Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- T2 RRHH UpnДокумент6 страницT2 RRHH UpnJulio Cesar PuitizaОценок пока нет
- Diagrama de IshikawaДокумент5 страницDiagrama de IshikawaAlejandro Castro CalleОценок пока нет
- Reporte de Reparacion H 50 48 24 9Документ9 страницReporte de Reparacion H 50 48 24 9ositorxОценок пока нет
- Procedimiento de Preservacion para Equipos Fuera de Servicio 04-07-2014 Rev 0Документ47 страницProcedimiento de Preservacion para Equipos Fuera de Servicio 04-07-2014 Rev 0Isabel Cabudiva Acuña100% (3)
- Babbitt 1487720925Документ4 страницыBabbitt 1487720925Jassia CortésОценок пока нет
- 3W Actualizado Al 17112022Документ211 страниц3W Actualizado Al 17112022Jehison Gallegos RojasОценок пока нет
- Contaje de Partículas ES TEKNIKERДокумент12 страницContaje de Partículas ES TEKNIKERiosalcidoОценок пока нет
- Informe Técnico Inicial MT Bastidores Pala Bucyrus 495 DCH Rev.1Документ56 страницInforme Técnico Inicial MT Bastidores Pala Bucyrus 495 DCH Rev.1Mauricio Donoso100% (1)
- Averías en Los RodamientosДокумент75 страницAverías en Los RodamientosJosé Luis Guerra JácomeОценок пока нет
- Aws D14Документ1 страницаAws D14Darwin Zuni RosadoОценок пока нет
- SDRAДокумент9 страницSDRAPablo David Sosa EscobarОценок пока нет
- API 653 Curso PDFДокумент109 страницAPI 653 Curso PDFdonaldoguerreroОценок пока нет
- 2.1-Ficha AceroДокумент10 страниц2.1-Ficha AceroJavier R. Mamani Caljaro100% (1)
- COPLES fLEXIBLES TIPO SUDAFRICANO PDFДокумент6 страницCOPLES fLEXIBLES TIPO SUDAFRICANO PDFfernandoОценок пока нет
- ALIGNEO CursoДокумент38 страницALIGNEO CursoGonzalo Corrales Bouroncle100% (1)
- Eje EstriadoДокумент128 страницEje Estriado'Anniel FigueroaОценок пока нет
- Fallas en Los Dientes de Los EngranajesДокумент9 страницFallas en Los Dientes de Los EngranajesJoshep Gutierrez100% (1)
- Preparacion de Superficies Norma SSPC Granallado Cymmateriales ShotblastingДокумент8 страницPreparacion de Superficies Norma SSPC Granallado Cymmateriales ShotblastingHenryZambranoОценок пока нет
- Manual DIO 1000Документ184 страницыManual DIO 1000Felipe CarreonОценок пока нет
- FichTec Elf Epexelf 2Документ1 страницаFichTec Elf Epexelf 2GUILLERMO SEGURAОценок пока нет
- Cojinetes de Metal AntifricciónДокумент8 страницCojinetes de Metal AntifricciónpipealboxОценок пока нет
- Ebook - Marketing de Experiencia-CustomerExperienceДокумент129 страницEbook - Marketing de Experiencia-CustomerExperienceFernando HuarocОценок пока нет
- Control Altimétrico Horno RotatorioДокумент30 страницControl Altimétrico Horno RotatorioPercyОценок пока нет
- Linera PDFДокумент622 страницыLinera PDFPablo Antonio Villalobos Flores100% (1)
- Diferencia Entre Scada y HmiДокумент1 страницаDiferencia Entre Scada y HmiEduardo Vega ChavezОценок пока нет
- Análisis de Falla de Un Eje de PiñónДокумент20 страницAnálisis de Falla de Un Eje de PiñónVerónica MartínezОценок пока нет
- Analisis de AceiteДокумент2 страницыAnalisis de AceiterpumacayovОценок пока нет
- 1006024-Alambre Fabco 115 0045 (12 MM) InduraДокумент2 страницы1006024-Alambre Fabco 115 0045 (12 MM) InduraMauricio Alexis Cubillos LaraОценок пока нет
- Info Rodamientos WarmanДокумент1 страницаInfo Rodamientos WarmanCamilo Dittus LeónОценок пока нет
- CIRVAL Lubricacion CentralizadaДокумент80 страницCIRVAL Lubricacion CentralizadaMIGUELОценок пока нет
- Cómo Leer Los Códigos de Los NeumáticosДокумент4 страницыCómo Leer Los Códigos de Los NeumáticosPoncho RmzОценок пока нет
- 04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosДокумент17 страниц04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosRaúl AnelОценок пока нет
- Defectología (TAFA)Документ43 страницыDefectología (TAFA)Jesus D. Gutierrez G.Оценок пока нет
- Catalogo Folleto RecsolДокумент8 страницCatalogo Folleto RecsolBasellLiveОценок пока нет
