Вам также может понравиться
- 500-600 Forklifts & Buckmaster: Parts CatalogДокумент281 страница500-600 Forklifts & Buckmaster: Parts CatalogRoberto Mariano100% (2)
- Ibr CalculationsДокумент9 страницIbr Calculationsaroonchelikani67% (3)
- Cha, H. S., & Kim, C. K. (2011), "Quantitative Approach For Project Performance Measurement On Building Construction in South Korea PDFДокумент2 страницыCha, H. S., & Kim, C. K. (2011), "Quantitative Approach For Project Performance Measurement On Building Construction in South Korea PDFDavid SabaflyОценок пока нет
- Ism CodeДокумент9 страницIsm CodePraneel KurhadeОценок пока нет
- Progress MonitoringДокумент7 страницProgress MonitoringGihanEdiriОценок пока нет
- BIM-lean Construction-A Case StudyДокумент10 страницBIM-lean Construction-A Case StudyGiang LamОценок пока нет
- Eramus Bridge PDFДокумент10 страницEramus Bridge PDFBabaO.Riley100% (1)
- Cmaprative Representation of Two Models For Predicting Labour ProductivityДокумент21 страницаCmaprative Representation of Two Models For Predicting Labour ProductivityEmmanuel okelloОценок пока нет
- Case Study On BIM and Value Engineering Integration ForДокумент13 страницCase Study On BIM and Value Engineering Integration ForMazen AbdelfattahОценок пока нет
- Building Information Modelling Application: Focus-Group DiscussionДокумент10 страницBuilding Information Modelling Application: Focus-Group DiscussionmalesevacОценок пока нет
- Impact of Project Briefing Clarity On Construction Project PerformanceДокумент14 страницImpact of Project Briefing Clarity On Construction Project PerformanceshajbabyОценок пока нет
- Activity Criticality Index Assessment Using Critical Path Segment Technique and Interactive SimulationДокумент10 страницActivity Criticality Index Assessment Using Critical Path Segment Technique and Interactive SimulationhusktechОценок пока нет
- Critical Success Factor For Toll Road Performance Improvement With Dynamic SystemДокумент8 страницCritical Success Factor For Toll Road Performance Improvement With Dynamic Systemeditor ijeratОценок пока нет
- Efficiency Analysis On High Rise BuildingsДокумент13 страницEfficiency Analysis On High Rise BuildingsRizwan DogerОценок пока нет
- 2021 - Lean Construction Analysis of ConcreteДокумент8 страниц2021 - Lean Construction Analysis of ConcreteMichellОценок пока нет
- Module Title: KB7034-: BIM-Enabled Solutions For Construction Planning and Management of Smith's Dock ProjectДокумент13 страницModule Title: KB7034-: BIM-Enabled Solutions For Construction Planning and Management of Smith's Dock ProjectkaranОценок пока нет
- 1 s20 S221478532040673X MainДокумент8 страниц1 s20 S221478532040673X MainTHULASI MANOHARANОценок пока нет
- Fast Track Construction Technical SeminarДокумент9 страницFast Track Construction Technical Seminarnikshep hebbarОценок пока нет
- 1 s2.0 S2214785320341493 MainДокумент7 страниц1 s2.0 S2214785320341493 MainNehal Belliappa MandetiraОценок пока нет
- 2017 - Pavlovskis - Assessment of Buildings Redevelopment Possibilities Using MCDM & BIM TechniquesДокумент6 страниц2017 - Pavlovskis - Assessment of Buildings Redevelopment Possibilities Using MCDM & BIM Techniquesdoni erlanggaОценок пока нет
- Tugas 2-MutuДокумент7 страницTugas 2-MutuAlfian ArdhiОценок пока нет
- Evaluating Construction Project Success With Use of The M-Topsis MethodДокумент8 страницEvaluating Construction Project Success With Use of The M-Topsis MethodMagno A. GonzОценок пока нет
- AaaaaaaaaaaaaaaaaaaaaaaaaaaaaДокумент2 страницыAaaaaaaaaaaaaaaaaaaaaaaaaaaaaAnna Jane CagangОценок пока нет
- 2rehan Construction PRJCTДокумент18 страниц2rehan Construction PRJCTAddy AliОценок пока нет
- Constructability in Industrial Plants Construction A BIM-Lean Approach Using The Digital Obeya Room FrameworkДокумент10 страницConstructability in Industrial Plants Construction A BIM-Lean Approach Using The Digital Obeya Room FrameworkUgur KarahanОценок пока нет
- BIM-based Integrated Solution For Analysis and Management of Mismatches During ConstructionДокумент22 страницыBIM-based Integrated Solution For Analysis and Management of Mismatches During ConstructionVictor Tantalean ColanОценок пока нет
