Вам также может понравиться
- TestPlan ASTM 123Документ9 страницTestPlan ASTM 123Fernando Patiño Guevara100% (1)
- AIAG CQI-15 Special Process: Welding System Assessment Mabuchi Motor Mexico, S.A.De C.VДокумент30 страницAIAG CQI-15 Special Process: Welding System Assessment Mabuchi Motor Mexico, S.A.De C.VLuis AldanaОценок пока нет
- Mau ReportДокумент30 страницMau ReportNguyễn Hoàng DũngОценок пока нет
- Supplier Quality System Audit Report: Quanta Computer IncДокумент78 страницSupplier Quality System Audit Report: Quanta Computer IncVanessa MansurОценок пока нет
- MSA DecДокумент45 страницMSA DecpsathishthevanОценок пока нет
- WI QA 14 PIug GaugesДокумент1 страницаWI QA 14 PIug GaugesAnkur Gupta100% (1)
- Aiag Vda FmeaДокумент244 страницыAiag Vda Fmeav56btmnrc4Оценок пока нет
- 08 FmeaДокумент27 страниц08 FmeanormalОценок пока нет
- Plant MIS Month of March '17Документ7 страницPlant MIS Month of March '17MEHAKОценок пока нет
- Customer Satisfaction Measurment ProcedureДокумент1 страницаCustomer Satisfaction Measurment ProcedureAnkur GuptaОценок пока нет
- MOM - Control PlanДокумент17 страницMOM - Control PlanraghulramasamyОценок пока нет
- Organization Context (4Документ3 страницыOrganization Context (4Nguyen Trung Kien100% (1)
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Документ2 страницыWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahОценок пока нет
- Procedure For New DevelopmentsДокумент2 страницыProcedure For New DevelopmentsspdhimanОценок пока нет
- PPAP Check ListДокумент4 страницыPPAP Check ListSameer SaxenaОценок пока нет
- S. No. Equipment Make Specification Application Picture Star MarkedДокумент3 страницыS. No. Equipment Make Specification Application Picture Star MarkedRavi javaliОценок пока нет
- Appendix - 9 - APQP - Timing - PlanДокумент1 страницаAppendix - 9 - APQP - Timing - PlanChandru JattiОценок пока нет
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefДокумент3 страницыVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarОценок пока нет
- Ajts QCP Fab Format Rev 01Документ4 страницыAjts QCP Fab Format Rev 01Pradip DabhiОценок пока нет
- MTC Air PurgingДокумент1 страницаMTC Air Purginghari kaiprathОценок пока нет
- Supplier Manual-7th Revision - April 23 FinalДокумент35 страницSupplier Manual-7th Revision - April 23 FinalvishnuОценок пока нет
- Root Cause Analysis - ToolДокумент11 страницRoot Cause Analysis - ToolmuneerppОценок пока нет
- Supplier APQP TrainingДокумент32 страницыSupplier APQP TrainingvivekОценок пока нет
- Internal Audit Observation ReportДокумент2 страницыInternal Audit Observation Reportsenk197100% (1)
- 91187419-PQR Blank PDFДокумент3 страницы91187419-PQR Blank PDFpedrorocha210Оценок пока нет
- Causes & Preventation of Defects (Burr) in Sheet Metal Component PDFДокумент5 страницCauses & Preventation of Defects (Burr) in Sheet Metal Component PDFMajad RazakОценок пока нет
- F16 (SOP - hrd.01) Kaizen Implementation SheetДокумент1 страницаF16 (SOP - hrd.01) Kaizen Implementation SheetRAHUL YADAVОценок пока нет
- Check List PipeДокумент18 страницCheck List PipeGeorge MadisonОценок пока нет
- 3 3bb0aДокумент7 страниц3 3bb0aEleandro JoaquimОценок пока нет
- Apqp PhasesДокумент3 страницыApqp PhasesBharatОценок пока нет
- Gauge Validation ReportДокумент71 страницаGauge Validation ReportPreetam GiteОценок пока нет
- Deckblatt - : First Sample Test Report VDAДокумент9 страницDeckblatt - : First Sample Test Report VDAJuliaОценок пока нет
- Quality ControlДокумент51 страницаQuality ControlOprisor CostinОценок пока нет
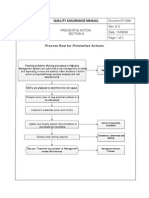
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Документ2 страницыQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheОценок пока нет
- BGL-FM-HR-38 Training Cum Effectiveness Record 01Документ2 страницыBGL-FM-HR-38 Training Cum Effectiveness Record 01Mohit SinghОценок пока нет
- 质量过程审核 Quality Process Audit: 修订履历 Revision HistoryДокумент42 страницы质量过程审核 Quality Process Audit: 修订履历 Revision HistoryphamtienkhangОценок пока нет
- Internal Qms Audit Summary: Major/Minor/OIДокумент33 страницыInternal Qms Audit Summary: Major/Minor/OIMEHAKОценок пока нет
