Вам также может понравиться
- Tapis TeknikДокумент13 страницTapis Teknikrizki arfiОценок пока нет
- Screener Catalog 209Документ18 страницScreener Catalog 209Kumar GalipellyОценок пока нет
- GT Series Dewatering Screen Operation ManualДокумент13 страницGT Series Dewatering Screen Operation Manualkreksomukti5508100% (1)
- Manual LAO SUNG 1Документ4 страницыManual LAO SUNG 1Budi HermawanОценок пока нет
- Sweeco Vibrating ScreenДокумент14 страницSweeco Vibrating ScreenszulkipeliОценок пока нет
- Design Fabrication & Testing of Screw Conveyor: BY V. Durga Karthik A. Manoj Kumar G.I Manoj RamachandranДокумент24 страницыDesign Fabrication & Testing of Screw Conveyor: BY V. Durga Karthik A. Manoj Kumar G.I Manoj RamachandranKing Maker100% (1)
- Optimizing Vibratory Screen Separator PerformanceДокумент9 страницOptimizing Vibratory Screen Separator Performancemdiaz05100% (1)
- Vibrating ScreenДокумент5 страницVibrating ScreenmahaveenОценок пока нет
- RTSM-AD Lab Sand Mill User ManualДокумент24 страницыRTSM-AD Lab Sand Mill User ManualTom TraviОценок пока нет
- Sweco Round Separator PDFДокумент15 страницSweco Round Separator PDFgiuseppe tropianoОценок пока нет
- Manual Alimentador Piab PDFДокумент28 страницManual Alimentador Piab PDFsol soto100% (1)
- 3000kg Soap Production LineДокумент18 страниц3000kg Soap Production Line846213Оценок пока нет
- Project DescriptionДокумент32 страницыProject Descriptionxiangjintao50% (2)
- Ast Dryer Main enДокумент8 страницAst Dryer Main enkosmc123Оценок пока нет
- Case Study Vibrating ScreenДокумент14 страницCase Study Vibrating Screenadb100% (2)
- Twogether Article 22 en 24 TranbyДокумент4 страницыTwogether Article 22 en 24 TranbyelcarpaneziОценок пока нет
- Decanter CC 450 458 enДокумент2 страницыDecanter CC 450 458 enJonathan Arboleda Genes100% (1)
- WFJ Super Powder Grinder ManualДокумент11 страницWFJ Super Powder Grinder ManualSacha INchi CentreОценок пока нет
- Improve Your Product Quality With Separation of Powder, Granules & Liquid Slurry by Sivtek Vibro SeparatorsДокумент14 страницImprove Your Product Quality With Separation of Powder, Granules & Liquid Slurry by Sivtek Vibro SeparatorsGalaxy SivtekОценок пока нет
- Pneumatic Vibrator KitДокумент1 страницаPneumatic Vibrator KitArun GuptaОценок пока нет
- Oil Filter Unit, Type OLU, For On-Load Tap-Changers: ManualДокумент40 страницOil Filter Unit, Type OLU, For On-Load Tap-Changers: ManualViệt Hùng Nghiêm100% (1)
- Test Sieving ManualДокумент52 страницыTest Sieving Manualoğuz kağan100% (1)
- PANX DecanterДокумент4 страницыPANX DecanterImam Hongtoro100% (1)
- PANX Decanters For Crude Palm Oil PDFДокумент4 страницыPANX Decanters For Crude Palm Oil PDFmanuelfdo11350% (2)
- Sweco - ZS24 Manual PDFДокумент76 страницSweco - ZS24 Manual PDFdata493100% (1)
- FQC-950M-BF - Installation, Operation & Maintenance Manual - 2015Документ96 страницFQC-950M-BF - Installation, Operation & Maintenance Manual - 2015Centrifugal SeparatorОценок пока нет
- Flexible Screw ConveyorДокумент3 страницыFlexible Screw ConveyorjohandbdОценок пока нет
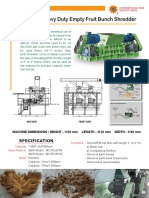
- Bunch Shredder YKLДокумент1 страницаBunch Shredder YKLdanang100% (1)
- Dokumen - Tips Sweco Zs24 ManualpdfДокумент76 страницDokumen - Tips Sweco Zs24 ManualpdfKarolina LadaОценок пока нет
- Mash Filter ManualДокумент70 страницMash Filter ManualNicholas Suominen100% (1)
- Scotchman Circular Cold Saw Operators Manual SUP-600-NFДокумент36 страницScotchman Circular Cold Saw Operators Manual SUP-600-NFJay100% (1)
