Вам также может понравиться
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingДокумент4 страницыEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashОценок пока нет
- 2021 Individual 20546 (Lawrence, Stephen R. and Bette F.) ClientДокумент18 страниц2021 Individual 20546 (Lawrence, Stephen R. and Bette F.) ClientVANDA MOOREОценок пока нет
- W.I - Abnormal SituationДокумент1 страницаW.I - Abnormal Situation25april100% (2)
- Coupling Inspection SOP GSE FinalДокумент11 страницCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- QG-QSP-08 Procedure For Control of Non-Conformance Product.Документ5 страницQG-QSP-08 Procedure For Control of Non-Conformance Product.omprakash yadavОценок пока нет
- CQI-15 - Welding System Assessment 2nd EditionDL - Final - 2 - 2ndprinting Laser WeldingДокумент3 страницыCQI-15 - Welding System Assessment 2nd EditionDL - Final - 2 - 2ndprinting Laser Weldingalfredo garciaОценок пока нет
- Charles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)Документ441 страницаCharles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)joan82% (17)
- Ims DB DCДокумент90 страницIms DB DCpvnkraju100% (1)
- The Other Twelve Part 1Документ5 страницThe Other Twelve Part 1vv380100% (2)
- Sop For Destruction of Sample After Analysis.Документ5 страницSop For Destruction of Sample After Analysis.vasant ugaleОценок пока нет
- SD05wi1 Structural Inspection WorkpackДокумент22 страницыSD05wi1 Structural Inspection WorkpackidrisОценок пока нет
- Daily Progress Report 02-05-2015Документ4 страницыDaily Progress Report 02-05-2015khadijabugtiОценок пока нет
- PC600 (LC) 8 UEN00128 01 TroubleshootingДокумент368 страницPC600 (LC) 8 UEN00128 01 TroubleshootingdatphuongОценок пока нет
- Construction Claims and Contract Admin CPDДокумент40 страницConstruction Claims and Contract Admin CPDCraig FawcettОценок пока нет
- Effective TeachingДокумент94 страницыEffective Teaching小曼Оценок пока нет
- Barringer FMEA 11 17 09Документ9 страницBarringer FMEA 11 17 09peach5100% (1)
- All About TarlacДокумент12 страницAll About TarlacAnonymous uLb5vOjXОценок пока нет
- SigmaFlow VSM Reference ManualДокумент236 страницSigmaFlow VSM Reference ManualluisОценок пока нет
- Applied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - AnnemiekeДокумент303 страницыApplied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - Annemiekekalgm4437Оценок пока нет
- Managing To LearnДокумент132 страницыManaging To LearnJose Ortega88% (26)
- How To Analyze Gear FailuresДокумент6 страницHow To Analyze Gear FailuresHossein100% (1)
- Amerex Ansul Badger Ul Catalogo Por PartesДокумент37 страницAmerex Ansul Badger Ul Catalogo Por PartesPuma De La Torre ExtintoresОценок пока нет
- Green BWLT Question PaperДокумент5 страницGreen BWLT Question Papersitam_nitj4202Оценок пока нет
- Leakage Test Procedure For Crude Oil Storage Tank: (Arial 12)Документ6 страницLeakage Test Procedure For Crude Oil Storage Tank: (Arial 12)Ahmad MohammadОценок пока нет
- VSMДокумент296 страницVSMpgrdic100% (4)
- Linux and The Unix PhilosophyДокумент182 страницыLinux and The Unix PhilosophyTran Nam100% (1)
- Or HandoutДокумент190 страницOr Handoutyared haftu67% (6)
- Final LUS EvaluationДокумент36 страницFinal LUS EvaluationNextgenОценок пока нет
- Girth Gear Inspection PDFДокумент2 страницыGirth Gear Inspection PDFMohammed g100% (1)
- A3 ThinkingДокумент17 страницA3 Thinkingfdsa01100% (5)
- NCC Spherical Bearing Method Statement DraftДокумент23 страницыNCC Spherical Bearing Method Statement Draftrohit67% (3)
- Vaccum Box Test Procedure For All TanksДокумент6 страницVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסОценок пока нет
