Вам также может понравиться
- LR1300SXДокумент24 страницыLR1300SXstephen prosserОценок пока нет
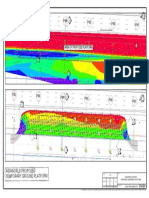
- Temporary Platform ContourДокумент1 страницаTemporary Platform ContourCris BandaОценок пока нет
- Astm A217-A217mДокумент4 страницыAstm A217-A217mJoffre Valladares100% (3)
- D896 PDFДокумент3 страницыD896 PDFCris BandaОценок пока нет
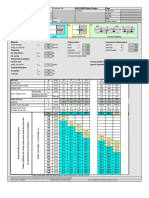
- Pier Head Starter ArrangementДокумент1 страницаPier Head Starter ArrangementCris BandaОценок пока нет
- Blocking Point of Potentially Adhesive Layers: Standard Test Method ForДокумент2 страницыBlocking Point of Potentially Adhesive Layers: Standard Test Method ForCris BandaОценок пока нет
- ASTM A 564 - Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes1 PDFДокумент7 страницASTM A 564 - Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes1 PDFjojeecaresОценок пока нет
- Crosby 2Документ1 страницаCrosby 2Cris BandaОценок пока нет
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Документ11 страницReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Cris BandaОценок пока нет
- Astm A234Документ8 страницAstm A234Joffre ValladaresОценок пока нет
- Astm d1183Документ4 страницыAstm d1183Cris Banda100% (2)
- Cleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForДокумент4 страницыCleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForCris BandaОценок пока нет
- Astm d1184Документ3 страницыAstm d1184Cris BandaОценок пока нет
- ASTM D 1144-99 - Determining Strength Development of Adhesive BondsДокумент2 страницыASTM D 1144-99 - Determining Strength Development of Adhesive Bondszeqs9Оценок пока нет
- Viscosity of Adhesives: Standard Test Methods ForДокумент5 страницViscosity of Adhesives: Standard Test Methods ForrohanmanimaniОценок пока нет
- ASTM D 1144-99 - Determining Strength Development of Adhesive BondsДокумент2 страницыASTM D 1144-99 - Determining Strength Development of Adhesive Bondszeqs9Оценок пока нет
- Cleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForДокумент4 страницыCleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForCris BandaОценок пока нет
- Astm d1183Документ4 страницыAstm d1183Cris Banda100% (2)
- Cleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForДокумент4 страницыCleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForCris BandaОценок пока нет
- D950 PDFДокумент5 страницD950 PDFCris BandaОценок пока нет
- Astm D 904 - 99 - RdkwnaДокумент3 страницыAstm D 904 - 99 - RdkwnaSamuel Eduardo0% (1)
- D950 PDFДокумент5 страницD950 PDFCris BandaОценок пока нет
- Applied Weight Per Unit Area of Liquid Adhesive: Standard Practice ForДокумент2 страницыApplied Weight Per Unit Area of Liquid Adhesive: Standard Practice ForCris BandaОценок пока нет
- Strength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingДокумент4 страницыStrength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingCris BandaОценок пока нет
- Peel or Stripping Strength of Adhesive Bonds: Standard Test Method ForДокумент3 страницыPeel or Stripping Strength of Adhesive Bonds: Standard Test Method ForCris BandaОценок пока нет
- D896 PDFДокумент3 страницыD896 PDFCris BandaОценок пока нет
- Astm D905 PDFДокумент4 страницыAstm D905 PDFDanyNarvaezОценок пока нет
- Applied Weight Per Unit Area of Dried Adhesive Solids: Standard Test Method ForДокумент2 страницыApplied Weight Per Unit Area of Dried Adhesive Solids: Standard Test Method ForCris BandaОценок пока нет
