Вам также может понравиться
- General Description: Fob4 Ts Technical ManualДокумент39 страницGeneral Description: Fob4 Ts Technical ManualMohammed S.GoudaОценок пока нет
- Optimizing The Sterilization Process of Canned FooДокумент9 страницOptimizing The Sterilization Process of Canned FooMohammed S.GoudaОценок пока нет
- Qualify Facilities, HVAC and Water Systems: Jerry LaneseДокумент144 страницыQualify Facilities, HVAC and Water Systems: Jerry LaneseMohammed S.GoudaОценок пока нет
- Microwave-Assisted Freeze-Drying of Monoclonal Antibodies: Product Quality Aspects and Storage StabilityДокумент21 страницаMicrowave-Assisted Freeze-Drying of Monoclonal Antibodies: Product Quality Aspects and Storage StabilityMohammed S.GoudaОценок пока нет
- Conducting The ISO 14644-3 Cleanroom Recovery Test With The MET ONE 3400Документ9 страницConducting The ISO 14644-3 Cleanroom Recovery Test With The MET ONE 3400Mohammed S.GoudaОценок пока нет
- اللغة النوبية كيف نكتبهاДокумент100 страницاللغة النوبية كيف نكتبهاMohammed S.GoudaОценок пока нет
- Recovery Time For ISO Class 8 Cleanrooms: Create PDF in Your Applications With The PdfcrowdДокумент4 страницыRecovery Time For ISO Class 8 Cleanrooms: Create PDF in Your Applications With The PdfcrowdMohammed S.GoudaОценок пока нет
- FD Validation Heating ShelveДокумент42 страницыFD Validation Heating ShelveMohammed S.GoudaОценок пока нет
- Hikma Pharmaceuticals-Apis Sterile Bms System: Installation/Operation Qualification ProtocolДокумент39 страницHikma Pharmaceuticals-Apis Sterile Bms System: Installation/Operation Qualification ProtocolMohammed S.GoudaОценок пока нет
- BI Checklist: Troubleshoot A Positive Biological Indicator in Steam SterilizationДокумент1 страницаBI Checklist: Troubleshoot A Positive Biological Indicator in Steam SterilizationMohammed S.GoudaОценок пока нет
- Institute of Validation Technology Validation Week-PhiladelphiaДокумент61 страницаInstitute of Validation Technology Validation Week-PhiladelphiaMohammed S.GoudaОценок пока нет
- Analytical Method ValidationДокумент55 страницAnalytical Method ValidationMohammed S.Gouda67% (3)
- Unipole MultipoleДокумент186 страницUnipole MultipoleMohammed S.GoudaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Klübersynth UH1 14-151: Product InformationДокумент2 страницыKlübersynth UH1 14-151: Product InformationNathanael SuryantoroОценок пока нет
- 8J Summary SheetДокумент2 страницы8J Summary Sheet박찬우Оценок пока нет
- Stay CablesДокумент22 страницыStay Cablesalex_g00dyОценок пока нет
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorДокумент72 страницыPIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaОценок пока нет
- Eramus Bridge PDFДокумент10 страницEramus Bridge PDFBabaO.Riley100% (1)
- MJ4502 High-Power PNP Silicon TransistorДокумент4 страницыMJ4502 High-Power PNP Silicon Transistorjoao victorОценок пока нет
- Electro Magnetic Induction PDFДокумент28 страницElectro Magnetic Induction PDFPuran BistaОценок пока нет
- Lecure Two. ReactorsДокумент56 страницLecure Two. ReactorsSophia WambuiОценок пока нет
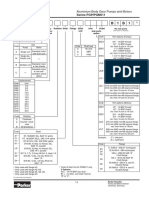
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Документ7 страницPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksОценок пока нет
- User'S Manual: Capstone MicroturbineДокумент56 страницUser'S Manual: Capstone MicroturbinemassimocalviОценок пока нет
- Bubbling Kun NiДокумент7 страницBubbling Kun NiBelen CRОценок пока нет
- 01 GeoStrucAnal Cylinder Elastic PDFДокумент12 страниц01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikОценок пока нет
- GIS Project Management GIS Project Management: Quality Issues Quality IssuesДокумент1 страницаGIS Project Management GIS Project Management: Quality Issues Quality IssuesLeo DobreciОценок пока нет
- Philips Aquatrio FC7070 - 01 Esploso ManualeДокумент9 страницPhilips Aquatrio FC7070 - 01 Esploso ManualeRocco Mangione0% (1)
- VLE Lactic Acid Ethyl Lactate Esterification PDFДокумент7 страницVLE Lactic Acid Ethyl Lactate Esterification PDFAseem Kashyap0% (1)
- Comfort and Performance Your Customers DemandДокумент18 страницComfort and Performance Your Customers Demandgizex2013Оценок пока нет
- 21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilДокумент4 страницы21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilJose ManzanarezОценок пока нет
- Kathir CollegeДокумент3 страницыKathir Collegeshanjuneo17Оценок пока нет
- Write An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersДокумент3 страницыWrite An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersMark Jelan100% (1)
- Fiber Optic Trainer/ Fiber & OSP TechnicianДокумент7 страницFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706Оценок пока нет
- Cif Purge Plug Systems en 3Документ3 страницыCif Purge Plug Systems en 3abdeljalil elbadrОценок пока нет
- SQ Presentation 2021-r2Документ43 страницыSQ Presentation 2021-r2nadeem4ahmed-805026Оценок пока нет
- Product Management Self-Learning ManualДокумент261 страницаProduct Management Self-Learning ManualAbhishek Arekar100% (1)
- Hot Air Oven Or Dry Oven: نﺎﺸﻄﻋ ﻦﻴﺴﺣ ﻲﻠﻋ G @a - nv19Документ2 страницыHot Air Oven Or Dry Oven: نﺎﺸﻄﻋ ﻦﻴﺴﺣ ﻲﻠﻋ G @a - nv19حسين محمد مطرود كاظمОценок пока нет
- Waqas Riaz: Total Years of Experience: 2 Years ObjectiveДокумент2 страницыWaqas Riaz: Total Years of Experience: 2 Years ObjectiveIrfanОценок пока нет
- C12200Документ3 страницыC12200xgiorg100% (1)
- Geotechnical Engineering 1 (RMIT) Course RevisionДокумент53 страницыGeotechnical Engineering 1 (RMIT) Course RevisionSaint123Оценок пока нет
- AirStash Manual A01 PDFДокумент15 страницAirStash Manual A01 PDFArcangelo Di TanoОценок пока нет
- Intermec CS40 SpecsДокумент8 страницIntermec CS40 Specsss1222Оценок пока нет