- Gauge Repeatability & Reproduceability Report (MSA Study)Документ2 страницыGauge Repeatability & Reproduceability Report (MSA Study)Karan MalhiОценок пока нет
- PFD - Example..Документ4 страницыPFD - Example..lalit GuptaОценок пока нет
- PSWДокумент2 страницыPSWLinda G. CordovaОценок пока нет
- 4-Welding Painting Repair-PДокумент8 страниц4-Welding Painting Repair-PNguyen Anh TuanОценок пока нет
- Quality RequirementsДокумент26 страницQuality RequirementsDilip PatilОценок пока нет
- Quality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Документ12 страницQuality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Ashik ShariarОценок пока нет
- The New Declaration of Performance (Description)Документ39 страницThe New Declaration of Performance (Description)Bogdan MuresanОценок пока нет
- Annex-1-Process Flow ChartДокумент1 страницаAnnex-1-Process Flow ChartDeepak DasОценок пока нет
- QA-REC-122 Attiribute MSAДокумент4 страницыQA-REC-122 Attiribute MSAsunita choudharyОценок пока нет
- Control of Monitoring & Measuring DevicesДокумент10 страницControl of Monitoring & Measuring DevicesRamesh mudunuriОценок пока нет
- Layout Inspection Plan 2020-2021Документ1 страницаLayout Inspection Plan 2020-2021rajesh sharmaОценок пока нет
- 5 Why WeldingRobot ToyotaДокумент1 страница5 Why WeldingRobot ToyotaMickloSoberanОценок пока нет
- Toaz - Info Red Bin Analysis Procedure PRДокумент4 страницыToaz - Info Red Bin Analysis Procedure PRRohit QualityОценок пока нет
- Nikhil Quality 6YOEДокумент3 страницыNikhil Quality 6YOENikhil DhimanОценок пока нет
- Corrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanДокумент1 страницаCorrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanNguyen Anh TuanОценок пока нет
- 1 en 1090 1 QuestionnaireДокумент5 страниц1 en 1090 1 QuestionnaireJohn PirretОценок пока нет
- Example of Using Pear FormДокумент2 страницыExample of Using Pear Formjohnoo7Оценок пока нет
- GM Process SheetДокумент1 страницаGM Process SheetSuraj RawatОценок пока нет
- Calibration ProcedureДокумент5 страницCalibration ProcedureManu SharmaОценок пока нет
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFДокумент59 страниц2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonОценок пока нет
- QUALITY CONTROL PROCEDURE FOR INSTALLATION & TESTING OF FIRE FIGHTING PIPING SYSTEM AND ACCESSORIES - The Engineer's BlogДокумент12 страницQUALITY CONTROL PROCEDURE FOR INSTALLATION & TESTING OF FIRE FIGHTING PIPING SYSTEM AND ACCESSORIES - The Engineer's BlogNESTOR YUMULОценок пока нет
- 560-S27 QUALITY CONTROL PROGRAM Rev.4Документ27 страниц560-S27 QUALITY CONTROL PROGRAM Rev.4AbdelmuneimОценок пока нет
- Document No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingДокумент16 страницDocument No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingNguyễn Hoàng DũngОценок пока нет
- Process Control Procedures: Final Inspection ReportДокумент3 страницыProcess Control Procedures: Final Inspection ReportNguyễn Hoàng DũngОценок пока нет
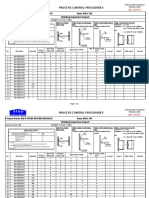
- Process Control Procedures: Welding Inspection Report Project Name: Dien Phan Nhom Daknong Item: NHA 344Документ4 страницыProcess Control Procedures: Welding Inspection Report Project Name: Dien Phan Nhom Daknong Item: NHA 344Nguyễn Hoàng DũngОценок пока нет
- Process Control Procedures: Fitting Up Section Inspection ReportДокумент3 страницыProcess Control Procedures: Fitting Up Section Inspection ReportNguyễn Hoàng DũngОценок пока нет
- WPQR Smaw 09Документ2 страницыWPQR Smaw 09Nguyễn Hoàng DũngОценок пока нет
- Wpqr-Fcaw 11Документ2 страницыWpqr-Fcaw 11Nguyễn Hoàng DũngОценок пока нет
- ASNT Refresher Courses 2004: Come To The NDT Resource For Your Refresher Course NeedsДокумент12 страницASNT Refresher Courses 2004: Come To The NDT Resource For Your Refresher Course NeedsNguyễn Hoàng Dũng0% (1)
- Astm 2002 Us PDFДокумент12 страницAstm 2002 Us PDFNguyễn Hoàng DũngОценок пока нет
- Understand The Difference Between Verification and ValidationДокумент6 страницUnderstand The Difference Between Verification and ValidationAsel Juárez ViteОценок пока нет
