Вам также может понравиться
- TrabajosДокумент9 страницTrabajosdanielcelОценок пока нет
- 200-2-4 Faja de TraspasoДокумент11 страниц200-2-4 Faja de TraspasoJhuan Rubn Chevson Gutierrez HerbasОценок пока нет
- Informe de Practicas Avanzando.Документ16 страницInforme de Practicas Avanzando.Katty Elizabeth Mejia NarroОценок пока нет
- Guia de Instalacion Labview 2017Документ18 страницGuia de Instalacion Labview 2017MikeyV03Оценок пока нет
- Control EstabilizanteДокумент7 страницControl EstabilizanteEsther Condori SanchezОценок пока нет
- Pauta CF ICN344 2s11 v2Документ8 страницPauta CF ICN344 2s11 v2Peter CornilsОценок пока нет
- PRACTICA 3 Sensor de Desplazamiento LVDTДокумент30 страницPRACTICA 3 Sensor de Desplazamiento LVDTMaria Julia Sanches Vera100% (1)
- Manual KGMC 6Документ12 страницManual KGMC 6Mario Silva ZeaОценок пока нет
- Cap.V Modulo de ChancadoДокумент45 страницCap.V Modulo de ChancadoMiki JaksicОценок пока нет
- Control Adaptativo Por Modelo de Referencia Foro 0004Документ5 страницControl Adaptativo Por Modelo de Referencia Foro 0004Royer Palomino RodriguezОценок пока нет
- CV Italo Montecinos CompletoДокумент9 страницCV Italo Montecinos Completoitalo_montecinosОценок пока нет
- Transformador Tipo Seco Con Resina EpoxiДокумент5 страницTransformador Tipo Seco Con Resina EpoxiDiego AlejandroОценок пока нет
- Detector de Pulsos Perdidos Con El Timer 555 PDFДокумент2 страницыDetector de Pulsos Perdidos Con El Timer 555 PDFjaber100% (1)
- Puesta en Marcha de Piscina ILSДокумент16 страницPuesta en Marcha de Piscina ILSMario Andrés Aravena Alvarez100% (1)
- Tablero Electrico de Una Estacion de ServicioДокумент11 страницTablero Electrico de Una Estacion de ServicioJose LeivaОценок пока нет
- Modo de FallaДокумент5 страницModo de FallaSebastian CanalesОценок пока нет
- Flow Sheet Los ZambosДокумент1 страницаFlow Sheet Los ZambosAngel JaraОценок пока нет
- Diseño y Evaluacion de Un Metodo para Remover Impurezas Desde Soluciones de Lixiviacion, Mediante Sobresaturacion Sulfurica PDFДокумент286 страницDiseño y Evaluacion de Un Metodo para Remover Impurezas Desde Soluciones de Lixiviacion, Mediante Sobresaturacion Sulfurica PDFCristian BoladosОценок пока нет
- Peletizacion Hierro 00Документ14 страницPeletizacion Hierro 00Cristian Oyarzun100% (1)
- Informacion de Control Automatico de Celda de FlotacionДокумент10 страницInformacion de Control Automatico de Celda de FlotacionEdisonRamosMamaniОценок пока нет
- Control y Principio de Operación Chancadora SecundariaДокумент55 страницControl y Principio de Operación Chancadora SecundariaRodrigo GonzalezОценок пока нет
- Accionamientos Electrohidráulicos Tipo 3274 - 11 A - 23: Sentido de ActuaciónДокумент6 страницAccionamientos Electrohidráulicos Tipo 3274 - 11 A - 23: Sentido de ActuaciónMauricio Ariel H. OrellanaОценок пока нет
- Formato Procedimiento Mantenimiento CorrectivoДокумент20 страницFormato Procedimiento Mantenimiento CorrectivoEdinho1980Оценок пока нет
- CM2000 Ficha TecnicaДокумент1 страницаCM2000 Ficha TecnicaHéctor Raúl Bustos BernalОценок пока нет
- Decanter BCC HW Manual Spanish (Spain) R5Документ35 страницDecanter BCC HW Manual Spanish (Spain) R5osvaldo cabreraОценок пока нет
- CMS BQN10 - Ctalog Monoxide Sensor IP66 Parkings PDFДокумент2 страницыCMS BQN10 - Ctalog Monoxide Sensor IP66 Parkings PDFIsmael Pachas RoncerosОценок пока нет
- Motor SagДокумент7 страницMotor SagjorgeelmasricoОценок пока нет
