Вам также может понравиться
- Woodland Scenics CatalogДокумент180 страницWoodland Scenics Catalogbcase23100% (1)
- Using An Airless Paint Sprayer - tcm96-1128824Документ6 страницUsing An Airless Paint Sprayer - tcm96-1128824ravi00098Оценок пока нет
- Uv Curable Acrylic CoatДокумент10 страницUv Curable Acrylic Coatxx100% (1)
- Kollicoat ProtectДокумент12 страницKollicoat ProtectMd.ali-bin-saifullahОценок пока нет
- PP Cast FilmДокумент24 страницыPP Cast FilmTrung HoОценок пока нет
- 18 3 4 FormulationsДокумент6 страниц18 3 4 FormulationsAnkur Sethi100% (1)
- Consern Pharma Risk Assessment ProtocolДокумент7 страницConsern Pharma Risk Assessment ProtocolASHIMA SHARMAОценок пока нет
- ECJ 0612 OxazolidinesДокумент4 страницыECJ 0612 OxazolidinesmajidОценок пока нет
- XPU Flooring Balcony Case StudyДокумент12 страницXPU Flooring Balcony Case StudyyasafyОценок пока нет
- Technical Data Sheet for Laminating AdhesiveДокумент2 страницыTechnical Data Sheet for Laminating AdhesiveMd. S H MarufОценок пока нет
- Apply Visitor Visa Guide CanadaДокумент52 страницыApply Visitor Visa Guide CanadaMahesh Patil KahatulОценок пока нет
- Special lubricants for crane applicationsДокумент5 страницSpecial lubricants for crane applicationsRonald Mario Kupa AnticonaОценок пока нет
- Fuel Injector Testing ReportДокумент12 страницFuel Injector Testing ReportZeke KazamiОценок пока нет
- Catalyst Passivation For Safer, More Efficient TurnaroundsДокумент4 страницыCatalyst Passivation For Safer, More Efficient TurnaroundsAltif AboodОценок пока нет
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFДокумент9 страниц101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoОценок пока нет
- Water Deluge Protection of LPGДокумент20 страницWater Deluge Protection of LPGVivi OktaviantiОценок пока нет
- cloverdale-tds-83003Документ4 страницыcloverdale-tds-83003Ernesto Javier Martín RosabalОценок пока нет
- Technical Requirement - 20230105 - 0001Документ2 страницыTechnical Requirement - 20230105 - 0001Dharma PoudelОценок пока нет
- General Properties Rheological Properties: PVC Paste Resin (Homopolymer)Документ2 страницыGeneral Properties Rheological Properties: PVC Paste Resin (Homopolymer)AminulIslamОценок пока нет
- Article 1000788Документ4 страницыArticle 1000788Anonymous 2p6UltflОценок пока нет
- Scient Docu Fill-UpДокумент24 страницыScient Docu Fill-UpHamilton AndradeОценок пока нет
- Erosion-Corrosion Resistant Coating For Efficiency EnhancementДокумент2 страницыErosion-Corrosion Resistant Coating For Efficiency EnhancementRichard HoseОценок пока нет
- Trends in EncapsulationДокумент23 страницыTrends in EncapsulationShikhangi SinghОценок пока нет
- Des 6651Документ27 страницDes 6651biniОценок пока нет
- Improving Film Blowing Process Parameters Using Processing AidsДокумент6 страницImproving Film Blowing Process Parameters Using Processing AidsMert YuceturkОценок пока нет
- Polyaspartics BrochureДокумент21 страницаPolyaspartics Brochureколодинский геннадийОценок пока нет
- Considerations On CofДокумент6 страницConsiderations On CofLê Lâm BìnhОценок пока нет
- Airflex 728 Vinyl Acetate-Ethylene Copolymer Modified With Vinyl ChlorideДокумент2 страницыAirflex 728 Vinyl Acetate-Ethylene Copolymer Modified With Vinyl ChlorideNissim Hazar CasanovaОценок пока нет
- TDS Fosroc Nitofoam 45 India PDFДокумент2 страницыTDS Fosroc Nitofoam 45 India PDFTarun KumarОценок пока нет
- Aerosil R 208Документ2 страницыAerosil R 208Gizem D.Оценок пока нет
