Вам также может понравиться
- Unidad 03 Capacidad AproximadaДокумент33 страницыUnidad 03 Capacidad AproximadaBenjamin VasquezОценок пока нет
- Prueba Solemne 2: Curso: Trimestre: ProfesoresДокумент4 страницыPrueba Solemne 2: Curso: Trimestre: ProfesoresMauricio BarrazaОценок пока нет
- Planificaciondelaproduccion PDFДокумент16 страницPlanificaciondelaproduccion PDFEitell Antonio Morales Silva100% (1)
- S3 PP 201620 Pauta 0830Документ4 страницыS3 PP 201620 Pauta 0830ELe MaGo100% (1)
- Guía Ejercicios Resueltos Sem (5 - 9)Документ54 страницыGuía Ejercicios Resueltos Sem (5 - 9)raulОценок пока нет
- Planificacion ExplosionДокумент13 страницPlanificacion ExplosioncesarОценок пока нет
- Resolucion Ejercicio Grupal 2Документ6 страницResolucion Ejercicio Grupal 2José ismalejОценок пока нет
- Tarea 2 de Cadena Suministro AdvДокумент7 страницTarea 2 de Cadena Suministro AdvFreddy LlevilaoОценок пока нет
- Aind3204 s10 Soluciones PDFДокумент7 страницAind3204 s10 Soluciones PDFPatricio Jimenez AlarconОценок пока нет
- Pract. Princ. Planeacion de Requerimiento de MaterialesДокумент37 страницPract. Princ. Planeacion de Requerimiento de MaterialesOrlando HG100% (1)
- Ejercicio CitofonoДокумент16 страницEjercicio CitofonoLeidyChicoMarinОценок пока нет
- Clase 07-05Документ3 страницыClase 07-05Paola Leal MoraОценок пока нет
- Aind3206 s8 GestionДокумент8 страницAind3206 s8 GestionFabiánIgnacioLagosCarvachoОценок пока нет
- Mol602 s3 InstruccionesДокумент6 страницMol602 s3 InstruccionesMarcelo GomezОценок пока нет
- Planificación AgregadaДокумент44 страницыPlanificación AgregadaemiОценок пока нет
- Pauta S2 GP 201705Документ3 страницыPauta S2 GP 201705joansile100% (1)
- Planeacion Agregada G1-3Документ23 страницыPlaneacion Agregada G1-3Isabel Vaca100% (1)
- Preguntas Solemne 2 PlanificacionДокумент10 страницPreguntas Solemne 2 PlanificacionJose Ignacio LayОценок пока нет
- Taller 1 - Moises Jimenez - Fabián LagosДокумент3 страницыTaller 1 - Moises Jimenez - Fabián LagosFabiánIgnacioLagosCarvachoОценок пока нет
- Tarea 2 Con La ConclusionДокумент15 страницTarea 2 Con La ConclusionFabiánIgnacioLagosCarvachoОценок пока нет
- MPS y MRP, Push y PullДокумент2 страницыMPS y MRP, Push y PullSandra NievesОценок пока нет
- Resolver Actividades Capitulo 12 Decisiones Sobre Almacenamiento y ManejoДокумент9 страницResolver Actividades Capitulo 12 Decisiones Sobre Almacenamiento y ManejoLESLY SARAI VASQUEZ ROMEROОценок пока нет
- Ejercicios de Aplicacion Sistema de Periodo FijoДокумент6 страницEjercicios de Aplicacion Sistema de Periodo FijoAlberto DextreОценок пока нет
- Control Semana 9 LogísticaДокумент4 страницыControl Semana 9 LogísticaVictoria valОценок пока нет
- Actividad #9 - 2017 - PautaДокумент2 страницыActividad #9 - 2017 - PautaBenjamin Poblete Fernandez100% (2)
- Cálculo MAD y TSДокумент12 страницCálculo MAD y TSmaocppОценок пока нет
- 10 Lotes L4LДокумент4 страницы10 Lotes L4LMaría De Los Angeles Lopez ArroyoОценок пока нет
- Parcial FinalДокумент14 страницParcial FinalJhason DavidОценок пока нет
