Вам также может понравиться
- Procesos de taller de mangueras, láminas y piezas de repuestoДокумент2 страницыProcesos de taller de mangueras, láminas y piezas de repuestoSthefanie Guerrero SilvaОценок пока нет
- DOP del proceso de fabricación de vasos cerámicos choppДокумент10 страницDOP del proceso de fabricación de vasos cerámicos choppEnrique Enrique50% (2)
- Solucionario Preguntas de Repaso Capítulo 2Документ12 страницSolucionario Preguntas de Repaso Capítulo 2AmadoОценок пока нет
- Caso de EstudioДокумент1 страницаCaso de Estudioandrea ramosОценок пока нет
- Dop Dap TelasДокумент2 страницыDop Dap TelasrichardОценок пока нет
- Solucion Ejercicios Dequeismo QueismoДокумент28 страницSolucion Ejercicios Dequeismo QueismoDalia Bernabe MallmaОценок пока нет
- Clase 2 - Capacidad de ProduccionДокумент25 страницClase 2 - Capacidad de ProduccionNicole Del Pilar Levano ConchaОценок пока нет
- Proceso productivo de piezas de aluminio desde lingotesДокумент3 страницыProceso productivo de piezas de aluminio desde lingotesJunior Rojas Yalo0% (1)
- EJERCICIOS PROPUESTOS DE DIAGRAMAS MetodosДокумент2 страницыEJERCICIOS PROPUESTOS DE DIAGRAMAS MetodosZelmyc Raul Segurondo AndulceОценок пока нет
- Diagrama de Analisis de Proceso DAPДокумент8 страницDiagrama de Analisis de Proceso DAPRobert Ra50% (4)
- Productividad y rendimiento en empresas de producciónДокумент3 страницыProductividad y rendimiento en empresas de producciónChanny liranzoОценок пока нет
- Dap Final de La SillaДокумент3 страницыDap Final de La SillaHector Manuel Neyra Morales50% (2)
- DapДокумент8 страницDapJesusJaraОценок пока нет
- Ejercicios Diagrama Bimanual 2da ParteДокумент5 страницEjercicios Diagrama Bimanual 2da ParteJuan Ignacio Cicardi100% (1)
- DAP del proceso de elaboración de juego de toallasДокумент12 страницDAP del proceso de elaboración de juego de toallasrodrigo100% (1)
- Historia y definición de la ingeniería de métodosДокумент5 страницHistoria y definición de la ingeniería de métodosJoel VacaОценок пока нет
- Clase 04 Metodos I Diagrama de ProcesoДокумент71 страницаClase 04 Metodos I Diagrama de ProcesoMarco Bardales100% (1)
- Ejercicios Propuestos Diagramas Parte II 2Документ8 страницEjercicios Propuestos Diagramas Parte II 2Americo Farfan Vargas100% (2)
- Producción de tequila: diagrama de operacionesДокумент2 страницыProducción de tequila: diagrama de operacionesAlexander MontesОценок пока нет
- Optimización del tiempo de ocio del operador en prensado de triplayДокумент3 страницыOptimización del tiempo de ocio del operador en prensado de triplayYoshua PortugalОценок пока нет
- Cómo examinar una operaciónДокумент11 страницCómo examinar una operaciónGerardo MorlanОценок пока нет
- Diagrama de Flujo Del Proceso: Ensamblaje de Robot 24 6 Lego 7Документ2 страницыDiagrama de Flujo Del Proceso: Ensamblaje de Robot 24 6 Lego 7alejandroОценок пока нет
- Actividad Diagrama BimanualДокумент5 страницActividad Diagrama BimanualDiego Cárdenas100% (1)
- Ejercicios Analisis de DatosДокумент10 страницEjercicios Analisis de Datosederhr50% (2)
- Diagrama Hombre MaquinaДокумент4 страницыDiagrama Hombre MaquinaAli BadfaceОценок пока нет
- EjercicioДокумент1 страницаEjercicioamorcito2580% (5)
- Hoja de Práctica 4Документ7 страницHoja de Práctica 4Brandon PérezОценок пока нет
- Analisis Del Proceso de FabricacionДокумент2 страницыAnalisis Del Proceso de FabricacionAli BadfaceОценок пока нет
- Ejercicio 05Документ2 страницыEjercicio 05Anthony Nuñez Lopez100% (1)
- Guia de Ejercicios - Diagrama de ProcesosДокумент29 страницGuia de Ejercicios - Diagrama de ProcesosJessica100% (1)
