Вам также может понравиться
- Mastering Microsoft Visual Basic 6 FundamentalsДокумент5 страницMastering Microsoft Visual Basic 6 Fundamentalspaulus1stОценок пока нет
- ST.00.776.FCI.000 - Welded Steel WorkДокумент28 страницST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- Classic 300 D Perkins: Operator'S ManualДокумент92 страницыClassic 300 D Perkins: Operator'S ManualCoordinador - MantenimientosОценок пока нет
- Neiman Machinery Hydracrop SeriesДокумент8 страницNeiman Machinery Hydracrop SeriesWilliam RoarkОценок пока нет
- SPM Chapter 2 Ext Crashing and Resource LevelingДокумент12 страницSPM Chapter 2 Ext Crashing and Resource LevelingErmias MesfinОценок пока нет
- D1 1Документ2 страницыD1 1Marco VargasОценок пока нет
- Trolley Weight EstimationДокумент7 страницTrolley Weight EstimationRaj KumarОценок пока нет
- 1224 Ridgid PDFДокумент7 страниц1224 Ridgid PDFNopОценок пока нет
- Catalog 103Документ72 страницыCatalog 103Bill GinivanОценок пока нет
- Final Project QMS Barkley Construction PDFДокумент56 страницFinal Project QMS Barkley Construction PDFHanna TbОценок пока нет
- Piping SupervisorДокумент2 страницыPiping SupervisorDennis Natayada TabotaboОценок пока нет
- WHS PRO 004 Maintenance of Equipment ProcedureДокумент10 страницWHS PRO 004 Maintenance of Equipment ProcedureWekesa RobinsonОценок пока нет
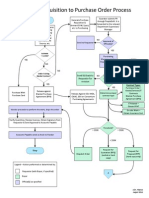
- Requisition To PO ProcessДокумент3 страницыRequisition To PO ProcessChin D EstoconingОценок пока нет
- Gmaw Fcaw Mcaw WeldingДокумент4 страницыGmaw Fcaw Mcaw Weldingsajeed76743031Оценок пока нет
- Section 2 Gmaw Fundamentals: 2-1. Basic InformationДокумент9 страницSection 2 Gmaw Fundamentals: 2-1. Basic InformationEnriquinoОценок пока нет
- Team Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFДокумент3 страницыTeam Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDeepankar ChoudhuryОценок пока нет
- Charts of Stainless Steel Pipe Fittings' WeightsДокумент6 страницCharts of Stainless Steel Pipe Fittings' WeightsHao ZhouОценок пока нет
- Down To The Wire - Welding ProductivityДокумент4 страницыDown To The Wire - Welding ProductivitynateОценок пока нет
- As Built ManagerДокумент141 страницаAs Built ManagerRatan MaheshwaramОценок пока нет
- Eagle Asset Management PDFДокумент67 страницEagle Asset Management PDFYizhenОценок пока нет
- Scheduling Resources and Costs 2Документ22 страницыScheduling Resources and Costs 2Dania Al-Ȝbadi100% (1)
- Project Management Quick Reference GuideДокумент5 страницProject Management Quick Reference GuidejcpolicarpiОценок пока нет
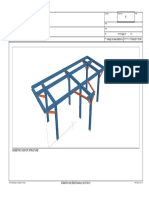
- Design of Steel Platform Isometric and Dimension DrawingsДокумент48 страницDesign of Steel Platform Isometric and Dimension DrawingsihpeterОценок пока нет
- BM 3.4 LRFD PPC I DesignДокумент142 страницыBM 3.4 LRFD PPC I DesignphanoanhgtvtОценок пока нет
- 08 04 13 PDFДокумент1 страница08 04 13 PDFebsmsartОценок пока нет
- Pip Ars13120pre Engineered Metal Building SpecificationДокумент26 страницPip Ars13120pre Engineered Metal Building SpecificationloukmanОценок пока нет
- Quality Management System QMSFor Engineering Procurement Construction Fabrication and Installation EPCIOperations On Oil and Gas ProjectsДокумент4 страницыQuality Management System QMSFor Engineering Procurement Construction Fabrication and Installation EPCIOperations On Oil and Gas ProjectsShanil MAОценок пока нет
- S BeamДокумент1 страницаS Beammanu_giteОценок пока нет