- Caso BradFord ManufacturingДокумент10 страницCaso BradFord ManufacturingDärly M. Barros0% (1)
- Trabajo Colaborativo 2 GESTION de PRODUCCIONДокумент13 страницTrabajo Colaborativo 2 GESTION de PRODUCCIONYamile MesaОценок пока нет
- Ejercicios ProduccionДокумент10 страницEjercicios ProduccionJulie Andrea Rodriguez Montenegro100% (1)
- Guía de Repaso Prueba Solemne 1 Procesos Manufactura - 1Документ3 страницыGuía de Repaso Prueba Solemne 1 Procesos Manufactura - 1Maria Alejandra Vasquez0% (1)
- Aind3206 s9 CasoДокумент4 страницыAind3206 s9 CasoMaria Alejandra Vasquez0% (2)
- Practico CDMDДокумент3 страницыPractico CDMDclaudio0% (1)
- Parcial Inv OperacionesДокумент7 страницParcial Inv OperacionesVanessa Gaviria Zapata100% (1)
- Ejercicios Sobre MRPДокумент2 страницыEjercicios Sobre MRPLlimer LainezОценок пока нет
- Trabajo Gestión LogísticaДокумент19 страницTrabajo Gestión LogísticaChristianОценок пока нет
- Práctica Dirigida #3 InventariosДокумент12 страницPráctica Dirigida #3 InventariostatoskinОценок пока нет
- S6 - Sum 3 - Sol1 - GESTIÓN DE LA PRODUCCIÓNДокумент14 страницS6 - Sum 3 - Sol1 - GESTIÓN DE LA PRODUCCIÓNSebastián Ubilla MuñozОценок пока нет
- Ejercicios Planeacion AgregadaДокумент6 страницEjercicios Planeacion AgregadaANLIОценок пока нет
- Unidad 3 - Diseño de Redes de Cadena de Suministro - PARTE IIIДокумент22 страницыUnidad 3 - Diseño de Redes de Cadena de Suministro - PARTE IIICarlosMacasОценок пока нет
- Guia Nº2 (r-8)Документ13 страницGuia Nº2 (r-8)Reinaldo PaxiОценок пока нет
- Solemne Katherine RodriguezДокумент5 страницSolemne Katherine RodriguezKatherine Rodriguez RiquelmeОценок пока нет
- Pauta GP - Solemne 1 III-2015 Vs1Документ5 страницPauta GP - Solemne 1 III-2015 Vs1Sofía Sánchez100% (1)
- Taller Final Planeación AgregadaДокумент1 страницаTaller Final Planeación AgregadaHollman BriceñoОценок пока нет
- Guia 2 Pauta ModelamientoДокумент7 страницGuia 2 Pauta ModelamientoClaudio Pastén CortésОценок пока нет
- Guía 3 Gestión de OperacionesДокумент6 страницGuía 3 Gestión de OperacionesJavier Andres Avila0% (2)
- Plani 1 MalaДокумент11 страницPlani 1 MalaChris Bravo HuertaОценок пока нет
- Tarea 2 Admin 2Документ15 страницTarea 2 Admin 2José RiveraОценок пока нет
- Regla de JohnsonДокумент5 страницRegla de JohnsonCAROLINAОценок пока нет
- Tarea 3 AkrrДокумент10 страницTarea 3 AkrrKarlaОценок пока нет
- Control Semana 9 LogísticaДокумент3 страницыControl Semana 9 LogísticaSolange DonosoОценок пока нет
- Semana 03 - Sumativa 1 - Control 2 - GESTIÓN LOGÍSTICAДокумент10 страницSemana 03 - Sumativa 1 - Control 2 - GESTIÓN LOGÍSTICAveronica andrea segovia valdesОценок пока нет
- Test S2 I1 PDFДокумент22 страницыTest S2 I1 PDFPatricio Jimenez AlarconОценок пока нет
- Rúbrica EnsayoДокумент9 страницRúbrica EnsayoHermosilla SebastianОценок пока нет
- Control 1 LogisticaДокумент4 страницыControl 1 LogisticaChris Bravo HuertaОценок пока нет
