Вам также может понравиться
- AMS-2404-G - Electroless Nickel CoatingДокумент9 страницAMS-2404-G - Electroless Nickel CoatingaadmaadmОценок пока нет
- Security Blanket BunnyДокумент8 страницSecurity Blanket BunnyFlorelisa100% (2)
- NIP - Weld Check SheetДокумент1 страницаNIP - Weld Check SheetAlanka Prasad100% (2)
- Tool SteelДокумент6 страницTool Steelsaifullah629Оценок пока нет
- ASME B31.3 Process Piping Wall Thickness CalculationДокумент27 страницASME B31.3 Process Piping Wall Thickness CalculationJesus Magallanes SОценок пока нет
- Project Report On Aac Block Manufacturing PlantДокумент7 страницProject Report On Aac Block Manufacturing PlantEIRI Board of Consultants and PublishersОценок пока нет
- Process Control LДокумент23 страницыProcess Control Ltariq fareedОценок пока нет
- KT Fitting CatalogueДокумент13 страницKT Fitting CataloguemarclkmОценок пока нет
- Recommended Cutting Speeds For Dapra SBN CuttersДокумент1 страницаRecommended Cutting Speeds For Dapra SBN CuttersEduardo Aleman ReynaОценок пока нет
- Ferrite Bainite SteelsДокумент6 страницFerrite Bainite SteelsK S RamakrishnaОценок пока нет
- TDS Hardcarb 60 (#ETT - EN - 20.1)Документ2 страницыTDS Hardcarb 60 (#ETT - EN - 20.1)Jimit ShahОценок пока нет
- SteelДокумент1 страницаSteelgego2Оценок пока нет
- Din Alsl Bs Jis O: Bohler High GradeДокумент1 страницаDin Alsl Bs Jis O: Bohler High Gradehamidin_syarifОценок пока нет
- Raft Foundation and Slab Drain Cover Detail-ModelДокумент1 страницаRaft Foundation and Slab Drain Cover Detail-ModelWIBAWAJA SOLUTIONSОценок пока нет
- Standartni-Chukove 2014 UK-5Документ15 страницStandartni-Chukove 2014 UK-5Tan Minh Tam TruongОценок пока нет
- Why HARDOX in Tipping TrailersДокумент8 страницWhy HARDOX in Tipping TrailersHugo RodriguezОценок пока нет
- Maxx Tuff General Purpose BeltsДокумент6 страницMaxx Tuff General Purpose BeltsVicky ImmanuelОценок пока нет
- Focus Area Refuse Trucks 2009Документ25 страницFocus Area Refuse Trucks 2009Varun KediaОценок пока нет
- Industrial Lubricants BrochureДокумент8 страницIndustrial Lubricants BrochureVishwanath ShettyОценок пока нет
- Aisi M2 DIN 3343: 770-860 Furnace FurnaceДокумент1 страницаAisi M2 DIN 3343: 770-860 Furnace FurnaceMichel MancillaОценок пока нет
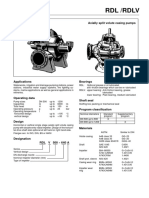
- Horizontal or vertical single stage axially split volute casing pump product introductionДокумент4 страницыHorizontal or vertical single stage axially split volute casing pump product introductionLuis Christian Davila CangalayaОценок пока нет
- Unibar 7Документ18 страницUnibar 7marutb99Оценок пока нет
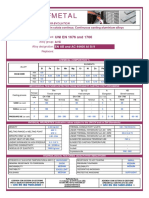
- The Aluminium Evolution: Continuous Casting Aluminium AlloysДокумент2 страницыThe Aluminium Evolution: Continuous Casting Aluminium AlloysHareth MRAIDIОценок пока нет
- BS 970 En8dДокумент1 страницаBS 970 En8djobseekerarulkumarОценок пока нет
- TDS Hardcarb 70 (#ET - EN - 20.1)Документ2 страницыTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahОценок пока нет
- ZINC ANODE CORROSION PREVENTIONДокумент4 страницыZINC ANODE CORROSION PREVENTIONalma2028Оценок пока нет
- Worshop RecommendationsДокумент25 страницWorshop RecommendationsEnoc Andrade100% (1)
- 12 Excavator AttachmentsДокумент31 страница12 Excavator AttachmentsAndrey GyrychОценок пока нет
- Corrosion and Cracking in Recovery BoilersДокумент23 страницыCorrosion and Cracking in Recovery BoilersAndy Herdyal SitumorangОценок пока нет
- 1564 Fox Ev 85 ElettrodoДокумент1 страница1564 Fox Ev 85 ElettrodoAminОценок пока нет