- Aecon Construction Company CanadaДокумент22 страницыAecon Construction Company CanadaSrinivasa MurthyОценок пока нет
- Manual de Operacion Linconl SAE 300Документ64 страницыManual de Operacion Linconl SAE 300Caro Caro UpgmОценок пока нет
- SECTION 05 12 00 Structural Steel FramingДокумент6 страницSECTION 05 12 00 Structural Steel FramingmiteshsuneriyaОценок пока нет
- NYS DOT Steel Construction Manual 3rd Edition - SCM - 3rd - Addm - 1 - 2010Документ315 страницNYS DOT Steel Construction Manual 3rd Edition - SCM - 3rd - Addm - 1 - 2010ullwnОценок пока нет
- Asset Registration FormДокумент4 страницыAsset Registration FormSkywalker_92Оценок пока нет
- Table 10.1 - Man/ Equipment - Hours For Steel FabricationДокумент6 страницTable 10.1 - Man/ Equipment - Hours For Steel FabricationJyles SirabОценок пока нет
- Pipe FitterДокумент5 страницPipe FitterYeni AgustiningsihОценок пока нет
- 6 7 Diesel Fuel System Contamination Diagnosis and Service Procedure Job AidДокумент13 страниц6 7 Diesel Fuel System Contamination Diagnosis and Service Procedure Job AidMicheal ThomasОценок пока нет
- Cural Steel Material Takeoff ChecklistДокумент2 страницыCural Steel Material Takeoff ChecklistbillОценок пока нет
- Pipe Steel BookДокумент449 страницPipe Steel BookAlonzo MedinaОценок пока нет
- Estimating Steel Building Installation PDFДокумент2 страницыEstimating Steel Building Installation PDFJurie_sk3608Оценок пока нет
- Loads On Industrial BuildingsДокумент29 страницLoads On Industrial Buildingsmcg_3m100% (1)
- Welding Handbook 8 Edition PDFДокумент74 страницыWelding Handbook 8 Edition PDFamirthraj74Оценок пока нет
- Fuel Injectors PDFДокумент11 страницFuel Injectors PDFanshelОценок пока нет
- Angle Grinder Catalogue GuideДокумент32 страницыAngle Grinder Catalogue Guideandresboy123Оценок пока нет
- Advanced GMAW Process For Pipe Welding Applications PDFДокумент48 страницAdvanced GMAW Process For Pipe Welding Applications PDFmhinojosatОценок пока нет
- TRNA Mail Express InstructionsДокумент10 страницTRNA Mail Express InstructionsRodrigo ArcilaОценок пока нет
- Project Management Quick Reference Guide For Project 2007Документ7 страницProject Management Quick Reference Guide For Project 2007Anonymous MVbaaUBSZTОценок пока нет
- SPACE SHUTTLE CRITERIAДокумент38 страницSPACE SHUTTLE CRITERIAffontanaОценок пока нет
- Adash A4400 VA4 Pro Data Sheet PDFДокумент6 страницAdash A4400 VA4 Pro Data Sheet PDFidham khalikОценок пока нет
- Karnataka State Highways Project BOQ Volume IIIДокумент2 страницыKarnataka State Highways Project BOQ Volume IIILogan GracieuseОценок пока нет
- Technical Specifications C16122F-TPSSДокумент326 страницTechnical Specifications C16122F-TPSSLaurence MichaelОценок пока нет
- Web Tapered FrameДокумент5 страницWeb Tapered FrameWisman WiharnaОценок пока нет
- Orthotropic Steel Deck Construction SupervisionДокумент29 страницOrthotropic Steel Deck Construction SupervisionIndra Nath MishraОценок пока нет
- STRUCTURAL STEEL Rev.1Документ11 страницSTRUCTURAL STEEL Rev.1mohdОценок пока нет
- 05450-Pre Engineered Metal TrussesДокумент4 страницы05450-Pre Engineered Metal TrussesRamsey RasmeyОценок пока нет
- Section 05120 Structural SteelДокумент9 страницSection 05120 Structural SteelMØhãmmed ØwięsОценок пока нет
- Structural Steel Fabrication for BridgesДокумент10 страницStructural Steel Fabrication for Bridgessivagnanam sОценок пока нет
- SteelДокумент16 страницSteelAmjad PervazОценок пока нет