- Toyota A3 Process Ntro Chapt 1and2Документ46 страницToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- Toyota A3 Process Ntro Chapt 1and2Документ46 страницToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- TDS - Galvanizing ProcessДокумент7 страницTDS - Galvanizing ProcessPappu Kishore Kumar100% (1)
- 019-RCFA Disposal Pump-14520a 1'' Inlet Line Repair On 4th November 2016Документ3 страницы019-RCFA Disposal Pump-14520a 1'' Inlet Line Repair On 4th November 2016Jinlong SuОценок пока нет
- 制程名称 Process Function / Requirements 潜在失效模式 Potential Failure Mode 潜在影响 Potential Effects(s) 严 重 度 S e vДокумент19 страниц制程名称 Process Function / Requirements 潜在失效模式 Potential Failure Mode 潜在影响 Potential Effects(s) 严 重 度 S e vsitam_nitj4202Оценок пока нет
- How To Analyze Gear FailuresДокумент7 страницHow To Analyze Gear Failuresphucdc095041Оценок пока нет
- Six Steps To Successful Repair of GT ComponentsДокумент13 страницSix Steps To Successful Repair of GT ComponentsThanapaet RittirutОценок пока нет
- Verif Epi Protraxion Procedure enДокумент4 страницыVerif Epi Protraxion Procedure eninternetОценок пока нет
- TROUBLE SHOOTING (Ravindra)Документ4 страницыTROUBLE SHOOTING (Ravindra)ravindra kumarОценок пока нет
- Analysis Improvement Report For AC Stepper Motor Q-IssuesДокумент1 страницаAnalysis Improvement Report For AC Stepper Motor Q-IssuesPiyush MishraОценок пока нет
- Assessment Procedure for Boiler 锅炉评估程序Документ11 страницAssessment Procedure for Boiler 锅炉评估程序Kishore KumarОценок пока нет
- Case Study DJJ50203 Q & AДокумент5 страницCase Study DJJ50203 Q & AUncle WayneОценок пока нет
- List of InspectionДокумент17 страницList of InspectionNQTОценок пока нет
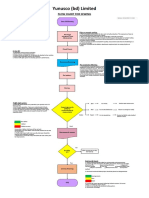
- Yunusco (BD) Limited: Flow Chart For SewingДокумент1 страницаYunusco (BD) Limited: Flow Chart For SewingMd. Nurunnabi SarkerОценок пока нет
- Vendor Approval For GFRC Rev.1Документ16 страницVendor Approval For GFRC Rev.1Ravi Shankar KolluruОценок пока нет
- A3 Report RustyДокумент7 страницA3 Report RustyMarketing BonecomОценок пока нет
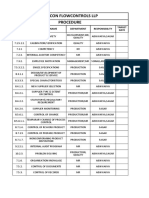
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateДокумент9 страницAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpОценок пока нет
- AECI - Presentration TrainingДокумент16 страницAECI - Presentration TrainingAlvine MabimbiОценок пока нет
- Problem Dimension: Specific Problem Closest Comparison DistinctionДокумент4 страницыProblem Dimension: Specific Problem Closest Comparison DistinctionManoj dagarОценок пока нет
- 46 SOP - Fuel Tap ServicingДокумент3 страницы46 SOP - Fuel Tap ServicingAnonymous O9TX7YlОценок пока нет
- Separator Installation Report (Repaired)Документ9 страницSeparator Installation Report (Repaired)Novan RosyandyОценок пока нет
- Method-Statement For Structure Assembly and ErectionДокумент11 страницMethod-Statement For Structure Assembly and ErectionHari NairОценок пока нет
- CFR 2011 Title49 Vol3 Part178 SubpartcДокумент89 страницCFR 2011 Title49 Vol3 Part178 SubpartcAssemОценок пока нет
- Pipeline and Hazardous Materials Safety Admin., DOT 178.35Документ3 страницыPipeline and Hazardous Materials Safety Admin., DOT 178.35Alvaro Rojas AnzolaОценок пока нет
- Selecting The Right Shipyard WILHELMSEN 1Документ21 страницаSelecting The Right Shipyard WILHELMSEN 1yw_oulalaОценок пока нет
- An Elimination Type of Pokayoke - A Game Changer Tool in The Propeller Shaft AssemblyДокумент10 страницAn Elimination Type of Pokayoke - A Game Changer Tool in The Propeller Shaft AssemblyTJPRC PublicationsОценок пока нет
