Вам также может понравиться
- Pressuire VesselsДокумент10 страницPressuire Vesselsjojo258Оценок пока нет
- Reactor Sizing FinalДокумент34 страницыReactor Sizing FinalJobb Six-steps MatheusОценок пока нет
- Design of Gating and Feeding Systems: Experiment SixДокумент12 страницDesign of Gating and Feeding Systems: Experiment SixArvie PutriОценок пока нет
- Remaining Life Assessment of Service Exposed Reheater and Superheater Tubes in A Boiler of A Thermal Power PlantДокумент13 страницRemaining Life Assessment of Service Exposed Reheater and Superheater Tubes in A Boiler of A Thermal Power PlantArdhi Angga SОценок пока нет
- Sec 02Документ108 страницSec 02alexander almarioОценок пока нет
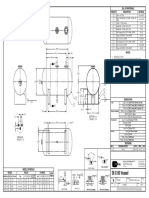
- Ammonia Gas Spherical Storage TankДокумент7 страницAmmonia Gas Spherical Storage TankBenedick Jayson MartiОценок пока нет
- Formulas Tool & DieДокумент62 страницыFormulas Tool & Dievinayak100% (1)
- Design Computation Penstock 3Документ26 страницDesign Computation Penstock 3Roland TagufaОценок пока нет
- Heat ExxxxxДокумент15 страницHeat ExxxxxZak_DaudОценок пока нет
- Basic Calculation of Injection MoldДокумент10 страницBasic Calculation of Injection MoldJyoti KaleОценок пока нет
- Foundry Bhel1Документ7 страницFoundry Bhel1Charu MallОценок пока нет
- Manufacturing EnggДокумент37 страницManufacturing EnggChandrajit DeoreОценок пока нет
- Condenser Tube: Categories of FailureДокумент19 страницCondenser Tube: Categories of FailurePaul SuicoОценок пока нет
- Solucion Cap 7Документ7 страницSolucion Cap 7karen20yarОценок пока нет
- Reg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesДокумент4 страницыReg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesWASIM MAKANDARОценок пока нет
- Steam Vent Rate CalculationДокумент3 страницыSteam Vent Rate Calculationshoaib705Оценок пока нет
- Assignment 1Документ5 страницAssignment 1Miriam NagyОценок пока нет
- CFD Simulation To Optimize DepressurozationДокумент8 страницCFD Simulation To Optimize DepressurozationCamilo Andrés GuerreroОценок пока нет
- Casting Tut and SheetДокумент12 страницCasting Tut and SheetBarnedОценок пока нет
- Tugas Metalurgi Las - Heat Flow in WeldingДокумент4 страницыTugas Metalurgi Las - Heat Flow in WeldingRhidiyan Waroko100% (4)
- Heater 10m2 (ASME Tubesheet)Документ17 страницHeater 10m2 (ASME Tubesheet)Omil RastogiОценок пока нет
- 07a40302 Fluid Mechanics & Heat TransferДокумент8 страниц07a40302 Fluid Mechanics & Heat TransferSRINIVASA RAO GANTAОценок пока нет
- To Study of Parametric Analysis of Shell and Tube Heat ExchengerДокумент9 страницTo Study of Parametric Analysis of Shell and Tube Heat ExchengerManish PrajapatiОценок пока нет
- Strength of Materials - Stresses in Thin Walled Cylinder - Hani Aziz AmeenДокумент13 страницStrength of Materials - Stresses in Thin Walled Cylinder - Hani Aziz AmeenHani Aziz Ameen100% (1)
- Comments 4Документ10 страницComments 4Mohammed Haitham ElShafieОценок пока нет
- GarbapelletizerДокумент5 страницGarbapelletizerJoel Ramirez SОценок пока нет
- Gating System DesignДокумент11 страницGating System DesignChinmay Das95% (19)
- Nr220803 Fluid MechanicsДокумент8 страницNr220803 Fluid Mechanicskarunakar84Оценок пока нет
