент6 страницPráctica 08 PanetonireneОценок пока нет
- Centro de Formacion Agricola Moquegua CfamДокумент17 страницCentro de Formacion Agricola Moquegua CfamAleida FloresОценок пока нет
- Royal RaymiДокумент1 страницаRoyal RaymiRoyal RaymiОценок пока нет
- Trabajo Io Final IIIДокумент42 страницыTrabajo Io Final IIIParisОценок пока нет
- Seminario 11Документ6 страницSeminario 11Sarita CarranzaОценок пока нет
- Hamburguesa Anchoveta Harina Papa - TesisДокумент153 страницыHamburguesa Anchoveta Harina Papa - TesisYakov Mario Quinteros100% (1)
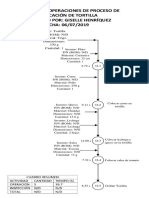
- DOP TortillaДокумент1 страницаDOP TortillaGiselle SantanaОценок пока нет
- Elaboración de Keke de Ojuela de CañihuaДокумент6 страницElaboración de Keke de Ojuela de CañihuaRosmery Magali Cantani Quispe100% (1)
- Diagrama de Flujo Dop Del Procesamiento de Macerado de Damasco Jesus HerreraДокумент6 страницDiagrama de Flujo Dop Del Procesamiento de Macerado de Damasco Jesus Herrerajesus herrera huallpaОценок пока нет
- Segundo Trabajo de DiseñoДокумент14 страницSegundo Trabajo de DiseñoAdriiVertelDeAvilezОценок пока нет
- Laboratorio Elaboracion de Torta Con BañoДокумент11 страницLaboratorio Elaboracion de Torta Con BañoGretel BonillaОценок пока нет
- Cómo Activar Los Trucos en GTA San AndreasДокумент18 страницCómo Activar Los Trucos en GTA San AndreascmОценок пока нет
- Proyecto para El Yogurt de YaconДокумент145 страницProyecto para El Yogurt de YaconAlicia Lavado100% (1)
- Procesos Chocolate BitterДокумент4 страницыProcesos Chocolate BitterAlexander Romeo Pilco TassoОценок пока нет
- Diagrama de Flujo Del AceiteДокумент4 страницыDiagrama de Flujo Del AceiteDaniel Mejia LinoОценок пока нет
- CopoazuДокумент5 страницCopoazuJose Alejandro Silva SaavedraОценок пока нет
- La Reaccion de MaillardДокумент2 страницыLa Reaccion de MaillardjoyceОценок пока нет
- AnteProyecto Muffins Con Harina de SaguДокумент6 страницAnteProyecto Muffins Con Harina de SaguIvan Antonio Ovalle BarajasОценок пока нет
- Artesano Primera ParteДокумент9 страницArtesano Primera ParteJohan Caballero MendezОценок пока нет
- Laboratorio 2 Control (Diana Ovalle)Документ9 страницLaboratorio 2 Control (Diana Ovalle)johnyОценок пока нет
- EnsayoДокумент6 страницEnsayoStephanie BermejoОценок пока нет
- Ejercicios U4-Costos Por Ord. de Prod. Aja - NGHM - BДокумент26 страницEjercicios U4-Costos Por Ord. de Prod. Aja - NGHM - BAndrea AscencioОценок пока нет
- Obras Orientativas Prueba Conservatorio Grado Medio SegorbreДокумент6 страницObras Orientativas Prueba Conservatorio Grado Medio SegorbreJavier Llopis AjadoОценок пока нет
- FI 004 Inspección de Línea de Vida Horizontal R01Документ1 страницаFI 004 Inspección de Línea de Vida Horizontal R01Asael SalazarОценок пока нет
- Informe 1Документ2 страницыInforme 1Alberto Ávalos Sánchez100% (1)
- Presentacion Costos y PresupuestosДокумент46 страницPresentacion Costos y PresupuestosWilson Murillo CalsinОценок пока нет
- Evidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de HerramientasДокумент9 страницEvidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de Herramientaspablo50% (4)
- Material Didáctico - Referencias - S3 PDFДокумент1 страницаMaterial Didáctico - Referencias - S3 PDFNorbertoОценок пока нет
- Casos de FarmacologiaДокумент2 страницыCasos de FarmacologiaLuis Pérez Mariana LizbethОценок пока нет
- Introduccion Al Estado Financiero - INFOTEPДокумент13 страницIntroduccion Al Estado Financiero - INFOTEPMartin Pozo BatistaОценок пока нет
- Plan de Seguridad de La Información Según NTC 1846Документ3 страницыPlan de Seguridad de La Información Según NTC 1846Santiago SaenzОценок пока нет
- Examen de MontacargasДокумент2 страницыExamen de MontacargasEver QhОценок пока нет
- Proyectos Integrado Ala CienciaДокумент10 страницProyectos Integrado Ala CienciaYonathan RoqueОценок пока нет
- Anthony Ayala Tipos de ArcosДокумент2 страницыAnthony Ayala Tipos de Arcoscarlosayala258anthonОценок пока нет
- Intercambiador Anilina-ToluenoДокумент9 страницIntercambiador Anilina-ToluenoTuny GallegosОценок пока нет
- Manual de Usuario Terminado SICAДокумент26 страницManual de Usuario Terminado SICAAlberto Calluco BuenoОценок пока нет
- 14-Etapa 3Документ2 страницы14-Etapa 3AnyTazzОценок пока нет
- Acusacion Particular - Act Gaibor - CaizaДокумент6 страницAcusacion Particular - Act Gaibor - CaizaAndres EspinozaОценок пока нет
- Transformada Z EjemplosДокумент4 страницыTransformada Z EjemplosJeeferson Chirinos0% (1)
- Controltotal 2Документ39 страницControltotal 2vladimirОценок пока нет
- Alimentos-Restas y CelebracionДокумент15 страницAlimentos-Restas y CelebracionJacqueline ArdilaОценок пока нет
- Triptico Uso Energa y AguaДокумент2 страницыTriptico Uso Energa y AguaLaura García AramburuОценок пока нет
- Arquitectura C2Документ88 страницArquitectura C2ádrianОценок пока нет
- Accidente en Fabrica de ArepasДокумент20 страницAccidente en Fabrica de ArepasluzОценок пока нет
- Metodo RuscaДокумент14 страницMetodo RuscaYeferson TrujilloОценок пока нет
- Proceso de Apoyo A4-2Документ1 страницаProceso de Apoyo A4-2Santiago Vargas SierraОценок пока нет
- Actividad 2 - TV CableДокумент5 страницActividad 2 - TV CableDaniela Ruiz Rodriguez100% (2)
- Actividad 2 - Cálculo e Interpretación de Medidas Estadísticas y de Probabilidad - TrabajoДокумент9 страницActividad 2 - Cálculo e Interpretación de Medidas Estadísticas y de Probabilidad - TrabajoYulieny Coronel Chinchilla100% (1)
- Anexo 1 - Formato Paso 2 - Conceptualización de La Evaluación - Trabajo GrupalДокумент8 страницAnexo 1 - Formato Paso 2 - Conceptualización de La Evaluación - Trabajo GrupalNorelia CarvajalОценок пока нет