- Caso Bradford Manufacuring - Planeacion de La Produccion FabrilДокумент2 страницыCaso Bradford Manufacuring - Planeacion de La Produccion FabrilRicardo Alfredo Loayza Gallegos0% (1)
- Examen 2 2007Документ6 страницExamen 2 2007DraxStark GamesОценок пока нет
- Taller Administracion de Las RestriccionesДокумент11 страницTaller Administracion de Las RestriccionesDaniel Charry Escorcia100% (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoОт EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoОценок пока нет
- Toni El DelfinДокумент23 страницыToni El DelfinMauricio BarrazaОценок пока нет
- Tema 8. Elementos Finales de Control (CIISET2022-1)Документ75 страницTema 8. Elementos Finales de Control (CIISET2022-1)Mauricio BarrazaОценок пока нет
- Tema 4. Medicion de Presion (CIISET2022-1)Документ84 страницыTema 4. Medicion de Presion (CIISET2022-1)Mauricio BarrazaОценок пока нет
- Tema 6. Medicion de Caudal (CIISET2022-1)Документ100 страницTema 6. Medicion de Caudal (CIISET2022-1)Mauricio BarrazaОценок пока нет
- Lean Canvas - EjemploДокумент1 страницаLean Canvas - EjemploMauricio BarrazaОценок пока нет
- Ejemplo1 - Valvula de ControlДокумент1 страницаEjemplo1 - Valvula de ControlMauricio BarrazaОценок пока нет
- Lean Management: Diplomado enДокумент13 страницLean Management: Diplomado enMauricio BarrazaОценок пока нет
- Tema 9. Norma ANSI ISA 5.1 - 2009 (CIISET2022-1)Документ74 страницыTema 9. Norma ANSI ISA 5.1 - 2009 (CIISET2022-1)Mauricio BarrazaОценок пока нет
- Oi - Manual A1 A2 A3 - 4040 - Es en FR - V1.0Документ116 страницOi - Manual A1 A2 A3 - 4040 - Es en FR - V1.0Mauricio BarrazaОценок пока нет
- Tema 2. Buses de Campo (CIISET2022-1)Документ87 страницTema 2. Buses de Campo (CIISET2022-1)Mauricio BarrazaОценок пока нет
- TEPRO GonzalezRubioErikaConstanza-2018Документ50 страницTEPRO GonzalezRubioErikaConstanza-2018Mauricio BarrazaОценок пока нет
- Ejercicio Planificación de La ProducciónДокумент8 страницEjercicio Planificación de La ProducciónMauricio Barraza0% (1)
- Taller 1 Ayudantia - PlaniДокумент10 страницTaller 1 Ayudantia - PlaniELe MaGoОценок пока нет
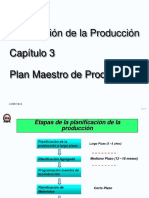
- Cap 3 - PP - Plan Maestro ProduccionДокумент47 страницCap 3 - PP - Plan Maestro ProduccionMauricio Barraza100% (1)
- Critic I DadДокумент117 страницCritic I DadCristhian ChanguanОценок пока нет
- MOF C10 03 Nov2021Документ176 страницMOF C10 03 Nov2021Luis Enrique ValdésОценок пока нет
- OSCARДокумент17 страницOSCARJhordan GoetendiaОценок пока нет
- Presupuesto AnaliticoДокумент3 страницыPresupuesto Analiticojesus fernando alfaro cochonОценок пока нет
- Introducción Al Análisis Sensorial y Estudios Con Consumidores: Nuevas PerspectivasДокумент472 страницыIntroducción Al Análisis Sensorial y Estudios Con Consumidores: Nuevas PerspectivasChristian G.V FernándezОценок пока нет
- 4.4 Planificación, Programación y Control Del Objetivo de Calidad. Proceso de Planificación de CalidadДокумент2 страницы4.4 Planificación, Programación y Control Del Objetivo de Calidad. Proceso de Planificación de Calidadgustavo adolfo ramos mendezОценок пока нет