- Calculation of Impact Force and Velocity of Fish On Free FallДокумент3 страницыCalculation of Impact Force and Velocity of Fish On Free FallEloy RosilloОценок пока нет
- Design and Fabrication of Model Feed PelletizerДокумент5 страницDesign and Fabrication of Model Feed PelletizerSh.nasirpurОценок пока нет
- Heat Transfer Nov2004 NR RR 310803Документ8 страницHeat Transfer Nov2004 NR RR 310803Nizam Institute of Engineering and Technology LibraryОценок пока нет
- Hot Blast Flow Measurement in Blast Furnace in Straight PipeДокумент6 страницHot Blast Flow Measurement in Blast Furnace in Straight PipeSubrata ghoshОценок пока нет
- March 7 Homework Solutions: Mechanical Engineering 375 Heat TransferДокумент5 страницMarch 7 Homework Solutions: Mechanical Engineering 375 Heat TransferFadelPrawiraErwinОценок пока нет
- 371hw06s (Rapid Mix Tank Design-Sample 1)Документ5 страниц371hw06s (Rapid Mix Tank Design-Sample 1)Yang Ching HianОценок пока нет
- Header DesignДокумент12 страницHeader DesignGun SmithОценок пока нет
- AT7 MabaoДокумент26 страницAT7 MabaoMichael Alex MabaoОценок пока нет
- 2-D Numerical Simulation of Hydrogen Combustion in DLR SCRAMJET Combustion ChamberДокумент10 страниц2-D Numerical Simulation of Hydrogen Combustion in DLR SCRAMJET Combustion ChamberArnalt StalinОценок пока нет
- Water-Cooled Cutter: V. I. Kotel'nikov, Sh. R. Abdullaev, and A. A. LarinДокумент2 страницыWater-Cooled Cutter: V. I. Kotel'nikov, Sh. R. Abdullaev, and A. A. LarinMoqaОценок пока нет
- Steam Drum, Water Wall & Evaporator - VWHA054Документ36 страницSteam Drum, Water Wall & Evaporator - VWHA054Mani SunОценок пока нет
- Vac 1Документ51 страницаVac 1SATHISH KUMAR SОценок пока нет
- CHE 45 - A: Chemical Engineering Design 1: Recomputed Example Problem 5.8 in SinnotДокумент7 страницCHE 45 - A: Chemical Engineering Design 1: Recomputed Example Problem 5.8 in SinnotDarnell HendersonОценок пока нет
- AMP Tut SolnДокумент14 страницAMP Tut SolnAryan SonthaliaОценок пока нет
- CAL-00-P-0005 Rev 0 Vessel SizingДокумент10 страницCAL-00-P-0005 Rev 0 Vessel SizingSyed Zaki HaiderОценок пока нет
- Preliminary Design of A Stainless Steel Helium Tank and Its Associated Cold Tuning System For 700 MHZ SCRF Cavities For ProtonДокумент5 страницPreliminary Design of A Stainless Steel Helium Tank and Its Associated Cold Tuning System For 700 MHZ SCRF Cavities For Protonkaveh-bahiraeeОценок пока нет
- NR 310803 Heat TransferДокумент8 страницNR 310803 Heat TransferSrinivasa Rao GОценок пока нет
- FM (Practical) PDFДокумент44 страницыFM (Practical) PDFPrathmesh BakkarОценок пока нет
- Heat Exchanger Design: Qfuel ContractorДокумент27 страницHeat Exchanger Design: Qfuel ContractorUsama AkramОценок пока нет
- Name: - : Industrial Materials and ProcessesДокумент3 страницыName: - : Industrial Materials and ProcessesSheryll PascobilloОценок пока нет
- Delhi Metro TEMPERATURE LOADДокумент3 страницыDelhi Metro TEMPERATURE LOADHarikrishnaОценок пока нет
- Thermowell Vibration Investigation and Analysis: January 2002Документ7 страницThermowell Vibration Investigation and Analysis: January 2002Pranpath NarupantawartОценок пока нет