- Plan de OperacioÌ - N de Planta de Lavado de Equipos - Truck ShopДокумент32 страницыPlan de OperacioÌ - N de Planta de Lavado de Equipos - Truck ShopYasna MartinezОценок пока нет
- Fallas en EngranesДокумент15 страницFallas en Engranesnora rosasОценок пока нет
- Presentacion Ley 19300Документ23 страницыPresentacion Ley 19300josesotomoralesОценок пока нет
- Informe Nº2 G5 800ºC SinДокумент52 страницыInforme Nº2 G5 800ºC SinChristian ormeñoОценок пока нет
- Informe Arranque Molino 4x6Документ5 страницInforme Arranque Molino 4x6Volney Quispe AyalaОценок пока нет
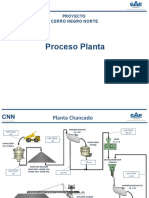
- Proceso CNN1Документ5 страницProceso CNN1Juan Aguirre WilliamsonОценок пока нет
- 1 Conceptos Basicos y Aplicacion - Gestion Mantenimiento Nibaldo FloresДокумент55 страниц1 Conceptos Basicos y Aplicacion - Gestion Mantenimiento Nibaldo FloresEDRUGОценок пока нет
- Man FX60 A FX130 9828093385 Ed 00 (ES)Документ18 страницMan FX60 A FX130 9828093385 Ed 00 (ES)elias2505Оценок пока нет
- Diseno Del Sistema PrimarioДокумент11 страницDiseno Del Sistema PrimarioHernán Peña0% (2)
- COMPRESORES para ImprimirДокумент12 страницCOMPRESORES para ImprimirLuis Angel Paitan De la CruzОценок пока нет
- Aplicacion MotorDC Modelado PDFДокумент31 страницаAplicacion MotorDC Modelado PDFroyfantasmaОценок пока нет
- Poste Solar Bora 30w Led 6mtsДокумент2 страницыPoste Solar Bora 30w Led 6mtsUruloke Rlz100% (1)
- Informe Ensayo Jominy Curso 966 InacapДокумент17 страницInforme Ensayo Jominy Curso 966 Inacapvladimir valderrama a.Оценок пока нет
- Accionamiento de Molinos de Bola PDFДокумент99 страницAccionamiento de Molinos de Bola PDFWillan Idrogo Galvez100% (1)
- 2 PtarДокумент121 страница2 PtarfaduОценок пока нет
- 50 KVA - Datos Tecnicos GarantizadosДокумент2 страницы50 KVA - Datos Tecnicos GarantizadosMarco ChavesОценок пока нет
- Mantenimiento ElectricoДокумент61 страницаMantenimiento ElectricoJoni MartОценок пока нет
- Clasificación de Los Aceites Lubricantes Por Su OrigenДокумент8 страницClasificación de Los Aceites Lubricantes Por Su Origenmauricio quispilemaОценок пока нет
- Anexo 2 Informe de FallaДокумент5 страницAnexo 2 Informe de FallapanchovedderОценок пока нет
- Mantención Área Chancado 02 - 03 de Abril Del 2019 - PIMASAДокумент9 страницMantención Área Chancado 02 - 03 de Abril Del 2019 - PIMASAArancibia Arancibia LuisОценок пока нет
- Proyecto Mina Chuquicamata Subterránea (PMCHS)Документ45 страницProyecto Mina Chuquicamata Subterránea (PMCHS)HectorCunoОценок пока нет
- Flotacion Lazos ControlДокумент44 страницыFlotacion Lazos ControlMauro Morales100% (1)
- Diseño Eje RodamientoДокумент8 страницDiseño Eje Rodamientoebermejo2Оценок пока нет
- Pe1 - Tablero Protección Jumbo 250 A. (GFGC)Документ1 страницаPe1 - Tablero Protección Jumbo 250 A. (GFGC)E. RAUL ANDRADE HNOSTOZAОценок пока нет
- Manual Bomba DosificadoraДокумент80 страницManual Bomba DosificadoraBerly Jimmy Alvarez MamaniОценок пока нет
- Sistema Del Relleno Hidraulico en La MinaДокумент25 страницSistema Del Relleno Hidraulico en La MinaCinthia Soto AntonioОценок пока нет
- Instrumentacion MoliendaДокумент36 страницInstrumentacion MoliendaClaudio Ayala BravoОценок пока нет
- D105 Ot08 Inf 310 PR 001 Ra PDFДокумент58 страницD105 Ot08 Inf 310 PR 001 Ra PDFJorge VarelaОценок пока нет
- MoliendaДокумент132 страницыMoliendaJesus Manuel Juarez MamaniОценок пока нет
- Molienda y ClasificacionДокумент47 страницMolienda y ClasificacionJAMES100% (1)