- Garrido Paulo Branco 2012Документ9 страницGarrido Paulo Branco 2012Danilo GonçalvesОценок пока нет
- Construction Planning Efficiency and Delivery Time Performance: Analysing Failure in Task-Level 'Hit Rates'Документ11 страницConstruction Planning Efficiency and Delivery Time Performance: Analysing Failure in Task-Level 'Hit Rates'nelsonenersto99Оценок пока нет
- Articulo 1 de TesisДокумент8 страницArticulo 1 de TesisAriana Paredes CruzОценок пока нет
- Garuda 1400622Документ13 страницGaruda 1400622MuthiahОценок пока нет
- Buildings 09 00015Документ16 страницBuildings 09 00015Jyoti SharmaОценок пока нет
- Applied Sciences: A Systematic Review of The Role of BIM in Building Sustainability Assessment MethodsДокумент25 страницApplied Sciences: A Systematic Review of The Role of BIM in Building Sustainability Assessment MethodsEduardo BernardinoОценок пока нет
- Buildings 12 00565Документ18 страницBuildings 12 00565Pinidu KalubowilaОценок пока нет
- BIM Extension For The Sustainability Appraisal of - 2015 - Advanced EngineeringДокумент19 страницBIM Extension For The Sustainability Appraisal of - 2015 - Advanced Engineeringy4smaniОценок пока нет
- Near NretДокумент21 страницаNear NretR JОценок пока нет
- Assessing The Influence of Project Management On Quality During The Early Phases of Construction ProjectsДокумент9 страницAssessing The Influence of Project Management On Quality During The Early Phases of Construction ProjectsOlefile Mark MolokoОценок пока нет
- Assessing The Influence of Project Management On Quality During The Early Phases of Construction ProjectsДокумент9 страницAssessing The Influence of Project Management On Quality During The Early Phases of Construction Projectsshalom napoleonОценок пока нет
- Lean-BIM Approach For Improving The Performance ofДокумент16 страницLean-BIM Approach For Improving The Performance ofAjay DapkarОценок пока нет
- Liu e Shi - Quality Control of A Complex Lean Construction Project Based On Kanbim Technology 4997Документ15 страницLiu e Shi - Quality Control of A Complex Lean Construction Project Based On Kanbim Technology 4997Vinicius SwFОценок пока нет
- 220908-Paper 163-VDC - Curtain Wall (Camera Ready)Документ8 страниц220908-Paper 163-VDC - Curtain Wall (Camera Ready)Rafael ParedesОценок пока нет
- FULLTEXT01Документ13 страницFULLTEXT01mohamedashry993Оценок пока нет
- A Study of Productivity of Precast Concrete InstallationДокумент5 страницA Study of Productivity of Precast Concrete InstallationN TОценок пока нет
- Kinematic DEsignДокумент6 страницKinematic DEsignJuana ChivoОценок пока нет
- D2P2S3 7Документ15 страницD2P2S3 7Kamal NadyОценок пока нет
- Analysis of Cost Control, Time, and Quality On Construction ProjectДокумент12 страницAnalysis of Cost Control, Time, and Quality On Construction ProjectDeryta FlorentinusОценок пока нет
- Project Management Success Factors: SciencedirectДокумент9 страницProject Management Success Factors: SciencedirectT M Santhosh KumarОценок пока нет
- 1 s2.0 S1877705817331740 MainДокумент9 страниц1 s2.0 S1877705817331740 MainAnaОценок пока нет
- Construction Productivity and Construction Project Performance in Indian Construction ProjectsДокумент9 страницConstruction Productivity and Construction Project Performance in Indian Construction ProjectsBrian LukeОценок пока нет
- Final VDC Report ExampleДокумент2 страницыFinal VDC Report ExampleAngel Paredes PortalesОценок пока нет
- Research Paper 1Документ18 страницResearch Paper 1AL-AMIN AHMED MOBIN 1801015Оценок пока нет
- Di NakooooooooooooooooooooooooooooooooДокумент4 страницыDi NakooooooooooooooooooooooooooooooooAnna Jane CagangОценок пока нет
- Designing Risk Reduction Strategies To Improve Construction Performance Project Solid Waste DisposalДокумент9 страницDesigning Risk Reduction Strategies To Improve Construction Performance Project Solid Waste DisposalInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Analysis of Labour Productivity in Construction Industry Using Analytical Hierarchy Process and Linear Regression MethodДокумент9 страницAnalysis of Labour Productivity in Construction Industry Using Analytical Hierarchy Process and Linear Regression MethodIJRASETPublicationsОценок пока нет