- Acoples para Molinos de Ca - AДокумент14 страницAcoples para Molinos de Ca - ABruno CarnemollaОценок пока нет
- Planchas Bimetalicas PRDДокумент18 страницPlanchas Bimetalicas PRDCharqОценок пока нет
- Mantenimiento de Reductores CoaxialДокумент4 страницыMantenimiento de Reductores Coaxialluis alfredo mejia rodriguezОценок пока нет
- Poleas MackissicДокумент1 страницаPoleas MackissicAnonymous ciu3QEjuSОценок пока нет
- Mecanizado PDFДокумент8 страницMecanizado PDFPedro Leos100% (1)
- Acido BoricoДокумент10 страницAcido BoricoVictor GonzálezОценок пока нет
- Selección de Acoplamiento VulkanДокумент1 страницаSelección de Acoplamiento VulkanAlex Xavier Malasquez LeónОценок пока нет
- Equivalencias de Bronces EuropeosДокумент5 страницEquivalencias de Bronces EuropeosDaniel Matinez EsquivelОценок пока нет
- Iso 8132 PDFДокумент67 страницIso 8132 PDFkeikodavilaОценок пока нет
- 428 112s Falk Steelflex Type T10, Sizes 150 260,1150 1260 Grid Couplings Installation ManualДокумент6 страниц428 112s Falk Steelflex Type T10, Sizes 150 260,1150 1260 Grid Couplings Installation ManualJorge A VilalОценок пока нет
- 01 2 PDFДокумент32 страницы01 2 PDFPlaneamiento AntapaccayОценок пока нет
- Catalogo Soldaduras y MetalizadoДокумент12 страницCatalogo Soldaduras y MetalizadoJose VergaraОценок пока нет
- FICHATECMXL Cortacero A 5090Документ1 страницаFICHATECMXL Cortacero A 5090Angel Negrete BonesОценок пока нет
- Medidor de EspesoresДокумент12 страницMedidor de EspesoresMauro AlejandroОценок пока нет
- FAG 18 Soportes para RodamientosДокумент38 страницFAG 18 Soportes para RodamientosLenin CastilloОценок пока нет
- Analisis de FallasДокумент39 страницAnalisis de FallasBart Reyes100% (1)
- Diseño de ChasisДокумент23 страницыDiseño de ChasisMario JayaОценок пока нет
- Hb0963-Analisis Vibracional-3223ml003Документ5 страницHb0963-Analisis Vibracional-3223ml003Jose AndradeОценок пока нет
- SДокумент8 страницSSergio Manuel Ovando ChaconОценок пока нет
- Recuperacion de Ciguenales PDFДокумент7 страницRecuperacion de Ciguenales PDFEdgardoCadaganОценок пока нет
- MSDS Liquido PenetranteДокумент5 страницMSDS Liquido PenetranteAlex AstuhuamanОценок пока нет
- Memoria de CalculoДокумент38 страницMemoria de CalculoHector Martin Valle TapiaОценок пока нет
- Banco de Balanceo Dinamico 3Документ58 страницBanco de Balanceo Dinamico 3Ronald Balderrama100% (1)
- Manual Mtto - Drive One (Español)Документ10 страницManual Mtto - Drive One (Español)jhonatanОценок пока нет
- Tabla de RoscadДокумент51 страницаTabla de Roscadmecanica2000Оценок пока нет
- ENGRANAJESДокумент47 страницENGRANAJESEstefania Zurita100% (2)
- Propuesta de Jabon de TrefiladoДокумент66 страницPropuesta de Jabon de TrefiladoHector LavoeОценок пока нет
- Fallas en Uniones Empernadas en Forros de MolinoДокумент2 страницыFallas en Uniones Empernadas en Forros de Molinoedwiarias100% (1)
- Barra para Cons Trucci On 34 inДокумент2 страницыBarra para Cons Trucci On 34 inAlberttiniGzОценок пока нет
- Informe de Inspección Vacuum SERCONLECAДокумент3 страницыInforme de Inspección Vacuum SERCONLECArobertОценок пока нет
- F CC1 104 Qa Inf 017 - RBДокумент54 страницыF CC1 104 Qa Inf 017 - RBeloy yerrsy hinojosa brocosОценок пока нет
- LC-2490-02 MPP PDFДокумент23 страницыLC-2490-02 MPP PDFRuben Dario Alfaro AguileraОценок пока нет
- Especificaciones Tecnicas de AcerosДокумент3 страницыEspecificaciones Tecnicas de AcerosALDAIR ADRIAN SANTOS SOTOОценок пока нет
- 2498 Jet Novopox Epn 800Документ2 страницы2498 Jet Novopox Epn 800Isabel Cabudiva AcuñaОценок пока нет
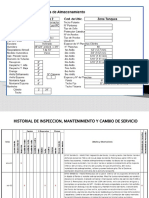
- Mantto de TQ 2 - MollendoДокумент4 страницыMantto de TQ 2 - MollendoIsabel Cabudiva AcuñaОценок пока нет
- 1816 Jet Tube 95Документ2 страницы1816 Jet Tube 95Julio MamaniОценок пока нет
- Jet Pox High ResistantДокумент2 страницыJet Pox High ResistantIsabel Cabudiva AcuñaОценок пока нет