- Ejercicio 2 Muñecas - UnlockedДокумент19 страницEjercicio 2 Muñecas - UnlockedAndrea Eunice Martínez SantosОценок пока нет
- CAPACIDADДокумент60 страницCAPACIDADAndres S Lutz100% (1)
- Diagrama Hombre MaquinaДокумент2 страницыDiagrama Hombre MaquinaAntonioОценок пока нет
- Extrusión de tubería: tasa de producciónДокумент1 страницаExtrusión de tubería: tasa de producciónMauricio RojasОценок пока нет
- Dop BicicletaДокумент2 страницыDop BicicletaNicolas100% (4)
- Ingenieria de Metodos Capitulo 5Документ13 страницIngenieria de Metodos Capitulo 5Oscar RangelОценок пока нет
- DOP y DAP Produccion PeriodicosДокумент4 страницыDOP y DAP Produccion PeriodicosJose100% (1)
- Distribucion Por Celda de ManufacturaДокумент7 страницDistribucion Por Celda de ManufacturarocseliОценок пока нет
- Diagrama de recorrido laboratorio mecánica rocasДокумент5 страницDiagrama de recorrido laboratorio mecánica rocasSandrita Mamani0% (1)
- Diagrama Bimanual D.TTДокумент4 страницыDiagrama Bimanual D.TTBelen HaroОценок пока нет
- Diagrama de recorrido de producción de cinturonesДокумент4 страницыDiagrama de recorrido de producción de cinturonesCarlos Cruz MadridОценок пока нет
- Desarrollo Histórico de La Ingeniería de MetodosДокумент3 страницыDesarrollo Histórico de La Ingeniería de MetodosSergioAlejandroRodriguezPozo100% (1)
- Impri MirДокумент15 страницImpri MirCarlos Gonzales HuapallaОценок пока нет
- Diagrama BimanualДокумент1 страницаDiagrama BimanualDavid S. Gutierrez100% (1)
- Flexsim 17Документ21 страницаFlexsim 17Luis IbarraОценок пока нет
- 2.3 Diagrama de RecorridoДокумент1 страница2.3 Diagrama de RecorridoMary Cantarinez Gutierrez100% (1)
- Ejercicios Dap - Carlos Silva Quicana PDFДокумент1 страницаEjercicios Dap - Carlos Silva Quicana PDFYoel A UmañaОценок пока нет
- DOP diagrama proceso madera pernos arandelasДокумент3 страницыDOP diagrama proceso madera pernos arandelasDiego IgnacioОценок пока нет
- PRACTICA5 CircuitosДокумент12 страницPRACTICA5 CircuitosAxel Paradox LopezОценок пока нет
- Diagrama de Proceso-Análisis Del HombreДокумент4 страницыDiagrama de Proceso-Análisis Del HombreBrayhan Sánchez0% (2)
- Sinoptico BicicletaДокумент4 страницыSinoptico BicicletaAndres Ramirez100% (1)
- Practica #2Документ4 страницыPractica #2FrameganОценок пока нет
- Ejercicios Propuestos Diagramas Parte IДокумент8 страницEjercicios Propuestos Diagramas Parte IjuanmanueljuarezОценок пока нет
- GUIA DE EJERCICIOS DE DIAGRAMAS Procesos y RecorridoДокумент5 страницGUIA DE EJERCICIOS DE DIAGRAMAS Procesos y Recorridojose PeñaОценок пока нет
- Trabajo Parcial Del Curso de Procesos para IngenieríaДокумент5 страницTrabajo Parcial Del Curso de Procesos para IngenieríamoisesОценок пока нет
- Ejercicios Propuestos Diagramas Parte IДокумент11 страницEjercicios Propuestos Diagramas Parte IAngie PortoОценок пока нет
- Fabricación bombonas gasДокумент1 страницаFabricación bombonas gasDavid GuangasigОценок пока нет
- Ejercicios de Diagramas de Procesos Ingenieria IndustrialДокумент2 страницыEjercicios de Diagramas de Procesos Ingenieria IndustrialJose Rafael Ramos Chiquillo Jose Ramos0% (1)
- Ejecicio Dap Dop 1Документ4 страницыEjecicio Dap Dop 1QuirozRojasCesarОценок пока нет
- Quiz 1 Estudio Del TrabajoДокумент1 страницаQuiz 1 Estudio Del Trabajozlink RamosОценок пока нет
- Accion Social y Resultados Empresariales Rse IV Ciclo Uwiener 2017-1Документ11 страницAccion Social y Resultados Empresariales Rse IV Ciclo Uwiener 2017-1jorgeОценок пока нет
- SI - 20191 - ISI03N - Silabo de Desarrollo Personal (Malla S3-2013)Документ7 страницSI - 20191 - ISI03N - Silabo de Desarrollo Personal (Malla S3-2013)jorgeОценок пока нет