- High Speed Steel Round BarДокумент4 страницыHigh Speed Steel Round BarMANJEET KUMARОценок пока нет
- Focus - Area - Shot-Blasting - Cabins - 2009Документ16 страницFocus - Area - Shot-Blasting - Cabins - 2009Varun KediaОценок пока нет
- ASTM A 108 Grade 1020Документ1 страницаASTM A 108 Grade 1020juan ormacheaОценок пока нет
- 34crnimo6: Steel GradeДокумент4 страницы34crnimo6: Steel Gradeanu swamiОценок пока нет
- High Tensile: Voestalpine High Performance Metals (Australia) Pty LTDДокумент5 страницHigh Tensile: Voestalpine High Performance Metals (Australia) Pty LTDSinan YıldızОценок пока нет
- BS 970 EN8 EN9, EN19, EN24, EN36 Etc. and The Most Equivalent Is Grade 080M40 Steel in BS 970-1991.Документ4 страницыBS 970 EN8 EN9, EN19, EN24, EN36 Etc. and The Most Equivalent Is Grade 080M40 Steel in BS 970-1991.ashwiniОценок пока нет
- HammersДокумент24 страницыHammersMauricio MpintoОценок пока нет
- Rod End SeriesДокумент14 страницRod End SeriesNopОценок пока нет
- LSI RF Series Floodlight Spec Sheet 1981Документ2 страницыLSI RF Series Floodlight Spec Sheet 1981Alan MastersОценок пока нет
- CAT - VTB (C) 160E - 084056 - PequeñosДокумент10 страницCAT - VTB (C) 160E - 084056 - PequeñosMaritza RosasОценок пока нет
- V-AISI 01 Tool Steel Properties & Heat Treatment GuideДокумент1 страницаV-AISI 01 Tool Steel Properties & Heat Treatment GuideFebri SSОценок пока нет
- Schedule of Technical Data For Belt Conveyors: Description Unit BC-001 BC-002Документ3 страницыSchedule of Technical Data For Belt Conveyors: Description Unit BC-001 BC-002anon_440745729Оценок пока нет
- FCD 450-10 DatasheetДокумент2 страницыFCD 450-10 DatasheetMohammedFaisalGirachОценок пока нет
- Ffe Brtpctbends 210407Документ2 страницыFfe Brtpctbends 210407api-3725163Оценок пока нет
- S@HG-CT-04-01 Bolt Cutter & Cable CutterДокумент2 страницыS@HG-CT-04-01 Bolt Cutter & Cable CutterAh Cat Northern SmartОценок пока нет
- 800M_800H_800HDДокумент5 страниц800M_800H_800HDnoelfarmarОценок пока нет
- עיסא חורי - רדיוגרפיה - דוח 22217Документ2 страницыעיסא חורי - רדיוגרפיה - דוח 22217Aaron SvetОценок пока нет
- FeaturesДокумент8 страницFeaturesHector0412Оценок пока нет
- 42CrMo4 steel product specificationДокумент3 страницы42CrMo4 steel product specificationeduardomanar1224Оценок пока нет
- Pole Sheets: Cold-Rolled Steel StripДокумент2 страницыPole Sheets: Cold-Rolled Steel StripL Mahender ReddyОценок пока нет
- Brochure XD15NWДокумент16 страницBrochure XD15NWShankar PediredlaОценок пока нет
- Interlloy Grade 1045 Carbon Steel BarДокумент3 страницыInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTEОценок пока нет
- ZAR 400 DatasheetДокумент2 страницыZAR 400 DatasheetWILLIAN PATRICK DA SILVA RODRIGUESОценок пока нет
- Thermomechanically rolled steels data sheetДокумент3 страницыThermomechanically rolled steels data sheetSalvadorОценок пока нет
- Ador Welding Cromoten D For c5 & f5 WeldingДокумент1 страницаAdor Welding Cromoten D For c5 & f5 WeldingShar MathewОценок пока нет
- Powder Metallurgy HSS: Chemical CompositionДокумент2 страницыPowder Metallurgy HSS: Chemical Compositiongraziano girottoОценок пока нет
- Extra High Strength Steels - Strenx vs. HardoxДокумент1 страницаExtra High Strength Steels - Strenx vs. Hardoxdavid blecicОценок пока нет
- Stellram Turning Cutting Speeds Inch PDFДокумент4 страницыStellram Turning Cutting Speeds Inch PDFAJi Syaeful BarkahОценок пока нет
- Hardfacing - Catalog H-650Документ1 страницаHardfacing - Catalog H-650Takul ThongyooОценок пока нет