- SECTION 051200 Structural Steel Part 1 - GeneralДокумент8 страницSECTION 051200 Structural Steel Part 1 - GeneralBrijithОценок пока нет
- 03 4110 Precast Double Tees1Документ11 страниц03 4110 Precast Double Tees1M OdebrechtОценок пока нет
- 02 - Freyssinet Webinar2 - Reinforced Earth Indonesia - Dewi Zuhari - 250620 PDFДокумент76 страниц02 - Freyssinet Webinar2 - Reinforced Earth Indonesia - Dewi Zuhari - 250620 PDFDak KaizОценок пока нет
- ETPM Deepsea Norlift Reel-Lay Vessel HistoryДокумент6 страницETPM Deepsea Norlift Reel-Lay Vessel HistoryDak KaizОценок пока нет
- SSFI Tech Bulletin - Standards That Apply To ShoringДокумент1 страницаSSFI Tech Bulletin - Standards That Apply To ShoringDak KaizОценок пока нет
- ETPM Deepsea Norlift Reel-Lay Vessel HistoryДокумент6 страницETPM Deepsea Norlift Reel-Lay Vessel HistoryDak KaizОценок пока нет
- Jis G4051Документ7 страницJis G4051tnchsgОценок пока нет
- ETPM Deepsea Norlift Reel-Lay Vessel HistoryДокумент6 страницETPM Deepsea Norlift Reel-Lay Vessel HistoryDak KaizОценок пока нет
- Design Manual Fixed PDFДокумент7 страницDesign Manual Fixed PDFDak KaizОценок пока нет
- Read MeДокумент1 страницаRead MeAulia AnnisaОценок пока нет
- Notes Design Process PDFДокумент11 страницNotes Design Process PDFDak KaizОценок пока нет
- External Training Calendar 2020 PDFДокумент1 страницаExternal Training Calendar 2020 PDFDak KaizОценок пока нет
- The Falcon, From Stolt Comex Seaway To GSP - Multi-LayДокумент6 страницThe Falcon, From Stolt Comex Seaway To GSP - Multi-LayDak KaizОценок пока нет
- Marine & Offshore Rules, Rule Notes and Guidance NotesДокумент6 страницMarine & Offshore Rules, Rule Notes and Guidance NotesDak KaizОценок пока нет
- CV Yohana Felicia Candra PDFДокумент1 страницаCV Yohana Felicia Candra PDFDak KaizОценок пока нет
- SPM Operations Maintenance Manual Issue 3Документ16 страницSPM Operations Maintenance Manual Issue 3George Van BommelОценок пока нет
- LEEA Foundation Certificate - Refresher DaysДокумент1 страницаLEEA Foundation Certificate - Refresher DaysDak KaizОценок пока нет
- Arbrit TrainingCalendar PDFДокумент1 страницаArbrit TrainingCalendar PDFDak KaizОценок пока нет
- Chapter 5Документ428 страницChapter 5YONAS GOSAОценок пока нет
- Arbrit TrainingCalendar PDFДокумент1 страницаArbrit TrainingCalendar PDFDak KaizОценок пока нет
- 0 4811 1Документ36 страниц0 4811 1Lasantha DadallageОценок пока нет
- Fac-Simile CV - Eng 0Документ1 страницаFac-Simile CV - Eng 0Dak KaizОценок пока нет
- Chap2 - Nonlinear FEA ProceduresДокумент29 страницChap2 - Nonlinear FEA ProceduresRaymond ChanОценок пока нет
- Indonesian fib-YMG Webinar Series-III PDFДокумент3 страницыIndonesian fib-YMG Webinar Series-III PDFDak KaizОценок пока нет
- Lampiran IДокумент95 страницLampiran IDak KaizОценок пока нет
- Career Objective:: Ahmed Mohammed Ibrahim Mosa - El-Qanater, Qalyubiamob: 01140644111Документ2 страницыCareer Objective:: Ahmed Mohammed Ibrahim Mosa - El-Qanater, Qalyubiamob: 01140644111Dak KaizОценок пока нет
- Chap2 - Nonlinear FEA ProceduresДокумент29 страницChap2 - Nonlinear FEA ProceduresRaymond ChanОценок пока нет
- No Lineal Introduction PDFДокумент32 страницыNo Lineal Introduction PDFBenhjaОценок пока нет
- How To Deal With The Annoying Quot Hot Spots Quot in Finite Element AnalysisДокумент7 страницHow To Deal With The Annoying Quot Hot Spots Quot in Finite Element AnalysisDak KaizОценок пока нет
- Ps5instructions PDFДокумент1 страницаPs5instructions PDFDak KaizОценок пока нет
- Fac-Simile CV - Eng 0Документ1 страницаFac-Simile CV - Eng 0Dak KaizОценок пока нет