- 14 12 2021 09 16 53 Egfos 2021 23 3Документ12 страниц14 12 2021 09 16 53 Egfos 2021 23 3Abed GenaimОценок пока нет
- Drivers For Construction Productivity: Jeff Seadon, John E. Tookey Engineering, Construction and Architectural ManagementДокумент4 страницыDrivers For Construction Productivity: Jeff Seadon, John E. Tookey Engineering, Construction and Architectural ManagementljmarmonОценок пока нет
- Artigo 3Документ15 страницArtigo 3Vinicius SwFОценок пока нет
- Modelling Rework Cost For Tetfund Building Construction Projects in NigeriaДокумент11 страницModelling Rework Cost For Tetfund Building Construction Projects in NigeriaItuknowОценок пока нет
- Irjet A Study On Factors Affecting EstimДокумент4 страницыIrjet A Study On Factors Affecting EstimWong KenFОценок пока нет
- Gases 02 00003Документ28 страницGases 02 00003Farhat SultanОценок пока нет
- Constrction ManagerДокумент2 страницыConstrction Managerapi-78117989Оценок пока нет
- Method For Evaluating A Building Informa PDFДокумент9 страницMethod For Evaluating A Building Informa PDFarhidaОценок пока нет
- 7 Sec 090 Popov Et Al ApplicationДокумент9 страниц7 Sec 090 Popov Et Al ApplicationOmar J. McWilliamsОценок пока нет
- AquaCal Tropical Brochure PDFДокумент2 страницыAquaCal Tropical Brochure PDFJC ParedesОценок пока нет
- TechSpec MistralДокумент4 страницыTechSpec MistralScarab SweepersОценок пока нет
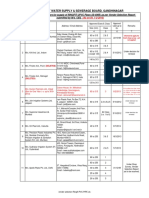
- GWSSB Vendor List 19.11.2013Документ18 страницGWSSB Vendor List 19.11.2013sivesh_rathiОценок пока нет
- Distributed PowerДокумент3 страницыDistributed PowertibvalОценок пока нет
- SMP Gateway SoftPLC Reference ManualДокумент47 страницSMP Gateway SoftPLC Reference Manualswalker948100% (1)
- SemДокумент31 страницаSemkaushik4208Оценок пока нет
- Computer Networking: A Top-Down Approach Featuring The InternetДокумент27 страницComputer Networking: A Top-Down Approach Featuring The InternetmssacОценок пока нет
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelДокумент12 страницComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryОценок пока нет
- Sluice Gates ExportДокумент20 страницSluice Gates ExportsaishankarlОценок пока нет
- Sec VlanaclsДокумент10 страницSec VlanaclsTry FajarmanОценок пока нет
- Simatic EKB Install 2012-03-08Документ2 страницыSimatic EKB Install 2012-03-08Oton SilvaОценок пока нет
- SQ Presentation 2021-r2Документ43 страницыSQ Presentation 2021-r2nadeem4ahmed-805026Оценок пока нет
- JNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIДокумент2 страницыJNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIMRUDULA KULAKARNIОценок пока нет
- Fluid Mechanics Seventh Edition by Frank M. WhiteДокумент1 страницаFluid Mechanics Seventh Edition by Frank M. WhiteDarKaiserОценок пока нет
- Comparative Tracking Index of Electrical Insulating MaterialsДокумент6 страницComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinОценок пока нет
- Standardization of Naoh 1Документ3 страницыStandardization of Naoh 1api-309208977Оценок пока нет
- Islamic Law - WaterДокумент12 страницIslamic Law - WaterAnum FaheemОценок пока нет
- Experiment 5 DACДокумент3 страницыExperiment 5 DACABHISHEK SHARMAОценок пока нет
- Sewer Connection Application Guidance PDFДокумент7 страницSewer Connection Application Guidance PDFSamuel FuentesОценок пока нет
- 100ah - 12V - 6FM100 VISIONДокумент2 страницы100ah - 12V - 6FM100 VISIONBashar SalahОценок пока нет
- Lesson Plan 2 Road FurnitureДокумент4 страницыLesson Plan 2 Road FurnitureShahbaz SharifОценок пока нет
- 01 GeoStrucAnal Cylinder Elastic PDFДокумент12 страниц01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikОценок пока нет
- A9K CatalogueДокумент152 страницыA9K CatalogueMohamed SaffiqОценок пока нет
- Lecure Two. ReactorsДокумент56 страницLecure Two. ReactorsSophia WambuiОценок пока нет
- BM 81004 MuvДокумент52 страницыBM 81004 MuvHamza Abbasi AbbasiОценок пока нет