- Maintenance of Square PlansifterДокумент16 страницMaintenance of Square PlansifterEdwar André PgalОценок пока нет
- Milling Separator SFI1000A T SFI1500A TДокумент32 страницыMilling Separator SFI1000A T SFI1500A TAkhmad Zaenudin100% (1)
- Evolution Hammer MillДокумент2 страницыEvolution Hammer MillAlexis Skyper100% (1)
- FibreFlowDrum English PDFДокумент2 страницыFibreFlowDrum English PDFAkhmad ZaenudinОценок пока нет
- DL Texturing OBA DTY enДокумент32 страницыDL Texturing OBA DTY ensaul renteriaОценок пока нет
- ACCOLIFT CLH Electric Chain Hoists Installation Operation Maintenance and Parts ManualДокумент98 страницACCOLIFT CLH Electric Chain Hoists Installation Operation Maintenance and Parts ManualMiguel Alfonso Ruiz Mendez100% (1)
- Filtro Universal DomatДокумент27 страницFiltro Universal DomatAldair MezaОценок пока нет
- GEA Westfalia CC 450-458 Decanter PDFДокумент2 страницыGEA Westfalia CC 450-458 Decanter PDFAlan100% (3)
- Hammer DesaignДокумент21 страницаHammer DesaignZahlul AmriОценок пока нет
- Filter PressДокумент3 страницыFilter PressAbd Elrahman Hamdy0% (1)
- PMT YO EFB Press - 1Документ20 страницPMT YO EFB Press - 1eko cienkОценок пока нет
- Instruction Manual - DegerminadorДокумент34 страницыInstruction Manual - Degerminador(Doc - Bto) Renato Alejandro Andara EscalonaОценок пока нет
- Se F Type Decanter en Data PDFДокумент8 страницSe F Type Decanter en Data PDFNima AhvaziОценок пока нет
- Potato Peeler Machine: Instruction ManualДокумент14 страницPotato Peeler Machine: Instruction ManualVasile SamoilaОценок пока нет
- CNC 128Документ18 страницCNC 128Zikin Pieur100% (1)
- LSM Product Flyer 2021Документ4 страницыLSM Product Flyer 2021JohnsonОценок пока нет
- BMG-BMG/X: Single Channel Square PlansifterДокумент4 страницыBMG-BMG/X: Single Channel Square PlansifterToufik Ahmed Emon100% (1)
- 2 - Screw Press Operation Manual & Maintenance Guide - Yixing Holly TechnologyДокумент24 страницы2 - Screw Press Operation Manual & Maintenance Guide - Yixing Holly TechnologyALBERTO ISMAEL WONG DILLON100% (1)
- Concord-BMG Couplings PDFДокумент32 страницыConcord-BMG Couplings PDFShriram AppuraoОценок пока нет
- 045156-200 GBR - Operating & Maintenance ManualДокумент56 страниц045156-200 GBR - Operating & Maintenance ManualEdwin Yohn Alvarado Aroca100% (2)
- YS-502 Carton Sealer (2016.4.22F)Документ56 страницYS-502 Carton Sealer (2016.4.22F)Jeyson Castillo Mena100% (1)
- SPX Seital Separation Technology - ApplicationДокумент44 страницыSPX Seital Separation Technology - ApplicationmikafazОценок пока нет
- Electrical Load - Full Operation ModeДокумент14 страницElectrical Load - Full Operation ModeAris KancilОценок пока нет
- Filter Leaf Dimensions MedidasДокумент2 страницыFilter Leaf Dimensions MedidasTalabarteria RaygozaОценок пока нет
- Solar Panel Recycling Plant From China Suny GroupДокумент31 страницаSolar Panel Recycling Plant From China Suny GroupDanielaОценок пока нет
- Ocean SeriesДокумент40 страницOcean SeriesRandall P. BancroftОценок пока нет
- Manual de Zaranda Alta Frecuencia Sds38-6mv-5 (Sr4639)Документ15 страницManual de Zaranda Alta Frecuencia Sds38-6mv-5 (Sr4639)victoranticonajicaro100% (1)
- VIBROSCREEN Manaul - FullДокумент26 страницVIBROSCREEN Manaul - Fullvser190% (1)
- Aq Logic: 150 - 1000 RangeДокумент60 страницAq Logic: 150 - 1000 RangeNurettin FINDIKОценок пока нет
- DLL Template MathДокумент3 страницыDLL Template MathVash Mc GregorОценок пока нет
- San Beda Alabang School of Law: Syllabus inДокумент3 страницыSan Beda Alabang School of Law: Syllabus inLucia DielОценок пока нет