- Tensile Properties of Adhesive Bonds: Standard Test Method ForДокумент3 страницыTensile Properties of Adhesive Bonds: Standard Test Method ForCris BandaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Fasteners: The ESG ReportДокумент4 страницыFasteners: The ESG ReportAnton SurviyantoОценок пока нет
- Assignment 7 With SolutionДокумент6 страницAssignment 7 With SolutionOğuz YavuzОценок пока нет
- Failure TheoriegggsДокумент20 страницFailure TheoriegggsWish SetsОценок пока нет
- Fluctuating Stresses1Документ11 страницFluctuating Stresses1Shubham Sharma0% (1)
- Thesis WatsonДокумент248 страницThesis WatsonAlberto Ezequiel León TamayoОценок пока нет
- Standard Test Methods For Sampling and TДокумент10 страницStandard Test Methods For Sampling and TkjmbringasОценок пока нет
- 05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodДокумент10 страниц05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodPzynae FlorentinoОценок пока нет
- Tension Members PDFДокумент21 страницаTension Members PDFMaribeth Salvador50% (2)
- 2018 Winter Model Answer PaperДокумент23 страницы2018 Winter Model Answer Papershantanu waraleОценок пока нет
- New Composite Material Low Cost Underground Water Tanks 2006Документ11 страницNew Composite Material Low Cost Underground Water Tanks 2006CoevicОценок пока нет
- Hilti Re500 Embedded LengthДокумент1 страницаHilti Re500 Embedded LengthPYAIОценок пока нет
- Aws Cross Tensile TestДокумент8 страницAws Cross Tensile TestDhandapani MetallionОценок пока нет
- Epfl Th3214 App AДокумент47 страницEpfl Th3214 App Avlad lupasteanuОценок пока нет
- Tower Silo Foundation DesignДокумент7 страницTower Silo Foundation DesignDonato Henry LacbayoОценок пока нет
- Tds CPD Sika Epoxy 7300 Us PDFДокумент2 страницыTds CPD Sika Epoxy 7300 Us PDFyoupick10Оценок пока нет
- Geotextil TencateДокумент2 страницыGeotextil TencateHugo HiddОценок пока нет
- 14Cv35 - Building Materials and Construction (Lab Component)Документ30 страниц14Cv35 - Building Materials and Construction (Lab Component)Bishwombhar Prakash Pandit100% (3)
- Study On Mechanism of Strength Distribution DevelopmentДокумент19 страницStudy On Mechanism of Strength Distribution DevelopmentnadirshahОценок пока нет
- En 1337-4Документ31 страницаEn 1337-4Rahul100% (3)
- NEFS Sample 1169 Exam No. 3Документ18 страницNEFS Sample 1169 Exam No. 3chinedu100% (7)
- Chapter-1 (Con'd) : Fundamentals of Metal Cutting Force and Power in Metal CuttingДокумент35 страницChapter-1 (Con'd) : Fundamentals of Metal Cutting Force and Power in Metal CuttingFira tubeОценок пока нет
- ASTM B705 (Nickel Alloy Welded Pipe)Документ2 страницыASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- Engineering-Civil (0543)Документ48 страницEngineering-Civil (0543)myusuf_engineerОценок пока нет
- Engineering Vol 69 1900-05-25Документ31 страницаEngineering Vol 69 1900-05-25ian_newОценок пока нет
- 3.0 Strength of MaterialsДокумент21 страница3.0 Strength of Materialsronnie oraleОценок пока нет
- Chapter - 3 Load On Bridge.Документ13 страницChapter - 3 Load On Bridge.Assefa NigussieОценок пока нет
- Almas-Tower Structural DesignДокумент12 страницAlmas-Tower Structural DesignBalaji PalaniОценок пока нет
- Technical Data Sheet: Stainless Steel: AusteniticДокумент4 страницыTechnical Data Sheet: Stainless Steel: AusteniticdaagiraldogoОценок пока нет
- Adapt PT Tutorial Beam FrameДокумент22 страницыAdapt PT Tutorial Beam FrameHai NguyenОценок пока нет
- Design Project F11Документ15 страницDesign Project F11higuyz11Оценок пока нет