- 1-S2.0-S0032386111003326-Main Informe 3Документ7 страниц1-S2.0-S0032386111003326-Main Informe 3AndresОценок пока нет
- Wind Turbine Blades: Epotec Epoxy SystemsДокумент4 страницыWind Turbine Blades: Epotec Epoxy SystemsAditya ShrivastavaОценок пока нет
- Control Erucamide Migration in Polyolefin Films Using Surface TreatmentsДокумент7 страницControl Erucamide Migration in Polyolefin Films Using Surface TreatmentsCao TúОценок пока нет
- cloverdale-tds-83021a-eДокумент4 страницыcloverdale-tds-83021a-eErnesto Javier Martín RosabalОценок пока нет
- Clariant Article Ban of PFOA PCI Magazin 202009 enДокумент5 страницClariant Article Ban of PFOA PCI Magazin 202009 enGonzalo BenavidesОценок пока нет
- Case History Ballast Tank Test Yields Long-Service EpoxyДокумент2 страницыCase History Ballast Tank Test Yields Long-Service EpoxymartinОценок пока нет
- Ali Goger IngeniaДокумент16 страницAli Goger IngeniaMiguel Angel Perez EsparzaОценок пока нет
- Leveling Agent For Powder CoatingДокумент5 страницLeveling Agent For Powder Coatingsahajahan shaikhОценок пока нет
- 5 - FilmsДокумент3 страницы5 - FilmsGloria GonzálezОценок пока нет
- Case HistoryДокумент1 страницаCase HistoryJC MexguyОценок пока нет
- Catalloy Tpo Resins Brochure Eu1 PDFДокумент12 страницCatalloy Tpo Resins Brochure Eu1 PDFJulio GarcíaОценок пока нет
- Fosroc Nitoflor FC145: Constructive SolutionsДокумент4 страницыFosroc Nitoflor FC145: Constructive SolutionsVincent JavateОценок пока нет
- Interline 984+ds+eng PDFДокумент4 страницыInterline 984+ds+eng PDFMohamed NouzerОценок пока нет
- API Dispersal Through Hot Melt ExtrusionДокумент3 страницыAPI Dispersal Through Hot Melt ExtrusionKhaled Abdel-Ghaffar SalamaОценок пока нет
- Ingeo™ Biopolymer 8052D Technical Data Sheet Foam GradeДокумент3 страницыIngeo™ Biopolymer 8052D Technical Data Sheet Foam Grademajid mehrabiОценок пока нет
- Concentrates: Arctic™ 3% Afff Foam ConcentrateДокумент2 страницыConcentrates: Arctic™ 3% Afff Foam ConcentratekdsessionsОценок пока нет
- Progress in Organic Coatings: Muhammad Ali, Long LinДокумент7 страницProgress in Organic Coatings: Muhammad Ali, Long LinSantiagoОценок пока нет
- SD MillДокумент10 страницSD MilldelatorresandraОценок пока нет
- Tensile Behaviour of Glass Fibre Reinforced ConcreteДокумент7 страницTensile Behaviour of Glass Fibre Reinforced ConcretesandyОценок пока нет
- Vulcofac 13 PDM Technical Data Sheet Curing Agent for Heavy-Duty Tires & CompositesДокумент1 страницаVulcofac 13 PDM Technical Data Sheet Curing Agent for Heavy-Duty Tires & CompositesRobert Adrian BaeticaОценок пока нет
- LF200 TDSДокумент3 страницыLF200 TDSRobert SkibaОценок пока нет
- Polyken 1019Документ1 страницаPolyken 1019Vijay KumarОценок пока нет
- Hostalen Brochure PDFДокумент2 страницыHostalen Brochure PDFRebecca LimbardoОценок пока нет
- ANCAMINE® 2800 Curing Agent: DescriptionДокумент2 страницыANCAMINE® 2800 Curing Agent: DescriptionAceVũОценок пока нет
- Ecovio M2351Документ3 страницыEcovio M2351ssczusОценок пока нет
- UTECH 2000, Additives For Pentane Lamination Rigid FoamsДокумент12 страницUTECH 2000, Additives For Pentane Lamination Rigid Foamszhangp6Оценок пока нет
- BASF-Multi-Stage Reaction Catalysts PDFДокумент19 страницBASF-Multi-Stage Reaction Catalysts PDFguillerminaОценок пока нет
- Biodegradable Antifouling CoatingДокумент5 страницBiodegradable Antifouling CoatingMubeenОценок пока нет
- Prene PДокумент5 страницPrene PCandra DiniОценок пока нет