- Automotive FMEAДокумент5 страницAutomotive FMEAAshish GuptaОценок пока нет
- 1978-06 Successful Applications of NDT Techniques To Mining Equipment Maintenance - Sutcliffe, Cottier (#MNG)Документ3 страницы1978-06 Successful Applications of NDT Techniques To Mining Equipment Maintenance - Sutcliffe, Cottier (#MNG)rhinemine100% (1)
- Plastic Welding Quality Issues Prevention DetectionДокумент4 страницыPlastic Welding Quality Issues Prevention DetectionCan ArslantaşОценок пока нет
- QA/QC of Concrete For Bridge ConstructionДокумент43 страницыQA/QC of Concrete For Bridge ConstructionASHUTOSH RANJANОценок пока нет
- WE-Aly-PLSec1-02-09-2010 Rev.1Документ1 страницаWE-Aly-PLSec1-02-09-2010 Rev.1Ahmed AlyОценок пока нет
- An Overview of Quantitative Risk Assessment Methods Fayssal Safie/MSFC August 1, 2000Документ68 страницAn Overview of Quantitative Risk Assessment Methods Fayssal Safie/MSFC August 1, 2000suman pandianОценок пока нет
- JSA Fuel Transfer From Tug Boat To BargeДокумент2 страницыJSA Fuel Transfer From Tug Boat To BargeRyanОценок пока нет
- Breakdown Training WorkshopДокумент49 страницBreakdown Training WorkshopOsinachukwu NwosuОценок пока нет
- Fmea para RiesgoДокумент68 страницFmea para RiesgoVERONICA ROSALES GONZALEZОценок пока нет
- 500 Hour Maintenance ProcedureДокумент5 страниц500 Hour Maintenance ProcedureAvery CandexОценок пока нет
- Scaffolding Material Preventative MaintenanceДокумент3 страницыScaffolding Material Preventative MaintenanceFrancois PrinslooОценок пока нет
- Inspection and Test Plan-LIT Project - 3.1.2024Документ11 страницInspection and Test Plan-LIT Project - 3.1.2024rhannie garciaОценок пока нет
- Jsa Worksheet Appendix 1: A-2401 Cooling Tower Pond CleaningДокумент4 страницыJsa Worksheet Appendix 1: A-2401 Cooling Tower Pond CleaningAmmadRehmanОценок пока нет
- V QualityДокумент9 страницV QualityMirceaОценок пока нет
- Application and Function of Valve ServicingДокумент1 страницаApplication and Function of Valve ServicingMuhamad arifОценок пока нет
- 2.2 - ST Approach To Zero Defects in Automotive Applications - PaEp - STДокумент15 страниц2.2 - ST Approach To Zero Defects in Automotive Applications - PaEp - STmoyinglong1126Оценок пока нет
- Technics Offshore Engineering Pte LTD: Owner: Contract No.: - Equipment: Project No.: Tag No.: Sheet NoДокумент1 страницаTechnics Offshore Engineering Pte LTD: Owner: Contract No.: - Equipment: Project No.: Tag No.: Sheet NoHanuman RaoОценок пока нет
- Casing Running Checklist and Cementing Preparation - Drilling ManualДокумент8 страницCasing Running Checklist and Cementing Preparation - Drilling ManualAmlk MartinezОценок пока нет
- Scale Cavitation TestДокумент9 страницScale Cavitation TestCandy KendeeОценок пока нет
- Actividad de DurezaДокумент7 страницActividad de DurezaMartin Fibela EsparzaОценок пока нет
- Lec 22Документ38 страницLec 22sitam_nitj4202Оценок пока нет
- Global Transformer Optimization Method UДокумент5 страницGlobal Transformer Optimization Method Usitam_nitj4202Оценок пока нет
- Stochastic Noise Removal On Partial DiscДокумент6 страницStochastic Noise Removal On Partial Discsitam_nitj4202Оценок пока нет
- Optimization of Power Transformer Design Losses VoДокумент30 страницOptimization of Power Transformer Design Losses VoghersimonОценок пока нет
- Lec 19Документ32 страницыLec 19sitam_nitj4202Оценок пока нет
- Impact of Accelerated Stresses On PowerДокумент15 страницImpact of Accelerated Stresses On Powersitam_nitj4202Оценок пока нет
- Lec 21Документ35 страницLec 21sitam_nitj4202Оценок пока нет
- C 0Документ2 страницыC 0Ravi ValakrishnanОценок пока нет