- MDB3033 - Heat TransfersДокумент8 страницMDB3033 - Heat TransfersKamarul Aiman ShariffuddinОценок пока нет
- Fluid Mechanics and Heat Transfer April May 2008 Question PaperДокумент8 страницFluid Mechanics and Heat Transfer April May 2008 Question PaperelimelekОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- 11110d-1 Obround Nozzle Drawing As Code CalculatedДокумент1 страница11110d-1 Obround Nozzle Drawing As Code CalculatedSivateja NallamothuОценок пока нет
- Vessel With Large Opening: PVE SamplesДокумент25 страницVessel With Large Opening: PVE SamplesSivateja NallamothuОценок пока нет
- Pveng: Vessel With Large Opening Pve Sample VesselДокумент1 страницаPveng: Vessel With Large Opening Pve Sample VesselSivateja NallamothuОценок пока нет
- 11110d-2 Obround Nozzle Revised DesignДокумент1 страница11110d-2 Obround Nozzle Revised DesignSivateja NallamothuОценок пока нет
- Pressure Vessel Engineering, LTD.: CustomerДокумент34 страницыPressure Vessel Engineering, LTD.: CustomerSivateja Nallamothu100% (1)
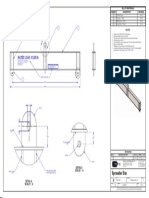
- ASME SpreaderBar DWGДокумент1 страницаASME SpreaderBar DWGSivateja NallamothuОценок пока нет
- Nozzle F Factor CalculationsДокумент5 страницNozzle F Factor CalculationsSivateja NallamothuОценок пока нет
- HeatExchanger DrawingДокумент7 страницHeatExchanger DrawingSivateja NallamothuОценок пока нет
- HeatExchanger ReportДокумент5 страницHeatExchanger ReportNur Izzati KamrulnizamОценок пока нет
- Vessel Description: Pressure Vessel Engineering, LTDДокумент40 страницVessel Description: Pressure Vessel Engineering, LTDSivateja NallamothuОценок пока нет
- Validation Example - Flat Plate Heat TransferДокумент29 страницValidation Example - Flat Plate Heat TransferSivateja NallamothuОценок пока нет
- Sample3 Drawing PDFДокумент2 страницыSample3 Drawing PDFMas Arman TewoОценок пока нет
- PVEdwg 6847 0.0 MFG - VesselДокумент1 страницаPVEdwg 6847 0.0 MFG - VesselSivateja NallamothuОценок пока нет
- Sample21 SpreadsheetДокумент20 страницSample21 SpreadsheetSivateja NallamothuОценок пока нет
- PVEdwg 6847 0.0 Generic VesselДокумент1 страницаPVEdwg 6847 0.0 Generic VesselSivateja NallamothuОценок пока нет
- Pveng: Pressure Vessel Engineering LTDДокумент11 страницPveng: Pressure Vessel Engineering LTDSivateja NallamothuОценок пока нет
- Pveng: Pressure Vessel Engineering LTDДокумент20 страницPveng: Pressure Vessel Engineering LTDSivateja NallamothuОценок пока нет
- Tri-Clamp: Item Qty. Description MaterialДокумент2 страницыTri-Clamp: Item Qty. Description MaterialSivateja NallamothuОценок пока нет
- Heat Transfer Coefficients Typical ValuesДокумент4 страницыHeat Transfer Coefficients Typical ValuesSivateja NallamothuОценок пока нет
- Full Paper SNTTM - BanjarmasinДокумент8 страницFull Paper SNTTM - BanjarmasinSivateja NallamothuОценок пока нет
- Chapter 2A - Radiation InteractionДокумент28 страницChapter 2A - Radiation InteractionZidan HoumaniОценок пока нет
- Stephen Hawking: The Life and Times ofДокумент7 страницStephen Hawking: The Life and Times ofde sisilОценок пока нет
- Phase Difference Between VR and VCДокумент9 страницPhase Difference Between VR and VCNahiyan UchihaОценок пока нет