- ProfessionalresumeДокумент1 страницаProfessionalresumeapi-299002718Оценок пока нет
- Effect of Employee Loyalty On Customer S PDFДокумент37 страницEffect of Employee Loyalty On Customer S PDFShailendra DasariОценок пока нет
- Modbus Manual TD80 PDFДокумент34 страницыModbus Manual TD80 PDFAmar ChavanОценок пока нет
- Extraction of Non-Timber Forest Products in The PDFДокумент18 страницExtraction of Non-Timber Forest Products in The PDFRohit Kumar YadavОценок пока нет
- Reviewer in Auditing Problems by Reynaldo Ocampo PDFДокумент1 страницаReviewer in Auditing Problems by Reynaldo Ocampo PDFCarlo BalinoОценок пока нет
- The Magical Number SevenДокумент3 страницыThe Magical Number SevenfazlayОценок пока нет
- Winifred Breines The Trouble Between Us An Uneasy History of White and Black Women in The Feminist MovementДокумент279 страницWinifred Breines The Trouble Between Us An Uneasy History of White and Black Women in The Feminist MovementOlgaОценок пока нет
- Ped Xi Chapter - 3Документ15 страницPed Xi Chapter - 3DebmalyaОценок пока нет
- Calcutta Bill - Abhimanyug@Документ2 страницыCalcutta Bill - Abhimanyug@abhimanyugirotraОценок пока нет
- Shostakovich: Symphony No. 13Документ16 страницShostakovich: Symphony No. 13Bol DigОценок пока нет
- Deeg Palace Write-UpДокумент7 страницDeeg Palace Write-UpMuhammed Sayyaf AcОценок пока нет
- Tutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFДокумент729 страницTutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFBadunoniОценок пока нет
- Catalog Vacuum Circuit Breakers 3ah47 enДокумент36 страницCatalog Vacuum Circuit Breakers 3ah47 enbajricaОценок пока нет
- Long Range Plans ReligionДокумент3 страницыLong Range Plans Religionapi-266403303Оценок пока нет
- Endogenic Processes (Erosion and Deposition) : Group 3Документ12 страницEndogenic Processes (Erosion and Deposition) : Group 3Ralph Lawrence C. PagaranОценок пока нет
- Elements of Visual Design in The Landscape - 26.11.22Документ15 страницElements of Visual Design in The Landscape - 26.11.22Delnard OnchwatiОценок пока нет
- MGMT 400-Strategic Business Management-Adnan ZahidДокумент5 страницMGMT 400-Strategic Business Management-Adnan ZahidWaleed AhmadОценок пока нет
- History of AIДокумент27 страницHistory of AImuzammalОценок пока нет
- CNS Drugs Pharmaceutical Form Therapeutic Group: 6mg, 8mgДокумент7 страницCNS Drugs Pharmaceutical Form Therapeutic Group: 6mg, 8mgCha GabrielОценок пока нет
- Histology Solution AvnДокумент11 страницHistology Solution AvnDrdo rawОценок пока нет
- MATH 7S eIIaДокумент8 страницMATH 7S eIIaELLA MAE DUBLASОценок пока нет
- Performance Task in Mathematics 10 First Quarter: GuidelinesДокумент2 страницыPerformance Task in Mathematics 10 First Quarter: Guidelinesbelle cutiee100% (3)
- A Checklist of Winning CrossДокумент33 страницыA Checklist of Winning Crossmharmee100% (2)
- Fabre, Intro To Unfinished Quest of Richard WrightДокумент9 страницFabre, Intro To Unfinished Quest of Richard Wrightfive4booksОценок пока нет
- Mohit Maru 4th Semester Internship ReportДокумент11 страницMohit Maru 4th Semester Internship ReportAdhish ChakrabortyОценок пока нет
- Chemistry Important Questions-2015-2016Документ19 страницChemistry Important Questions-2015-2016janu50% (4)
- Electronic Devices and Electronic Circuits: QuestionsДокумент51 страницаElectronic Devices and Electronic Circuits: QuestionsRohit SahuОценок пока нет
- Acc 106 Ebook Answer Topic 4Документ13 страницAcc 106 Ebook Answer Topic 4syifa azhari 3BaОценок пока нет