Вам также может понравиться
- Gua Hanso 63 73Документ11 страницGua Hanso 63 73dungОценок пока нет
- Tightening MaterialДокумент107 страницTightening Materialprasetyo ilhamОценок пока нет
- 1 0Документ5 страниц1 0Naba Raj ShresthaОценок пока нет
- 強度設計入門 構造強度設計の基礎平成 PDFДокумент54 страницы強度設計入門 構造強度設計の基礎平成 PDFsheenОценок пока нет
- Ohp 12Документ11 страницOhp 12Gaku YokotaОценок пока нет
- Tamagawa Seiki 1228N59EJ PDFДокумент78 страницTamagawa Seiki 1228N59EJ PDFCarlos PОценок пока нет
- Wire-Wound Single-Turn Potentiometers - HWFДокумент2 страницыWire-Wound Single-Turn Potentiometers - HWFAndréОценок пока нет
- 1228N59EJДокумент78 страниц1228N59EJtaehyun KimОценок пока нет
- Wire Wound Chip Inductors: FeaturesДокумент2 страницыWire Wound Chip Inductors: FeaturesTaller ManttoОценок пока нет
- RV24 SeriesДокумент10 страницRV24 SeriesMohd HattaОценок пока нет
- Phosphorus Deoxidized Copper Round Pipe: Size of products in inventory 在庫品目サイズДокумент1 страницаPhosphorus Deoxidized Copper Round Pipe: Size of products in inventory 在庫品目サイズ呉振榮Оценок пока нет
- RV20 SeriesДокумент3 страницыRV20 SeriesSuryadiОценок пока нет
- MD10Документ58 страницMD10Andrie ReynaldiОценок пока нет
- KOBELCO TK550GSB-2 SpecsДокумент28 страницKOBELCO TK550GSB-2 Specs13875999905Оценок пока нет
- Furukawa Shankrod PDFДокумент6 страницFurukawa Shankrod PDFAlparslan100% (1)
- 機械力学講義ノート (連続体の振動)Документ36 страниц機械力学講義ノート (連続体の振動)Tojo JojoОценок пока нет
- 一般の3300V CV CVDとは仕様が異なりますので、一般のAC3300V用途としては使用できません。Документ1 страница一般の3300V CV CVDとは仕様が異なりますので、一般のAC3300V用途としては使用できません。kser82Оценок пока нет
- TOPIC 1振動実験Документ13 страницTOPIC 1振動実験Megat AfandiОценок пока нет
- D6C07100J0Документ4 страницыD6C07100J0thanhtungmbk52Оценок пока нет
- A33614 AbstractДокумент4 страницыA33614 AbstractYANSHIОценок пока нет
- 1 JZPresДокумент18 страниц1 JZPresS LОценок пока нет
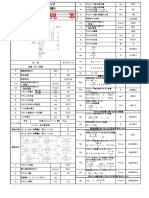
- 809.000 ←小発進ジャッキ固定値 3.000 2.120 87.85 推 進 区 間 シールド~No.3 推 進 力 F (kN) 支 圧 壁 幅 (m) (円弧の長さ) 設 計 あ る い は 標 準 支 圧 壁 高 さ = (m) 設 計 あ る い は 標 準 支 圧 壁 厚 さ = (cm) 立坑直径 (m) 円弧幅 (m) 支圧板の中心角 (°)Документ10 страниц809.000 ←小発進ジャッキ固定値 3.000 2.120 87.85 推 進 区 間 シールド~No.3 推 進 力 F (kN) 支 圧 壁 幅 (m) (円弧の長さ) 設 計 あ る い は 標 準 支 圧 壁 高 さ = (m) 設 計 あ る い は 標 準 支 圧 壁 厚 さ = (cm) 立坑直径 (m) 円弧幅 (m) 支圧板の中心角 (°)BìnhTiếnTrầnОценок пока нет
- ねじ締結体のトラブル 原因と対策 ―ダブルナット編― 2Документ11 страницねじ締結体のトラブル 原因と対策 ―ダブルナット編― 2Shinya Takeda(武田 慎也)Оценок пока нет
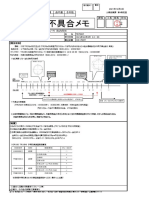
- R3 12 06 TR 品質不具合メモДокумент6 страницR3 12 06 TR 品質不具合メモRaditya WicakОценок пока нет
- RV102 SeriesДокумент3 страницыRV102 SeriesSuryadiОценок пока нет
- Technical DataДокумент45 страницTechnical DatawkmunОценок пока нет
- Micro EncoderДокумент1 страницаMicro Encoderfikret.hgsОценок пока нет
