Вам также может понравиться
- T3A-T3L Servo DriverДокумент49 страницT3A-T3L Servo DriverRodrigo Salazar71% (7)
- Fence Method StatementДокумент1 страницаFence Method StatementsercanОценок пока нет
- Capsule Research ProposalДокумент4 страницыCapsule Research ProposalAilyn Ursal80% (5)
- Sample BOQ Central HVACДокумент7 страницSample BOQ Central HVACbookjaman92% (12)
- 11kV Line - WorkДокумент4 страницы11kV Line - Worksbpathi50% (2)
- PSC Girder MethodologyДокумент12 страницPSC Girder MethodologySaurabh KumarОценок пока нет
- Water Tower BQДокумент1 страницаWater Tower BQIsaac Mureithi MainaОценок пока нет
- SH210 5 SERVCE CD PDF Pages 1 33Документ33 страницыSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- Civil Work Specification Part 44Документ10 страницCivil Work Specification Part 44AM MAОценок пока нет
- Pressed Steel Door FramesДокумент3 страницыPressed Steel Door FramesGuna SekaranОценок пока нет
- Rolling Shutter: Detail Specification / Requirements As Per Relevant IS CodeДокумент1 страницаRolling Shutter: Detail Specification / Requirements As Per Relevant IS CodePujan NeupaneОценок пока нет
- DPWHДокумент8 страницDPWHleovorigОценок пока нет
- 220KV SWYD Surface GravelingДокумент2 страницы220KV SWYD Surface Gravelingabdulyunus_amirОценок пока нет
- Technical Specification of Rolling Shutter For ACDFS BuildingДокумент10 страницTechnical Specification of Rolling Shutter For ACDFS BuildingnikkiОценок пока нет
- 8, BNBC Short NotesДокумент25 страниц8, BNBC Short NotesLutfor RahmanОценок пока нет
- R Miscellaneous1Документ3 страницыR Miscellaneous1daveleyconsОценок пока нет
- SECTION 8.05: Slope Protection and StabilizationДокумент2 страницыSECTION 8.05: Slope Protection and StabilizationYasmin AkramОценок пока нет
- Spec (1) .11 KV Rocking Type Tpgo IsolatorДокумент7 страницSpec (1) .11 KV Rocking Type Tpgo Isolatorarindam90Оценок пока нет
- AASHTO Table 10.32.1A Bds-Sec10cДокумент20 страницAASHTO Table 10.32.1A Bds-Sec10cWill McMullenОценок пока нет
- 4-Specs-Hangers and SupportsДокумент2 страницы4-Specs-Hangers and SupportsTalha BaigОценок пока нет
- Sluice Gate SpecificationДокумент6 страницSluice Gate Specificationramkumar121Оценок пока нет
- M&E SPC 5 DS-RДокумент7 страницM&E SPC 5 DS-Ramirul8686Оценок пока нет
- Building 05 Sub Section 05Документ23 страницыBuilding 05 Sub Section 05satnam1979Оценок пока нет
- Tank Erection Manual 2010Документ17 страницTank Erection Manual 2010kaijuОценок пока нет
- Construction of Post Tension Slab System.: MaterialsДокумент13 страницConstruction of Post Tension Slab System.: Materialsdindo lauron100% (1)
- Skandhanshi Infra Projects (I) PVT LTD: Qa/Qc DepartmentДокумент42 страницыSkandhanshi Infra Projects (I) PVT LTD: Qa/Qc DepartmentVinod MasaniОценок пока нет
- PART VI, Chapter 8, DetailingДокумент25 страницPART VI, Chapter 8, DetailingLutfor RahmanОценок пока нет
- R Miscellaneous1Документ3 страницыR Miscellaneous1alep azizОценок пока нет
- Specification of Toilet BlockДокумент2 страницыSpecification of Toilet BlockKuldeep ChakerwartiОценок пока нет
- Gate ConditionДокумент18 страницGate ConditionkiranrauniyarОценок пока нет
- Division 3 Specs WrittingДокумент16 страницDivision 3 Specs WrittingJaymar Palomares OrilloОценок пока нет
- Roofing: Chapter-IxДокумент30 страницRoofing: Chapter-IxRamsubbuОценок пока нет
- Pile - Driven PilesДокумент2 страницыPile - Driven PilesAbdul Nafeeq AliОценок пока нет
- MORT&H Stone in Wire Crates SpecififcationДокумент8 страницMORT&H Stone in Wire Crates SpecififcationKunal MandalaywalaОценок пока нет
- Floating Roof DesinДокумент5 страницFloating Roof Desindimdaliak_985662241Оценок пока нет
- CEB 711 - Structural Design II: Semester 2, 2020 2Документ32 страницыCEB 711 - Structural Design II: Semester 2, 2020 2Asnil PrakashОценок пока нет
