Вам также может понравиться
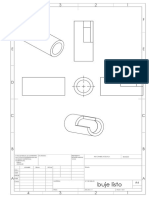
- Buje ListoДокумент1 страницаBuje ListourielОценок пока нет
- ChavetaДокумент1 страницаChavetaurielОценок пока нет
- SoporteДокумент1 страницаSoporteurielОценок пока нет
- Gestion ImprДокумент7 страницGestion ImprurielОценок пока нет
- FLOTACIONДокумент4 страницыFLOTACIONRosa María HerreraОценок пока нет
- Escenarios PDFДокумент24 страницыEscenarios PDFDaniel DiazОценок пока нет
- Integrales Triples en Coordenadas EsféricasДокумент5 страницIntegrales Triples en Coordenadas Esféricasrooney1Оценок пока нет
- Ejemplo Curruculum OcultoДокумент2 страницыEjemplo Curruculum OcultoSasha FregaОценок пока нет
- PATДокумент2 страницыPATJORGE LUIS MUÑOZ LINARESОценок пока нет
- Fisica 2do N 2da Ley de NewtonДокумент3 страницыFisica 2do N 2da Ley de NewtonBLNKBIANCHI100% (2)
- Norma Técnica - Red Geodesica GMLPДокумент51 страницаNorma Técnica - Red Geodesica GMLPJesus Coronado100% (2)
- Act2P1. Potencias y Operaciones Fundamentales.Документ4 страницыAct2P1. Potencias y Operaciones Fundamentales.IVANNA FOX BUSTAMANTEОценок пока нет
- XI Olimpiada Nacional Escolar de Matem Atica (ONEM 2014)Документ3 страницыXI Olimpiada Nacional Escolar de Matem Atica (ONEM 2014)Delia PilcoОценок пока нет
- Ensayo de La GeometriaДокумент6 страницEnsayo de La GeometriaNelly Nancy Salazar QuispeОценок пока нет
- Examen MatematicasДокумент5 страницExamen Matematicasjose luis100% (1)
- Segundo Nivel de Transición - Guía Didáctica de La Educadora PDFДокумент233 страницыSegundo Nivel de Transición - Guía Didáctica de La Educadora PDFMatilda NeiraОценок пока нет
- $RK0B45PДокумент135 страниц$RK0B45PAlejandra ChavezОценок пока нет
- Polinomios Especailes 2do Secundaria PDFДокумент2 страницыPolinomios Especailes 2do Secundaria PDFOmarAyuqueLlocllaОценок пока нет
- Guía 04 Líneas Trigonométricas, Ángulo de Más de 90°4Документ11 страницGuía 04 Líneas Trigonométricas, Ángulo de Más de 90°4Daniel GómezОценок пока нет
- Analizador de EspectrosДокумент51 страницаAnalizador de EspectrosDaniel C CantuОценок пока нет
- DIAGNOSTICO - 6to - 2024Документ54 страницыDIAGNOSTICO - 6to - 2024Lucía Anyelina SandovalОценок пока нет
- Actividad de Puntos Evaluables - Escenario 2 - PRIMER BLOQUE-CIENCIAS BASICAS - CALCULO II - (GRUPO B09)Документ4 страницыActividad de Puntos Evaluables - Escenario 2 - PRIMER BLOQUE-CIENCIAS BASICAS - CALCULO II - (GRUPO B09)Marly ClavijoОценок пока нет
- Tipos de Argumentos.19Документ16 страницTipos de Argumentos.19Nathali TorresОценок пока нет
- Copia de Calculo FuncionesДокумент1 страницаCopia de Calculo FuncionesGermanSepulvedaBolivarОценок пока нет
- Gimbal ControlДокумент24 страницыGimbal ControlCesar Gilberto Hernandez MontielОценок пока нет
- Conceptos Básicos de Diseño de ExperimentosДокумент3 страницыConceptos Básicos de Diseño de ExperimentosRic GiОценок пока нет
- Topología II. Crosales (Topologia Cociente) UgrДокумент4 страницыTopología II. Crosales (Topologia Cociente) Ugramcm25Оценок пока нет
- GEOMETRÍAДокумент14 страницGEOMETRÍAJosé LuqueОценок пока нет
- Modelo Registro MatematicaДокумент2 страницыModelo Registro Matematicaruben huarcaya monroyОценок пока нет
- Geometria Analítica La Recta (Ejercicios)Документ3 страницыGeometria Analítica La Recta (Ejercicios)Santiago CominaОценок пока нет
- Módulo Primer y Segundo Período 2Документ23 страницыMódulo Primer y Segundo Período 2Alvaro RiveraОценок пока нет
- Taller Potenciacion RadicacionДокумент1 страницаTaller Potenciacion RadicacionGustavo Bocanegra CaroОценок пока нет
- Despejes de FórmulasДокумент14 страницDespejes de FórmulasLesliCarinaPachecoLico0% (1)
- 04 - Trigonometria - Ángulos en Posicion Normal PDFДокумент1 страница04 - Trigonometria - Ángulos en Posicion Normal PDFDaniel Agramonte RondoyОценок пока нет