- 219 PDFДокумент13 страниц219 PDFAntónioSimõesBorbaОценок пока нет
- Lec 20Документ29 страницLec 20sitam_nitj4202Оценок пока нет
- Case Study - Logistics IndustryДокумент3 страницыCase Study - Logistics Industrysitam_nitj4202Оценок пока нет
- 04 3 Elements WorkbookДокумент5 страниц04 3 Elements Workbooksitam_nitj4202Оценок пока нет
- Lean Manufacturing ProjectДокумент5 страницLean Manufacturing Projectsitam_nitj4202Оценок пока нет
- Lean Management BOKДокумент68 страницLean Management BOKsitam_nitj4202Оценок пока нет
- Standardization: Standard WorkДокумент2 страницыStandardization: Standard WorkMenganoОценок пока нет
- Standard Work Course: WorkbookДокумент4 страницыStandard Work Course: Workbooksitam_nitj4202Оценок пока нет
- Prerequisites To Standard Work: A Stable ProcessДокумент1 страницаPrerequisites To Standard Work: A Stable Processsitam_nitj4202Оценок пока нет
- Standard Work IntroductionДокумент3 страницыStandard Work Introductionsitam_nitj4202Оценок пока нет
- Ejemplo de Instruccion de Trabajo PDFДокумент2 страницыEjemplo de Instruccion de Trabajo PDFJose nuñezОценок пока нет
- SW Process Capacity SheetДокумент2 страницыSW Process Capacity Sheetsitam_nitj4202Оценок пока нет
- TAKT Time Mixed ModelДокумент113 страницTAKT Time Mixed Modelsitam_nitj4202Оценок пока нет
- LEAN ProjectДокумент33 страницыLEAN Projectsitam_nitj4202Оценок пока нет
- Sustainable Strategic Management BarbosaДокумент11 страницSustainable Strategic Management BarbosapurwawardhaniОценок пока нет
- Earth Science NAME - DATEДокумент3 страницыEarth Science NAME - DATEArlene CalataОценок пока нет
- Teaching PowerPoint Slides - Chapter 5Документ19 страницTeaching PowerPoint Slides - Chapter 5Azril ShazwanОценок пока нет
- Sips 1328Документ64 страницыSips 1328Jean Claude De AldánОценок пока нет
- Assessment - UK Forestry Data ICT THEORY For CAT1Документ13 страницAssessment - UK Forestry Data ICT THEORY For CAT1Joanna AchemaОценок пока нет
- WCDMA Radio Access OverviewДокумент8 страницWCDMA Radio Access OverviewDocMasterОценок пока нет
- Chudamani Women Expecting ChangeДокумент55 страницChudamani Women Expecting ChangeMr AnantОценок пока нет
- The Fastest Easiest Way To Secure Your NetworkДокумент9 страницThe Fastest Easiest Way To Secure Your NetworkMark ShenkОценок пока нет
- Materials Management - 1 - Dr. VP - 2017-18Документ33 страницыMaterials Management - 1 - Dr. VP - 2017-18Vrushabh ShelkarОценок пока нет
- Macros and DirectiveДокумент7 страницMacros and DirectiveAbdul MoeedОценок пока нет
- RESEARCHДокумент5 страницRESEARCHroseve cabalunaОценок пока нет
- The Determinants of Corporate Dividend PolicyДокумент16 страницThe Determinants of Corporate Dividend PolicyRutvikОценок пока нет
- S3 U4 MiniTestДокумент3 страницыS3 U4 MiniTestĐinh Thị Thu HàОценок пока нет
- Shoshana Bulka PragmaticaДокумент17 страницShoshana Bulka PragmaticaJessica JonesОценок пока нет
- University of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSДокумент3 страницыUniversity of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSPhilip Pearce-PearsonОценок пока нет
- Student Research Project Science ReportДокумент8 страницStudent Research Project Science Reportapi-617553177Оценок пока нет
- The Teacher Research Movement: A Decade Later: Cite This PaperДокумент13 страницThe Teacher Research Movement: A Decade Later: Cite This PaperAlexandre NecromanteionОценок пока нет
- 2017LR72 - SUMMARY REPORT Final 03052020Документ72 страницы2017LR72 - SUMMARY REPORT Final 03052020Dung PhamОценок пока нет
- DatuinMA (Activity #5 - NSTP 10)Документ2 страницыDatuinMA (Activity #5 - NSTP 10)Marc Alen Porlaje DatuinОценок пока нет