- Sae 1022Документ1 страницаSae 1022talebimahdi924Оценок пока нет
- Flame Spray Coating Solutions for Hydro ComponentsДокумент21 страницаFlame Spray Coating Solutions for Hydro ComponentsFolpoОценок пока нет
- Welding consumables for ferritic stainless steelsДокумент1 страницаWelding consumables for ferritic stainless steelsBranko FerenčakОценок пока нет
- Inverter Drive and Vector Drive Motors: Made in The U.S.AДокумент24 страницыInverter Drive and Vector Drive Motors: Made in The U.S.APedroОценок пока нет
- Naxtra-Xabo 2010 GBДокумент6 страницNaxtra-Xabo 2010 GBjosel213Оценок пока нет
- SERVOTECNICA-SRH SlipRingsДокумент4 страницыSERVOTECNICA-SRH SlipRingsTenday Agus Setya WibawaОценок пока нет
- ZW Brochure V2 PDFДокумент37 страницZW Brochure V2 PDFCarlos SimoesОценок пока нет
- SIP-Measurement Sheets-Jhalawar - TrenchlessДокумент13 страницSIP-Measurement Sheets-Jhalawar - TrenchlessPC Snehal Construction Pvt. Ltd. JhalawarОценок пока нет
- Kate Angel A. Ragat IIIДокумент4 страницыKate Angel A. Ragat IIIK maОценок пока нет
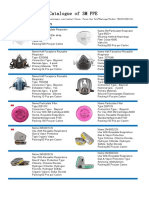
- Catalogue of 3M PPE and Safety EquipmentДокумент3 страницыCatalogue of 3M PPE and Safety EquipmentSothearaThengОценок пока нет
- Unit+1 Some+Basic+Concepts+In+Chemistry PDFДокумент20 страницUnit+1 Some+Basic+Concepts+In+Chemistry PDFParth GargОценок пока нет
- Linda - Review W CKI - 04mar20 - Increasing 10percent of Contract Unit RateДокумент54 страницыLinda - Review W CKI - 04mar20 - Increasing 10percent of Contract Unit RateoktianaОценок пока нет
- Acid Recovery SystemДокумент7 страницAcid Recovery SystemDwi Ratna MustafidaОценок пока нет
- Soyol Polyol FormulationsДокумент3 страницыSoyol Polyol FormulationsurethanОценок пока нет
- Hydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Документ22 страницыHydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Rolando Nuñez MonrroyОценок пока нет
- Service Manual - Sandpiper s15Документ24 страницыService Manual - Sandpiper s15tineohОценок пока нет
- Crack PinningДокумент4 страницыCrack PinningMohdFadliОценок пока нет
- Hydrocarbons: AlkanesДокумент12 страницHydrocarbons: AlkanesFredrick HeffersonОценок пока нет
- Hazardous Material ClassesДокумент11 страницHazardous Material ClassesSaurav NegiОценок пока нет
- Bulacan Loft: Product SpecificationsДокумент22 страницыBulacan Loft: Product SpecificationsLang AwОценок пока нет
- Ratio - 3: Mixtures and Alligation QA QuestionsДокумент8 страницRatio - 3: Mixtures and Alligation QA QuestionsAjeet Singh IMS JaipurОценок пока нет
- Cathodic Protection System For Tank Bottom Plate 1688916078Документ6 страницCathodic Protection System For Tank Bottom Plate 1688916078youplai100% (1)
- Build Windows Doors Guide AA Tech UniversityДокумент49 страницBuild Windows Doors Guide AA Tech UniversityAnonymous oUoJ4A8xОценок пока нет
- BMW Center Show Room Final-01Документ43 страницыBMW Center Show Room Final-01QC MEPОценок пока нет
- Test Limits & FrequencyДокумент9 страницTest Limits & FrequencySangram MundeОценок пока нет
- Coating, Laminating and Testing CapabilitiesДокумент28 страницCoating, Laminating and Testing CapabilitiesrabiulfОценок пока нет
- ASTM Norms Commonly UsedДокумент1 страницаASTM Norms Commonly UsedBauyrzhanОценок пока нет
- TDS Brushbond IndiaДокумент2 страницыTDS Brushbond IndiahemantrulzОценок пока нет
- P EBAA Mega Coupling Series 3800Документ4 страницыP EBAA Mega Coupling Series 3800Brandon HoltenОценок пока нет
- Caradco Window InstructionsДокумент17 страницCaradco Window InstructionsScott KramerОценок пока нет