- E2 - CONSTRUCCION DE APLICATIVO EN SALUD - RubricaДокумент1 страницаE2 - CONSTRUCCION DE APLICATIVO EN SALUD - RubricajorgeОценок пока нет
- Herramientas de Calidad - 20 - 11Документ14 страницHerramientas de Calidad - 20 - 11jorgeОценок пока нет
- 1 Actividad en ParejasДокумент2 страницы1 Actividad en ParejasjorgeОценок пока нет
- Formulario para Toma de Tiempos Medida de DesempeñoДокумент1 страницаFormulario para Toma de Tiempos Medida de DesempeñojorgeОценок пока нет
- Marcro y Mircro EntornoДокумент15 страницMarcro y Mircro EntornojorgeОценок пока нет
- Clases 2 Eficiencia, Eficacia y Excelencia Gestion Empresas Wiener 2019-1Документ23 страницыClases 2 Eficiencia, Eficacia y Excelencia Gestion Empresas Wiener 2019-1jorgeОценок пока нет
- Introducción a los negocios y el emprendimiento: características del emprendedorДокумент23 страницыIntroducción a los negocios y el emprendimiento: características del emprendedorjorgeОценок пока нет
- El LiderazgoДокумент36 страницEl LiderazgojorgeОценок пока нет
- Clase 6 El Proceso de Toma Decisiones, Tipos y Condiciones Gestion Empresasuwiener 2019-1Документ23 страницыClase 6 El Proceso de Toma Decisiones, Tipos y Condiciones Gestion Empresasuwiener 2019-1jorgeОценок пока нет
- Accion Social y Resultados Empresariales Rse IV Ciclo Uwiener 2017-1Документ11 страницAccion Social y Resultados Empresariales Rse IV Ciclo Uwiener 2017-1jorgeОценок пока нет
- Evaluacion Diagnostica Gestion de Empresas II Ciclo Wiener 2019-1Документ4 страницыEvaluacion Diagnostica Gestion de Empresas II Ciclo Wiener 2019-1jorgeОценок пока нет
- Grupos y Equipos de Trabajo Co III Ciclo 2017-1 WienerДокумент23 страницыGrupos y Equipos de Trabajo Co III Ciclo 2017-1 WienerjorgeОценок пока нет
- Pca Dirigida No 1 Ing. Métodos ProductividadДокумент8 страницPca Dirigida No 1 Ing. Métodos ProductividadjorgeОценок пока нет
- Marketing Social Rse Wiener 2017-1Документ15 страницMarketing Social Rse Wiener 2017-1jorgeОценок пока нет
- Modelo de Sesion de Aprendizaje 6a Sesion SCM 2019.2Документ1 страницаModelo de Sesion de Aprendizaje 6a Sesion SCM 2019.2jorgeОценок пока нет
- E3 - Rubrica EntretenimientoДокумент1 страницаE3 - Rubrica EntretenimientojorgeОценок пока нет
- Expo Negociacion en El Siglo XXLДокумент17 страницExpo Negociacion en El Siglo XXLjorgeОценок пока нет
- Sesion 2 CASO - DE - ESTUDIO - No - 1 - y - 2 - HARD - ROCK - CAFE - Y - TACO - BELLДокумент2 страницыSesion 2 CASO - DE - ESTUDIO - No - 1 - y - 2 - HARD - ROCK - CAFE - Y - TACO - BELLjorgeОценок пока нет
- Clase 1 El Proceso de Negociacion en El Siglo Xxi Neg y Res de Conflictos 2019-1Документ18 страницClase 1 El Proceso de Negociacion en El Siglo Xxi Neg y Res de Conflictos 2019-1jorgeОценок пока нет
- Clase 2 B A Elementos de La Negociacion Neg y Resol de Conflictos Uwiener 2019-1Документ10 страницClase 2 B A Elementos de La Negociacion Neg y Resol de Conflictos Uwiener 2019-1jorgeОценок пока нет
- Legislacion y Comercio InformaticoДокумент1 страницаLegislacion y Comercio InformaticoGestionОценок пока нет
- E3 Rubrica SaludДокумент1 страницаE3 Rubrica SaludjorgeОценок пока нет
- Sesion 4 Caso de Estudio Resolucion de ConflictosДокумент1 страницаSesion 4 Caso de Estudio Resolucion de ConflictosjorgeОценок пока нет
- Feria Tecnologica Nov 2019 BasesДокумент5 страницFeria Tecnologica Nov 2019 BasesjorgeОценок пока нет
- Sesion 2 Caso de Estudio No 1 y 2 Hard Rock Cafe y Taco BellДокумент2 страницыSesion 2 Caso de Estudio No 1 y 2 Hard Rock Cafe y Taco BelljorgeОценок пока нет
- Capitulo 9 Caso 4Документ8 страницCapitulo 9 Caso 4Wilmer SaenzОценок пока нет