- Diaphragm WallДокумент4 страницыDiaphragm Wallリムスィギャン瑞娴Оценок пока нет
- TECHNICAL SPECIFICATIONS CONSTRUCTION RodelДокумент12 страницTECHNICAL SPECIFICATIONS CONSTRUCTION Rodelmary joy PanamaОценок пока нет
- Compliance On Qcs SpecsДокумент16 страницCompliance On Qcs Specsvhin84Оценок пока нет
- Antiseismic StirrupsДокумент24 страницыAntiseismic StirrupsmarОценок пока нет
- Assignment - Tension MembersДокумент3 страницыAssignment - Tension MembersUlasi IfeanyiОценок пока нет
- General Specification (Building) 30-01-21 198-380Документ183 страницыGeneral Specification (Building) 30-01-21 198-380shujaОценок пока нет
- Chain Link Fencing: Galvanised Green Pve Coated/Galvanised CoreДокумент3 страницыChain Link Fencing: Galvanised Green Pve Coated/Galvanised CorevanmurthyОценок пока нет
- General Guidelines InsulationДокумент56 страницGeneral Guidelines InsulationPadmanaban SoundirarajanОценок пока нет
- 609 - Curbing Concrete Medians (2012)Документ6 страниц609 - Curbing Concrete Medians (2012)Inapanuri Nageshwara RaoОценок пока нет
- AIR DISTRIBUTIOnДокумент5 страницAIR DISTRIBUTIOngauravconstructiondevelopersОценок пока нет
- Prestressing Section 1800Документ13 страницPrestressing Section 1800aalignup arc & const. pvt ltdОценок пока нет
- Checklist For C Class RC BuildingДокумент3 страницыChecklist For C Class RC BuildingAbhay SuwalОценок пока нет
- Technical Specifications: Duct Work and Outlets GeneralДокумент16 страницTechnical Specifications: Duct Work and Outlets GeneralNedunuri.Madhav MurthyОценок пока нет
- 02825barbed Wire FencingДокумент5 страниц02825barbed Wire FencingPatricia OrdoñezОценок пока нет
- Rev DrainДокумент6 страницRev DrainRaj RahulОценок пока нет
- Plumbing FlooringДокумент3 страницыPlumbing FlooringArunesh AzadОценок пока нет
- Hopergy Roof Mounting System Installation Manual V2.2Документ24 страницыHopergy Roof Mounting System Installation Manual V2.2Jason HallОценок пока нет
- Ivc Single Faced Sluice Gate Valve Valvula de CompuertaДокумент14 страницIvc Single Faced Sluice Gate Valve Valvula de CompuertaSurendra ReddyОценок пока нет
- Specif 10Документ6 страницSpecif 10Lamar AnzelovОценок пока нет
- Spec - Supports For PlumbingДокумент5 страницSpec - Supports For PlumbingImtiyaz KhanОценок пока нет
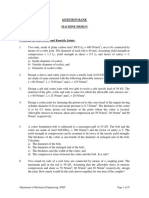
- Question Bank Machine Design A: Numerical Problems: Problems On Pin, Cotter and Knuckle JointsДокумент25 страницQuestion Bank Machine Design A: Numerical Problems: Problems On Pin, Cotter and Knuckle Jointsamol pogakeОценок пока нет
- Specification SmartFenceДокумент3 страницыSpecification SmartFenceVimala PonnusamyОценок пока нет
- SECTION 02822 Chain Link Fences and Gates Part 1 - GeneralДокумент4 страницыSECTION 02822 Chain Link Fences and Gates Part 1 - GeneralEmad KhanОценок пока нет
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityОт EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityОценок пока нет
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОт EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОценок пока нет
- Sub Head 9.0: Wood Work and P.V.C. WorkДокумент10 страницSub Head 9.0: Wood Work and P.V.C. WorkAM MAОценок пока нет
- Civil Work Specification Part 39Документ10 страницCivil Work Specification Part 39AM MAОценок пока нет
- Civil Work Specification Part 38Документ10 страницCivil Work Specification Part 38AM MAОценок пока нет
- Civil Work Specification Part 41Документ10 страницCivil Work Specification Part 41AM MAОценок пока нет
- Civil Work Specification Part 40Документ10 страницCivil Work Specification Part 40AM MAОценок пока нет
- Civil Work Specification Part 42Документ10 страницCivil Work Specification Part 42AM MAОценок пока нет