- 82 72Документ8 страниц82 72Chetan B ArkasaliОценок пока нет
- 2021exam 2013Документ8 страниц2021exam 2013Kamuel Ming WanОценок пока нет
- Gauge Theories Lecture Notes by Matthew de AngelisДокумент84 страницыGauge Theories Lecture Notes by Matthew de Angeliscifarha venant100% (1)
- SPE 110014 A Compendium of Directional Calculations Based On The Minimum Curvature Method: Part 2Документ16 страницSPE 110014 A Compendium of Directional Calculations Based On The Minimum Curvature Method: Part 2Rohit ImandíОценок пока нет
- Thermodynamics ReviewerДокумент8 страницThermodynamics ReviewerLoala SMDОценок пока нет
- Admission Exam A Sheet AnswersДокумент4 страницыAdmission Exam A Sheet AnswersAlejandro SchrameierОценок пока нет
- Heat Transfer and Variable Loads Sept 2017 Rev 6 PresentationДокумент49 страницHeat Transfer and Variable Loads Sept 2017 Rev 6 PresentationFritzel OyaoОценок пока нет
- WRC107 NozzlePROДокумент36 страницWRC107 NozzlePROHùng Mạnh Nguyễn50% (2)
- Materials & Processes - Chapter 2Документ36 страницMaterials & Processes - Chapter 2Cass HowlettОценок пока нет
- Assignment 1 & 2Документ2 страницыAssignment 1 & 2Ravindra KumarОценок пока нет
- Darcy S Law and The Field Equations of The Flow of Underground FluidsДокумент38 страницDarcy S Law and The Field Equations of The Flow of Underground FluidsAnonymous BVbpSEОценок пока нет
- Installation and Connection ManualДокумент0 страницInstallation and Connection ManualGabriel DionicioОценок пока нет
- Answer of Midterm Exam 2 PDFДокумент6 страницAnswer of Midterm Exam 2 PDFFaisal Al-assafОценок пока нет
- 2017 Chen3009 Chapter 1 Compressible Flow-StudentДокумент38 страниц2017 Chen3009 Chapter 1 Compressible Flow-StudentApple EmiratessОценок пока нет
- Welding of Aerospace AlloysДокумент46 страницWelding of Aerospace Alloyscreativechand100% (1)
- Exp 2016 AchievementДокумент10 страницExp 2016 AchievementtcadaОценок пока нет
- The Periodic Table Webquest FinalДокумент3 страницыThe Periodic Table Webquest Finalapi-112724521Оценок пока нет
- Binding Energy Worksheet - 3Документ4 страницыBinding Energy Worksheet - 3Ysabela BernardoОценок пока нет
- Steering Knuckle AnalysisДокумент14 страницSteering Knuckle AnalysisKummareashvarОценок пока нет
- Time Travel Formula New VerДокумент1 страницаTime Travel Formula New VerJoey WarneОценок пока нет
- Substation Ground Grid Simulation Procedures PDFДокумент8 страницSubstation Ground Grid Simulation Procedures PDFSamuel NóbregaОценок пока нет
- Stat MechДокумент270 страницStat MechRithish BarathОценок пока нет
- Paper 2 Atomic and PEEДокумент6 страницPaper 2 Atomic and PEEAnonymous oDx8RFfZОценок пока нет
- Dental Materials Reviewer Pt. 10Документ5 страницDental Materials Reviewer Pt. 10Ryo MiyataОценок пока нет
- Ma App 24Документ7 страницMa App 24ahmedОценок пока нет
- Refraction and Reflection of Ultrasonic Waves at Interfaces 5.1 Application of Snell's Law in Ultrasonic TestingДокумент25 страницRefraction and Reflection of Ultrasonic Waves at Interfaces 5.1 Application of Snell's Law in Ultrasonic Testingknizam1971Оценок пока нет
- SPM 1449 2006 Mathematics p2 BerjawapanДокумент18 страницSPM 1449 2006 Mathematics p2 Berjawapanpss smk selandar71% (7)