- Problem Set 8: 13.122 Ship Structural Design and AnalysisДокумент2 страницыProblem Set 8: 13.122 Ship Structural Design and AnalysisDak KaizОценок пока нет
- 1480489086tman04cg00 - Commercial Catalogue Gba Terex Donati - English CrypДокумент36 страниц1480489086tman04cg00 - Commercial Catalogue Gba Terex Donati - English CrypSholeh KhuddinОценок пока нет
- E4-E5 CM (QoS)Документ5 страницE4-E5 CM (QoS)VIKAS NIGAM100% (2)
- Services Provided by The InternetДокумент29 страницServices Provided by The InternetSahil NagpalОценок пока нет
- Fortinet ProductGuide Mar2014 R36 PDFДокумент159 страницFortinet ProductGuide Mar2014 R36 PDFRodrigo PissinОценок пока нет
- Motor SizesДокумент10 страницMotor SizesBruno KosОценок пока нет
- Examination Procedures For Ultrasonic Thickness MeasurementДокумент13 страницExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryОценок пока нет
- Manitou MT 732 (EN)Документ2 страницыManitou MT 732 (EN)Manitou100% (2)
- STC1000C 100-Ton Truck CraneДокумент31 страницаSTC1000C 100-Ton Truck CraneOvan Indra Abdi PamungkasОценок пока нет
- Gate Valves GuideДокумент6 страницGate Valves GuidekodeesОценок пока нет
- 37222090-Huawei-WCDMA-HSDPA-Parameters Huawei)Документ68 страниц37222090-Huawei-WCDMA-HSDPA-Parameters Huawei)Faizal Jamaludeen100% (2)
- MB Manual Ga-78lmt-S2 v.1.1 eДокумент44 страницыMB Manual Ga-78lmt-S2 v.1.1 eNicolas BarbosaОценок пока нет
- B 21 - B 21M - 14Документ8 страницB 21 - B 21M - 14Ahmed BilalОценок пока нет
- Distributed I O TM3AI8Документ8 страницDistributed I O TM3AI8sujit44Оценок пока нет
- Siemens - Ex-BaseUnit, Type X1Документ3 страницыSiemens - Ex-BaseUnit, Type X1Herbert RitzerОценок пока нет
- Ip7000 Setupguide Ucs 4 0 2 BДокумент38 страницIp7000 Setupguide Ucs 4 0 2 Baragon1974Оценок пока нет
- ARM 54 Look Inside The Book PDFДокумент6 страницARM 54 Look Inside The Book PDFJha NizОценок пока нет
- Japanese Technical Standards PDFДокумент17 страницJapanese Technical Standards PDFFelora Mangawang100% (1)
- F3X26 Series Router Technical SpecificationДокумент5 страницF3X26 Series Router Technical Specificationblue 1234Оценок пока нет
- CIT PVC ProcessingДокумент45 страницCIT PVC ProcessingThao Nguyen Van100% (1)
- Plasma Samsung PS50B530 BN68-02355H-03L10 - 1026 PDFДокумент382 страницыPlasma Samsung PS50B530 BN68-02355H-03L10 - 1026 PDFje_accuseОценок пока нет
- RLU Report Layout UtilityДокумент8 страницRLU Report Layout UtilityVISHNU400100% (1)
- Lesson 1 AQSДокумент30 страницLesson 1 AQSTheoSebastianОценок пока нет
- E19t5w 19 LCD MonitorДокумент56 страницE19t5w 19 LCD MonitorJames BrianОценок пока нет
- BS MA 55 Lift Boat Winches PDFДокумент8 страницBS MA 55 Lift Boat Winches PDFMohamed Eid AbassОценок пока нет
- Power-System Protection PDFДокумент22 страницыPower-System Protection PDFSyafrizal SyafrizalОценок пока нет
- Group 3 Task Performance in TQMДокумент6 страницGroup 3 Task Performance in TQMchristine joice bataanОценок пока нет
- Construction Audit Guide for Liberia's Public Works MinistryДокумент2 страницыConstruction Audit Guide for Liberia's Public Works MinistryJohn N. ConstanceОценок пока нет
- BS 5834 Part 1Документ40 страницBS 5834 Part 1Vincent KwekОценок пока нет
- SC Judgement That No Bharat Stage IV Vehicle Shall Be Sold Across The Country With Effect From April 1 2020Документ20 страницSC Judgement That No Bharat Stage IV Vehicle Shall Be Sold Across The Country With Effect From April 1 2020Latest Laws TeamОценок пока нет