- Polarización ElípticaДокумент2 страницыPolarización ElípticaAugusto GloopОценок пока нет
- Poes de Residuos SolidosДокумент5 страницPoes de Residuos SolidosEleaniht Martinez ConradoОценок пока нет
- Formato N 1 Ficha de Datos de Postulante A Profesional de SSO - v04Документ10 страницFormato N 1 Ficha de Datos de Postulante A Profesional de SSO - v04Nero SpardaОценок пока нет
- Triptico Del Mantenimiento CorrectivoДокумент2 страницыTriptico Del Mantenimiento CorrectivoDiego Parra100% (2)
- Celino Led Bcs680 SДокумент2 страницыCelino Led Bcs680 SOscarManuelChavezDelgadoОценок пока нет
- Ap29346 - Pollos Vencedor - Revision Comp N6wbhe-Bb Maq HieloДокумент2 страницыAp29346 - Pollos Vencedor - Revision Comp N6wbhe-Bb Maq HieloEdgarОценок пока нет
- Proceso ArbolДокумент8 страницProceso ArbolOrlando Angel Ordoñez RiveraОценок пока нет
- Fusibles ArtecheДокумент16 страницFusibles ArtecheWilliam M. CamachoОценок пока нет
- Actividad de Aprendizaje 5 Evidencia 6Документ9 страницActividad de Aprendizaje 5 Evidencia 6Valdiry Viloria NОценок пока нет
- Departamento de Ama de LlavesДокумент37 страницDepartamento de Ama de LlavesGabriela Garcia Gonzalez50% (2)
- Cuaderno de Trabajo As 4Документ20 страницCuaderno de Trabajo As 4final_soul209979% (14)
- Base de DatosДокумент13 страницBase de DatosCarolina CabreraОценок пока нет
- Informe de Practicas-Diseño de MezclasДокумент31 страницаInforme de Practicas-Diseño de MezclasToni CumpaОценок пока нет
- Retail One - Notas de VersiónДокумент144 страницыRetail One - Notas de VersiónLuis GaleanoОценок пока нет
- Dart GramaticaДокумент4 страницыDart GramaticaJuan EnríquezОценок пока нет
- Exactitud de Registro de InventarioДокумент6 страницExactitud de Registro de InventarioMartin Torrau CayoОценок пока нет
- Presentacion - PASANTIASGenesis - Colmenares DefnitivaДокумент13 страницPresentacion - PASANTIASGenesis - Colmenares DefnitivaGenesis ColmenaresОценок пока нет
- Ejercicios de EconomíaДокумент6 страницEjercicios de EconomíaStephany ManchegoОценок пока нет
- Las Especificaciones Técnicas para Proyecto y Construcción de Estaciones de Servicio version 2006 describen los aspectos esenciales para que operen dentro de los estándares de seguridad y funcionalidadДокумент1 страницаLas Especificaciones Técnicas para Proyecto y Construcción de Estaciones de Servicio version 2006 describen los aspectos esenciales para que operen dentro de los estándares de seguridad y funcionalidadTu Fredo100% (1)
- Flujo Carga Sistemas PotenciaДокумент55 страницFlujo Carga Sistemas PotenciaLisbet ArisacaОценок пока нет
- Taller Recepcion MercanciaДокумент2 страницыTaller Recepcion MercanciaTania Cecilia Bula BulaОценок пока нет
- Tipos de IndustriasДокумент6 страницTipos de IndustriasCarlos Enrique ChilelОценок пока нет
- Hoja de Vida - Ing Noe Milian CДокумент1 страницаHoja de Vida - Ing Noe Milian CJoseph BonillaОценок пока нет
- Estructura Tipos de Materiales SAPДокумент4 страницыEstructura Tipos de Materiales SAPespinosgОценок пока нет