- 1816 Jet Tube 95Документ2 страницы1816 Jet Tube 95Julio MamaniОценок пока нет
- 10.-HT Jet Pox High Resistant PDFДокумент2 страницы10.-HT Jet Pox High Resistant PDFIQCALLANОценок пока нет
- 2498 Jet Novopox Epn 800Документ2 страницы2498 Jet Novopox Epn 800Isabel Cabudiva AcuñaОценок пока нет
- 03-Turbina A GasДокумент34 страницы03-Turbina A GasjorgeperzОценок пока нет
- 03-Turbina A GasДокумент34 страницы03-Turbina A GasjorgeperzОценок пока нет
- Instalacion VaporДокумент49 страницInstalacion VaporYadira Camacho Castañon100% (1)
- DisponibilidadДокумент6 страницDisponibilidadrjimmybОценок пока нет
- FRICARE-Recuperacion de Cojinetes-J Trib 2014Документ34 страницыFRICARE-Recuperacion de Cojinetes-J Trib 2014Abraham Ortiz Navarro100% (1)
- FRICARE-Recuperacion de Cojinetes-J Trib 2014Документ34 страницыFRICARE-Recuperacion de Cojinetes-J Trib 2014Abraham Ortiz Navarro100% (1)
- Calculo Capacidad Calorica Gases 2Документ9 страницCalculo Capacidad Calorica Gases 2Alvaro VillabonaОценок пока нет
- 03-Turbina A GasДокумент34 страницы03-Turbina A GasjorgeperzОценок пока нет
- Planes APIДокумент13 страницPlanes APIMartin VCОценок пока нет
- Mantenimiento BombasДокумент35 страницMantenimiento Bombas121109Оценок пока нет
- VIC IOM Spanish UY PDFДокумент72 страницыVIC IOM Spanish UY PDFIsabel Cabudiva AcuñaОценок пока нет
- SCIU-154 - Entregable 01Документ8 страницSCIU-154 - Entregable 01carlosОценок пока нет
- Bloqueadores de Los Receptores de CalcioДокумент14 страницBloqueadores de Los Receptores de CalcioJulio César AlvarezОценок пока нет
- CartografíaPPT PDFДокумент20 страницCartografíaPPT PDFMARLON HENRY PANDURO AUCCASIОценок пока нет
- LIBRO Completo DEPRESION EN NIÑOS Y ADOLESCДокумент6 страницLIBRO Completo DEPRESION EN NIÑOS Y ADOLESCMiguel EduardoОценок пока нет
- Formato Prescripcion Personas MoralesДокумент2 страницыFormato Prescripcion Personas MoralesGerko ManriqueОценок пока нет
- ReporteadorДокумент2 страницыReporteadorRoxana AlbertiОценок пока нет
- Espectroscopia de Absorción MolecularДокумент2 страницыEspectroscopia de Absorción MolecularSamir SachaОценок пока нет
- Examen InvestigacionДокумент19 страницExamen InvestigacionCristopher AndrewОценок пока нет
- UNFVДокумент2 страницыUNFVErick EspirituОценок пока нет
- Blastomicosis 2020Документ23 страницыBlastomicosis 2020Naomi PochonОценок пока нет
- TMC - Hierro - Grupo 3Документ14 страницTMC - Hierro - Grupo 3Kayla VeraОценок пока нет
- Deber Control Parte 2Документ2 страницыDeber Control Parte 2sof696ia100% (1)
- Informe#3 Ley de OhmДокумент5 страницInforme#3 Ley de OhmJuan Carlos AnguizolaОценок пока нет
- Fundamentos Del TornoДокумент35 страницFundamentos Del Tornometeoro_03019710Оценок пока нет
- Ejercicios Tema 4 Inferencia Estadistica PDFДокумент13 страницEjercicios Tema 4 Inferencia Estadistica PDFArion Yolicar AQОценок пока нет
- MSS Manual VALI EspanolДокумент68 страницMSS Manual VALI EspanolCAMICHILОценок пока нет
- Intoxicacion Por HFДокумент4 страницыIntoxicacion Por HFjoluperuОценок пока нет
- INFOGRAFíAДокумент9 страницINFOGRAFíACristian TabaresОценок пока нет
- Anunciada Secuela de Shugo Chara! - Ramen para DosДокумент23 страницыAnunciada Secuela de Shugo Chara! - Ramen para DosAlbani hurtadoОценок пока нет
- Tema: Redes Virtuales A La Actualidad, Reconociendo Sus RiesgosДокумент3 страницыTema: Redes Virtuales A La Actualidad, Reconociendo Sus RiesgosVane VelaОценок пока нет
- Recocido-Simulado ModificadoДокумент22 страницыRecocido-Simulado ModificadoJoel MontalvanОценок пока нет
- Programacion de Obra ActualizadoДокумент1 страницаProgramacion de Obra ActualizadoDaniel SánchezОценок пока нет
- SQL 1 ST231Документ5 страницSQL 1 ST231PATRICK STIP VILLALOBOS LOZANOОценок пока нет
- RPMДокумент16 страницRPMricardo_sotelo817652Оценок пока нет
- Examen Práctico IluminaciónДокумент6 страницExamen Práctico IluminaciónJessica AlcantaraОценок пока нет