- Product Data Sheet Neocryl Xk-232: Property Range Unit GapДокумент1 страницаProduct Data Sheet Neocryl Xk-232: Property Range Unit GapJayasurya PaluriОценок пока нет
- Remedial Technology Fact Sheet - Activated Carbon-: Based Technology For in Situ RemediationДокумент9 страницRemedial Technology Fact Sheet - Activated Carbon-: Based Technology For in Situ RemediationMuhamad Yudistira RahayuОценок пока нет
- Asia Pacific Coatings Journal 1657985992Документ3 страницыAsia Pacific Coatings Journal 1657985992Nguyen Ho Hoang HaiОценок пока нет
- Polyurethanes For Coatings & Adhesives - Chemistry & ApplicationsДокумент17 страницPolyurethanes For Coatings & Adhesives - Chemistry & ApplicationsLong HoangОценок пока нет
- Polintek 2021Документ15 страницPolintek 2021marusahaОценок пока нет
- Wrapping SuggestionДокумент84 страницыWrapping Suggestionahmed aziziОценок пока нет
- Intergard 343 Universal PrimerДокумент9 страницIntergard 343 Universal PrimerAndri AjaОценок пока нет
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965От EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Оценок пока нет
- WeДокумент49 страницWeMahesh Patil KahatulОценок пока нет
- 7.5.3.5.2 Uniformity of Mass For Single Dose PreparationsДокумент2 страницы7.5.3.5.2 Uniformity of Mass For Single Dose PreparationsMahesh Patil KahatulОценок пока нет
- Binks2003 PDFДокумент8 страницBinks2003 PDFMahesh Patil KahatulОценок пока нет
- Guidance For IndustryДокумент7 страницGuidance For IndustryMahesh Patil KahatulОценок пока нет
- Tapasya Product Catalogue PDFДокумент104 страницыTapasya Product Catalogue PDFMahesh Patil KahatulОценок пока нет
- English Mock QOSДокумент50 страницEnglish Mock QOSvg_vvgОценок пока нет
- Occupational Toxicology and The Control of Exposure To Pharmaceutical Agents at WorkДокумент8 страницOccupational Toxicology and The Control of Exposure To Pharmaceutical Agents at WorkMahesh Patil KahatulОценок пока нет
- Scale-Up Calculator Tutorial: The MCC Tableting CalculatorДокумент24 страницыScale-Up Calculator Tutorial: The MCC Tableting CalculatorMahesh Patil KahatulОценок пока нет
- Pharmaceutical scale-up issuesДокумент7 страницPharmaceutical scale-up issuesMahesh Patil KahatulОценок пока нет
- A Commentary On Scale-Up of Pan Coating Process Using Microenvironmental ControlДокумент4 страницыA Commentary On Scale-Up of Pan Coating Process Using Microenvironmental ControlMahesh Patil KahatulОценок пока нет
- Comil Overdriven and Underdriven Scale Up WhitepaperДокумент1 страницаComil Overdriven and Underdriven Scale Up WhitepaperMahesh Patil Kahatul0% (1)
- Conical Milling Scale Up White Paper PDFДокумент8 страницConical Milling Scale Up White Paper PDFMahesh Patil KahatulОценок пока нет
- Tablet ThicknessДокумент1 страницаTablet ThicknessMahesh Patil KahatulОценок пока нет
- English Mock QOSДокумент50 страницEnglish Mock QOSvg_vvgОценок пока нет
- FDA's Pre-Approval Inspection (PAI) Program and How To Prepare For A Successful OutcomeДокумент44 страницыFDA's Pre-Approval Inspection (PAI) Program and How To Prepare For A Successful OutcomeMahesh Patil KahatulОценок пока нет
- Just Download ItДокумент14 страницJust Download Iteko yudiОценок пока нет
- Validation of Laboratory Steam Sterilizers and Autoclaves: Performance Qualification (PQДокумент1 страницаValidation of Laboratory Steam Sterilizers and Autoclaves: Performance Qualification (PQMahesh Patil KahatulОценок пока нет