- Symposium@NakaДокумент24 страницыSymposium@Nakaアスリアナ イブラヒムОценок пока нет
- 30度台形ねじДокумент1 страница30度台形ねじAndrie ReynaldiОценок пока нет
- Jitumu SekkeiДокумент115 страницJitumu SekkeiAndrie ReynaldiОценок пока нет
- Anton Paar Japan WebinerДокумент35 страницAnton Paar Japan Webinerpopmart21Оценок пока нет
- 高圧ガス設備等における配管系の耐震設計と解析Документ27 страниц高圧ガス設備等における配管系の耐震設計と解析danorcОценок пока нет
- M91C90GV4L PDFДокумент18 страницM91C90GV4L PDFtronix auto repairsОценок пока нет
- High Voltage Power Resistor - HMДокумент2 страницыHigh Voltage Power Resistor - HMAndréОценок пока нет
- Instruction Manual Zoje ZJ-5821 PDFДокумент112 страницInstruction Manual Zoje ZJ-5821 PDFMaskusyaniОценок пока нет
- Spiral Bevel Gear System ZFTKK 500Документ4 страницыSpiral Bevel Gear System ZFTKK 500er_winwibowo100% (3)
- R - 2017 Super PDFДокумент46 страницR - 2017 Super PDFnebaОценок пока нет
- No504 1906Документ20 страницNo504 1906Nguyen HoangОценок пока нет
- Copal, JC PotentiometerДокумент3 страницыCopal, JC PotentiometerWahyudi andhika comОценок пока нет
- Rotari SelenoidДокумент1 страницаRotari Selenoiddanang hari nur cahyoОценок пока нет
- Tophammer catalogue2022 - 已压缩Документ46 страницTophammer catalogue2022 - 已压缩RAFAEL LEZAMAОценок пока нет
- 5VДокумент1 страница5VVCC GROUPОценок пока нет
- Tp070f05aa RevaДокумент5 страницTp070f05aa RevaTruck Bus ElectronicaОценок пока нет
- XPR Training Material - JPN - Dec2019Документ115 страницXPR Training Material - JPN - Dec2019原 駿平Оценок пока нет
- Guidelines For Ultimate Hull Girder Strength AssessmentДокумент7 страницGuidelines For Ultimate Hull Girder Strength Assessmentshax001Оценок пока нет
- Cy2 00Документ2 страницыCy2 00Sajjad Ali0% (1)
- 1570N11EJДокумент16 страниц1570N11EJcqlОценок пока нет
- Beam CalДокумент107 страницBeam CalAbdulqudusОценок пока нет
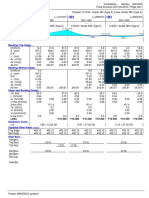
- Spek & Loadchart 13-Ss500spДокумент8 страницSpek & Loadchart 13-Ss500spArmanda betaОценок пока нет
- Final Fisica 9.0Документ164 страницыFinal Fisica 9.0ANTONIO HIGUITAОценок пока нет
- Beam CalДокумент107 страницBeam CalAbdulqudusОценок пока нет
- ReportДокумент12 страницReportamirОценок пока нет
- 07 cbr600rr P HRCLДокумент79 страниц07 cbr600rr P HRCLJan Maarten HolkemaОценок пока нет
- 100A JPI1500 P3MPa T100 Ittai-FlangeДокумент2 страницы100A JPI1500 P3MPa T100 Ittai-FlangeToan LeОценок пока нет
- 1228N58EJ ShuseiДокумент76 страниц1228N58EJ Shuseisewastyan1201Оценок пока нет
- WS Manual 700-86631684-09-JapanДокумент48 страницWS Manual 700-86631684-09-JapanfrancoemanuelОценок пока нет
- Encoders Tamagawa (Otis)Документ76 страницEncoders Tamagawa (Otis)Juan Ml Lantigua50% (4)
- 9600 06 enДокумент12 страниц9600 06 enChinh PhamОценок пока нет
- 381 04Документ4 страницы381 04Toan LeОценок пока нет