- Expo Semana 15 LogisticaДокумент7 страницExpo Semana 15 LogisticajorgeОценок пока нет
- U6 Conductores 4toДокумент8 страницU6 Conductores 4toCanovas Luis JoséОценок пока нет
- PO-OYM-MANTTO-09. Mantenimiento de Celda de ReferenciaДокумент5 страницPO-OYM-MANTTO-09. Mantenimiento de Celda de ReferenciaAngel MoralesОценок пока нет
- Oro (1) FinalДокумент45 страницOro (1) FinalJuan Pedro Mora Fuentes100% (1)
- Proceso Extracción Mina SubterráneaДокумент29 страницProceso Extracción Mina SubterráneaMartin HerreraОценок пока нет
- La Porosidad de Castings TraduccionДокумент44 страницыLa Porosidad de Castings Traduccionnestorcamilo111Оценок пока нет
- Ft-Cupper TogДокумент3 страницыFt-Cupper TogMax Rodriguez MОценок пока нет
- Construcción y mantenimiento de sistemas eléctricosДокумент9 страницConstrucción y mantenimiento de sistemas eléctricosKerelin Acosta de BaezОценок пока нет
- Procesos de Formado en CalienteДокумент94 страницыProcesos de Formado en CalienteGUILLERMOОценок пока нет
- Sensor de OscuridadДокумент7 страницSensor de OscuridadChelo DávilaОценок пока нет
- GalvanómetroДокумент16 страницGalvanómetroMaxi LandivisnayОценок пока нет
- Nombre Del Expediente TécnicoДокумент42 страницыNombre Del Expediente Técnicosanval100% (1)
- ManganesoДокумент15 страницManganesoRay RiosОценок пока нет
- Sistemas de Refrigeracion Con CFC, HCFC, HFC y HfoДокумент63 страницыSistemas de Refrigeracion Con CFC, HCFC, HFC y HfoCamio HormazabalОценок пока нет
- N14MS03-I1-SIGMA-00000-PLNSE06-0000-001 (Plan de Emergencia R.5)Документ33 страницыN14MS03-I1-SIGMA-00000-PLNSE06-0000-001 (Plan de Emergencia R.5)gabriel belmar100% (1)
- Lubricantes industrialesДокумент96 страницLubricantes industrialesEdinsonUribeTorresОценок пока нет
- Aisladores y CortacorrientesДокумент29 страницAisladores y CortacorrientesRuben MoralesОценок пока нет
- CheckДокумент11 страницCheckNicole Stefany Sotomayor IturraОценок пока нет
- Distribucion de Plomeria, TuberiasДокумент17 страницDistribucion de Plomeria, TuberiasradeobaldiaОценок пока нет
- CONDESTABLEДокумент22 страницыCONDESTABLEEDSON JUNIOR PALPAN LEONОценок пока нет
- Guía No 4 - PrimariosДокумент108 страницGuía No 4 - PrimariosKenethОценок пока нет
- Latones y Zamak para Componentes en Contacto Con Agua PotableДокумент31 страницаLatones y Zamak para Componentes en Contacto Con Agua PotablefjpancorboОценок пока нет
- Terma Solar EcologicaДокумент15 страницTerma Solar EcologicaTatiana Chávez TrigosoОценок пока нет
- Montaje transformadores monofásicos: Materiales y procedimientosДокумент15 страницMontaje transformadores monofásicos: Materiales y procedimientosDaniel Correa TatisОценок пока нет
- Porcentaje Rendimiento Cobre PlomoДокумент5 страницPorcentaje Rendimiento Cobre PlomoSantiago Rivero FariasОценок пока нет
- Decreto No. 528-01 Que Aprueba El Reglamento General para Control de Riesgos de Alimentos y Bebidas en La República DominicanaДокумент102 страницыDecreto No. 528-01 Que Aprueba El Reglamento General para Control de Riesgos de Alimentos y Bebidas en La República DominicanaEscuela Nacional de la Judicatura100% (3)
- Ah1003301 PDFДокумент181 страницаAh1003301 PDFDeyby Pilcón RodasОценок пока нет
- Chanca DoДокумент12 страницChanca DoEmerson Alejandro Araneda Arenas0% (1)
- Examen Diseño de PlantasДокумент4 страницыExamen Diseño de PlantasElizabeth RodriguezОценок пока нет
- Total CutДокумент2 страницыTotal CutPablo Salazar LuceroОценок пока нет
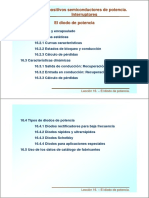
- El diodo de potencia: construcción, características y tiposДокумент14 страницEl diodo de potencia: construcción, características y tiposElmer QueaОценок пока нет