- Capsule & Tablet Size ChartДокумент1 страницаCapsule & Tablet Size ChartMahesh Patil KahatulОценок пока нет
- Quantitative Model of Tacit Knowledge Estimation For Pharmaceutical IndustryДокумент7 страницQuantitative Model of Tacit Knowledge Estimation For Pharmaceutical IndustryMahesh Patil KahatulОценок пока нет
- 16 P6 LipaДокумент22 страницы16 P6 LipaMahesh Patil KahatulОценок пока нет
- SUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFДокумент33 страницыSUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFP S R PrasadОценок пока нет
- Particle Morphology and Powder Properties During - Wageningen University and Research 513788Документ6 страницParticle Morphology and Powder Properties During - Wageningen University and Research 513788Gabriel Henrique De Melo SilvaОценок пока нет
- Bete NFДокумент1 страницаBete NFRavi Chaitanya VelamarthyОценок пока нет
- Centrifugal Machine Rubber Seal Kits and Spare Parts ListДокумент16 страницCentrifugal Machine Rubber Seal Kits and Spare Parts ListAs TОценок пока нет
- Astm B117 19Документ6 страницAstm B117 19quynhhuongОценок пока нет
- Aga4372 Asc-10 Sprayer Operators Manual Revision 2.5Документ94 страницыAga4372 Asc-10 Sprayer Operators Manual Revision 2.5Rafael FávaroОценок пока нет
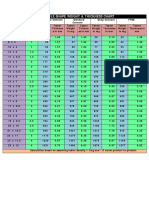
- Toro Nozzle ChartДокумент2 страницыToro Nozzle Chartrichard_costaОценок пока нет
- AAS6000 Manual Simplified Version 20120530Документ13 страницAAS6000 Manual Simplified Version 20120530J Díaz SalaverríaОценок пока нет
- Caterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U00001-00693)Документ28 страницCaterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U00001-00693)rpoy9396615Оценок пока нет
- Magnum x7 Sprayer Guide PDFДокумент2 страницыMagnum x7 Sprayer Guide PDFAnthonyОценок пока нет
- GX Electric Airless Sprayers: Important Safety InstructionsДокумент54 страницыGX Electric Airless Sprayers: Important Safety InstructionshyiredОценок пока нет
- K 22169 G - SpecДокумент2 страницыK 22169 G - SpecSyril De LimaОценок пока нет
- Steam Desuperheating: Reliability - High End Technology - SimplicityДокумент12 страницSteam Desuperheating: Reliability - High End Technology - SimplicitynidhinОценок пока нет
- Sprinkler Irrigation SystemДокумент17 страницSprinkler Irrigation SystemSidОценок пока нет
- Mistblowing Technique: A Guide to Calibration and OperationДокумент40 страницMistblowing Technique: A Guide to Calibration and OperationNguyễn ĐạiОценок пока нет
- Catalogo Da TEEJETДокумент22 страницыCatalogo Da TEEJETRodrigoОценок пока нет
- FM 7260Документ25 страницFM 7260HiTechОценок пока нет
- Manual Contrangulo Ti Max X SG20LДокумент154 страницыManual Contrangulo Ti Max X SG20LANDRES RODRIGUEZОценок пока нет
- A Review of The State-Of-The-Art Nanofluid SprayДокумент38 страницA Review of The State-Of-The-Art Nanofluid Spraywayneneo21Оценок пока нет
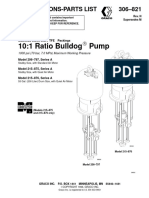
- BulldogДокумент20 страницBulldogFlorinОценок пока нет
- Label - GNF Clethodim 240ec Selective HerbicideДокумент9 страницLabel - GNF Clethodim 240ec Selective Herbicideonion yambolОценок пока нет
- Bicos - Sprying SystemsДокумент44 страницыBicos - Sprying SystemsbafileОценок пока нет
- Manual Assistina 301 Plus (Eng)Документ36 страницManual Assistina 301 Plus (Eng)Victor Manuel RevelloОценок пока нет
- Folicur 250 EW Label - 12 28 20 - AcДокумент15 страницFolicur 250 EW Label - 12 28 20 - AcKen EspinoОценок пока нет
- Jotamastic 70Документ9 страницJotamastic 70Muhammad HanafiОценок пока нет