- Descripción Proceso Planta Concentradora Rev 2Документ17 страницDescripción Proceso Planta Concentradora Rev 2Moisés Coroseo50% (2)
- Molienda UltimoДокумент47 страницMolienda Ultimomaria teresaОценок пока нет
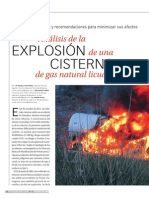
- Analisis Explosion Cisterna GLPДокумент11 страницAnalisis Explosion Cisterna GLPEnescon SacОценок пока нет
- Logica Matematica Fase 2Документ11 страницLogica Matematica Fase 2julianОценок пока нет
- Instalaciones Domiciliarias Parte 1.p1qДокумент41 страницаInstalaciones Domiciliarias Parte 1.p1qFreddy PerezОценок пока нет
- SSO-PRO-007 Trabajos en Caliente Ver 01Документ4 страницыSSO-PRO-007 Trabajos en Caliente Ver 01juniorОценок пока нет
- TRIPTICO La Cultura Tiahuanaco 2Документ2 страницыTRIPTICO La Cultura Tiahuanaco 2Jhosteing MoralesОценок пока нет
- Accesorios para VoladuraДокумент34 страницыAccesorios para VoladuraSandra GerenasОценок пока нет
- Carlos HerreraДокумент262 страницыCarlos Herreraapb_030% (1)
- Ejercicios Normal Log Normal 2Документ1 страницаEjercicios Normal Log Normal 2Pedro Suarez0% (1)
- TF Edificios Grupo7Документ162 страницыTF Edificios Grupo7MERLY JOAMELY PEÑA HUERTASОценок пока нет
- Primer Informe de SuelosДокумент17 страницPrimer Informe de SueloscarlosОценок пока нет
- Informe de Transporte de Sustancias - Fiorella Matias - 3AДокумент4 страницыInforme de Transporte de Sustancias - Fiorella Matias - 3AkIM.김민숙Оценок пока нет
- Sistema de Inyeccion HeuiДокумент34 страницыSistema de Inyeccion HeuiSonia Sanchez VargasОценок пока нет
- Mando Directo e Indirecto Regulación de Velocidad V2 PDFДокумент17 страницMando Directo e Indirecto Regulación de Velocidad V2 PDFRonald Cuenta MamaniОценок пока нет
- Catalogo Digosa Julio 2018 PDFДокумент62 страницыCatalogo Digosa Julio 2018 PDFAnonymous sFRasV7Оценок пока нет
- Conexión USS Variador de Velocidad MM4 y SINAMICSДокумент9 страницConexión USS Variador de Velocidad MM4 y SINAMICScmejia7857Оценок пока нет
- 2wire para ShareazaДокумент5 страниц2wire para Shareazasobera44Оценок пока нет
- Método Matricial de La RigidezДокумент9 страницMétodo Matricial de La RigidezjhonmoyatОценок пока нет
- 2.4.-Maquina Secuencial Mealy Síncrona de 4 EstadosДокумент7 страниц2.4.-Maquina Secuencial Mealy Síncrona de 4 EstadosDavid RodriguezОценок пока нет
- Constancia de No AdeudoДокумент1 страницаConstancia de No AdeudoVanessa GuzmanОценок пока нет
- Practica 3-Extraccion de Aceite de CocoДокумент24 страницыPractica 3-Extraccion de Aceite de CocoStefany FG42% (12)
- Practica 3 Diseño de MaquinasДокумент14 страницPractica 3 Diseño de MaquinasJosue Fernando Galindo MedinaОценок пока нет
- Ventajas de La CalДокумент16 страницVentajas de La CalKevy Elí Altamirano DíazОценок пока нет
- FibrocementoДокумент18 страницFibrocementoObra GGMОценок пока нет
- Puno Acora CapallaДокумент142 страницыPuno Acora CapallaClaudioOrdoñezОценок пока нет
- Manual Horno Eléctrico PDFДокумент8 страницManual Horno Eléctrico PDFFer CurtinoОценок пока нет
- Transmission Line ArresterДокумент8 страницTransmission Line ArresterJose Luis Ortega100% (1)
- ADN Y EMOCIONES Experimento CientíficoДокумент7 страницADN Y EMOCIONES Experimento CientíficoGerardo Lugo Olivas100% (1)
- Borjas Joseph Examen2 Fs104Документ4 страницыBorjas Joseph Examen2 Fs104Jow SmashОценок пока нет
- TC'sДокумент14 страницTC'sRamiro Padilla Trujillo100% (1)
- Acido 35 DinitrosaliclicoДокумент5 страницAcido 35 DinitrosaliclicoImanol Cuevas MedinaОценок пока нет