- Civil Work Specification Part 48Документ10 страницCivil Work Specification Part 48AM MAОценок пока нет
- Civil Work Specification Part 46Документ10 страницCivil Work Specification Part 46AM MAОценок пока нет
- Civil Work Specification Part 45Документ10 страницCivil Work Specification Part 45AM MAОценок пока нет
- Civil Work Specification Part 50Документ10 страницCivil Work Specification Part 50AM MAОценок пока нет
- Civil Work Specification Part 55Документ4 страницыCivil Work Specification Part 55AM MAОценок пока нет
- Lemon AidДокумент17 страницLemon AidJade Anne Mercado BalmesОценок пока нет
- KV Tripple Eccentric Butterfly Valve-LinДокумент12 страницKV Tripple Eccentric Butterfly Valve-LinWelma JohnsonОценок пока нет
- Nissan E-NV200 Combi UKДокумент31 страницаNissan E-NV200 Combi UKMioMaulenovoОценок пока нет
- Practical GAD (1-32) Roll No.20IF227Документ97 страницPractical GAD (1-32) Roll No.20IF22720IF135 Anant PatilОценок пока нет
- Quality in CRДокумент10 страницQuality in CRkaushikcrОценок пока нет
- Pthread TutorialДокумент26 страницPthread Tutorialapi-3754827Оценок пока нет
- 88 - 02 Exhaust Manifold Gasket Service BulletinДокумент3 страницы88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerОценок пока нет
- CBC Building Wiring Installation NC IIДокумент72 страницыCBC Building Wiring Installation NC IIFaysbuk KotoОценок пока нет
- Hitt PPT 12e ch08-SMДокумент32 страницыHitt PPT 12e ch08-SMHananie NanieОценок пока нет
- Effects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese WhiteДокумент5 страницEffects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese Whitepranjals8996Оценок пока нет
- Introduction Into Post Go-Live SizingsДокумент26 страницIntroduction Into Post Go-Live SizingsCiao BentosoОценок пока нет
- The "Solid Mount": Installation InstructionsДокумент1 страницаThe "Solid Mount": Installation InstructionsCraig MathenyОценок пока нет
- Rs 422Документ1 страницаRs 422rezakaihaniОценок пока нет
- SDFGHJKL ÑДокумент2 страницыSDFGHJKL ÑAlexis CaluñaОценок пока нет
- XI STD Economics Vol-1 EM Combined 12.10.18 PDFДокумент288 страницXI STD Economics Vol-1 EM Combined 12.10.18 PDFFebin Kurian Francis0% (1)
- Brief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical AnalysisДокумент67 страницBrief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical Analysisanon_136103548Оценок пока нет
- Go Ask Alice EssayДокумент6 страницGo Ask Alice Essayafhbexrci100% (2)
- Admissibility of Whatsapp Messages in Court For Family MattersДокумент3 страницыAdmissibility of Whatsapp Messages in Court For Family Mattersnajihah adeliОценок пока нет
- We Move You. With Passion.: YachtДокумент27 страницWe Move You. With Passion.: YachthatelОценок пока нет
- Vicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Документ10 страницVicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Vieyah Angela VicenteОценок пока нет
- Brochure 2017Документ44 страницыBrochure 2017bibiana8593Оценок пока нет
- SC-Rape-Sole Testimony of Prosecutrix If Reliable, Is Sufficient For Conviction. 12.08.2021Документ5 страницSC-Rape-Sole Testimony of Prosecutrix If Reliable, Is Sufficient For Conviction. 12.08.2021Sanjeev kumarОценок пока нет
- Minor Project Report Format MCAДокумент11 страницMinor Project Report Format MCAAnurag AroraОценок пока нет
- Lec # 26 NustДокумент18 страницLec # 26 NustFor CheggОценок пока нет
- Circuitos Digitales III: #IncludeДокумент2 страницыCircuitos Digitales III: #IncludeCristiamОценок пока нет
- Chapter 3 Searching and PlanningДокумент104 страницыChapter 3 Searching and PlanningTemesgenОценок пока нет
- Matrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedДокумент4 страницыMatrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedAJ SantosОценок пока нет