- Translation Reference ManualДокумент185 страницTranslation Reference ManualYves-donald MakoumbouОценок пока нет
- Magnify Your Focus.: Minimize ComplexityДокумент20 страницMagnify Your Focus.: Minimize ComplexityTina.D.LestariОценок пока нет
- AAS 920 524E ValProbe Wireless en 092815 WebДокумент20 страницAAS 920 524E ValProbe Wireless en 092815 Webjuditherrera_11Оценок пока нет
- Steel Vessel Systems RulesДокумент718 страницSteel Vessel Systems RulesAnis KacemОценок пока нет
- FH LTX Bidspecs Am en Low 8126Документ2 страницыFH LTX Bidspecs Am en Low 8126Anonymous C4PJCOz6Оценок пока нет
- 23 Laporan Audit ISO18001-2007 THN 2019Документ11 страниц23 Laporan Audit ISO18001-2007 THN 2019Rick SitumorangОценок пока нет
- Applying I Metrics For The Integration of Goal-Oriented Modeling Into MDD ProcessesДокумент16 страницApplying I Metrics For The Integration of Goal-Oriented Modeling Into MDD ProcessesSangre CombativaОценок пока нет
- Perkin Elmer Manual Operacion Series 200 VacuumDegasser PDFДокумент43 страницыPerkin Elmer Manual Operacion Series 200 VacuumDegasser PDFRuben Martinez Reyna100% (3)
- PR-1159 - Commissioning and Start-UpДокумент116 страницPR-1159 - Commissioning and Start-UpDeepak Goyal100% (1)
- ANSI-ISA-67.06.01-2002 - Performance Monitoring For Nuclear Safety-Related Instrument Channels in Nuclear Power PlantsДокумент70 страницANSI-ISA-67.06.01-2002 - Performance Monitoring For Nuclear Safety-Related Instrument Channels in Nuclear Power Plantslionking1Оценок пока нет
- AAS BR 231A Kaye ValProbe RT 012819 Web PDFДокумент20 страницAAS BR 231A Kaye ValProbe RT 012819 Web PDFRonald SalasОценок пока нет
- Good Documentation PracticesДокумент34 страницыGood Documentation PracticesSophia100% (8)
- ISO 45001.docx Check ListДокумент18 страницISO 45001.docx Check ListKrishna Vacha100% (1)
- For The RTU: SAT Test BookДокумент17 страницFor The RTU: SAT Test BookamruthkiranbabujiОценок пока нет
- MikroTikAcademy ENДокумент1 страницаMikroTikAcademy ENadscoОценок пока нет
- Pics Guide For GMP and Data Integrity Relating To Microbiological Quality 181220050451Документ20 страницPics Guide For GMP and Data Integrity Relating To Microbiological Quality 181220050451Amer RahmahОценок пока нет
- Iris International Railway Industry Standard: GUIDELINE 3: 2013 MaintenanceДокумент12 страницIris International Railway Industry Standard: GUIDELINE 3: 2013 MaintenanceJorge BОценок пока нет
- Outside Problems Problems With Many Parts & Sub-ProblemsДокумент10 страницOutside Problems Problems With Many Parts & Sub-ProblemsazizahhashimОценок пока нет
- GSM Network Planning and Optimization Single Site Verification Work Guidebook V1.0Документ41 страницаGSM Network Planning and Optimization Single Site Verification Work Guidebook V1.0Tongai Naison MutengwaОценок пока нет
- Incremental Development Guidebook: Support Engineering Teams in The Frame of An Incremental DevelopmentДокумент52 страницыIncremental Development Guidebook: Support Engineering Teams in The Frame of An Incremental Developmentcoralonso100% (3)
- TS22163 MappingДокумент10 страницTS22163 MappingSudhagarОценок пока нет
- Right-To-Work Checks in The UKДокумент3 страницыRight-To-Work Checks in The UKHZ JavedОценок пока нет
- Haccp ManualДокумент55 страницHaccp ManualMohammad Abd Alrahim Shaar0% (1)
- Astm d6216 1998 PDFДокумент31 страницаAstm d6216 1998 PDFHsaam HsaamОценок пока нет
- Integrity Testing Support GuideДокумент32 страницыIntegrity Testing Support GuideClaudio TurlherОценок пока нет
- CD1 ISO/IEC 17000 Conformity Assessment - Vocabulary and General PrinciplesДокумент26 страницCD1 ISO/IEC 17000 Conformity Assessment - Vocabulary and General PrinciplesMAC CONSULTORESОценок пока нет
- 3019 2007Документ25 страниц3019 2007Fernandez Johnny100% (1)
- DRAFT-APEGA Practice Standard-Relying On The Work of Others - Feb2020Документ23 страницыDRAFT-APEGA Practice Standard-Relying On The Work of Others - Feb2020kkozak99Оценок пока нет
- GUIDE-MQA-012B-005 (Guidance Notes On Analytical Method Validation - Methodology)Документ13 страницGUIDE-MQA-012B-005 (Guidance Notes On Analytical Method Validation - Methodology)William ChandraОценок пока нет