Вам также может понравиться
- Approximate RT Calculation For API 650 TankДокумент2 страницыApproximate RT Calculation For API 650 Tankjayaarnav100% (6)
- WPSДокумент42 страницыWPSjoehodoh100% (1)
- Form Wps JBL09-2011Документ2 страницыForm Wps JBL09-2011fawad aliОценок пока нет
- Part 02 - Review of PWPS and WPSДокумент9 страницPart 02 - Review of PWPS and WPSYan FerizalОценок пока нет
- Valves Inspection - General Requirement - ENДокумент18 страницValves Inspection - General Requirement - ENABDELKADER BENABDALLAHОценок пока нет
- QW-403.2 InterpretationДокумент1 страницаQW-403.2 Interpretationlaz_kОценок пока нет
- CV Saad Bin SharfДокумент5 страницCV Saad Bin SharfSaad Bin SharfОценок пока нет
- WPS - EngineerДокумент20 страницWPS - Engineerhunghoanglong100% (1)
- D T LabДокумент30 страницD T LabMahmoud Alwasif100% (1)
- API 653 Above Ground Storage Tank InspectorДокумент2 страницыAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- Saudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 WeldДокумент1 страницаSaudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 Weldkartik_harwani4387Оценок пока нет
- CBT QuestionsДокумент17 страницCBT QuestionsNaseer Ahmed SokhalОценок пока нет
- QIR-118-Piping Pressure Test ReportДокумент1 страницаQIR-118-Piping Pressure Test ReportSamer BayatiОценок пока нет
- Saudi Aramco Standards: WeldingДокумент12 страницSaudi Aramco Standards: WeldingGEORGE IVANОценок пока нет
- RFI Entered Successfully Quality Record No L-8137: User1: - Role: Change Password - LogoutДокумент1 страницаRFI Entered Successfully Quality Record No L-8137: User1: - Role: Change Password - Logoutarulselvam100% (1)
- Pressure Vessel Plate InspectionДокумент5 страницPressure Vessel Plate InspectionSadashiw PatilОценок пока нет
- Qualification of Procedure and Welder (19 February 2014)Документ20 страницQualification of Procedure and Welder (19 February 2014)Zanuardi YahyaОценок пока нет
- Attachment #3 - Inspection Test Plan Line Pipes ProductionДокумент2 страницыAttachment #3 - Inspection Test Plan Line Pipes ProductionLarry UbuОценок пока нет
- Asme Sections ListДокумент1 страницаAsme Sections ListShreekanthKannathОценок пока нет
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesДокумент120 страницWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueОценок пока нет
- Review of GTAW Welding ParametersДокумент14 страницReview of GTAW Welding Parameterskervyn SáenzОценок пока нет
- QA-R-04 - Visual Inspection ReportДокумент1 страницаQA-R-04 - Visual Inspection ReportvinothОценок пока нет
- Quality Oriented and ISO Approved Stainless Steel 316 Buttweld Pipe Fittings Manufacturer in IndiaДокумент4 страницыQuality Oriented and ISO Approved Stainless Steel 316 Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Оценок пока нет
- Part2 Notice 1Документ21 страницаPart2 Notice 1Danem Halas100% (1)
- Application Form For CSWIP 10 Year Assessment (Overseas) No LogbookДокумент10 страницApplication Form For CSWIP 10 Year Assessment (Overseas) No LogbookKarthikeyanОценок пока нет
- WPS & SmawДокумент12 страницWPS & Smawnuke apriyaniОценок пока нет
- Welder Job Clearance Card: Nesma/TanmiaДокумент8 страницWelder Job Clearance Card: Nesma/TanmiaMohamed Reda Hussein SengarОценок пока нет
- Thickness Qualification Range For PQR and WPQДокумент5 страницThickness Qualification Range For PQR and WPQOuled BladiОценок пока нет
- BPQ REV. 0 Interactive FormДокумент2 страницыBPQ REV. 0 Interactive FormcosmicbunnyОценок пока нет
- Gas Transmission and Distribution Piping Systems ASME B31.12 Hydrogen Piping and PipelinesДокумент5 страницGas Transmission and Distribution Piping Systems ASME B31.12 Hydrogen Piping and PipelinesnasrОценок пока нет
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagДокумент2 страницыVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyОценок пока нет
- D1.5M D1.5 2015 AMD1 Form O 2 FillableДокумент1 страницаD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Оценок пока нет
- Aramco General Mechanical QuestionsДокумент2 страницыAramco General Mechanical QuestionsJlkKumarОценок пока нет
- Technology 4 AnsДокумент7 страницTechnology 4 AnsnoorОценок пока нет
- Highlights-ASME Guides Preheat-PWHT-VIII PDFДокумент5 страницHighlights-ASME Guides Preheat-PWHT-VIII PDFEr Manish JadaunОценок пока нет
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsДокумент6 страницOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketОценок пока нет
- WPS, PQR & WQT According To ASME Section IX - 2019Документ50 страницWPS, PQR & WQT According To ASME Section IX - 2019Anon YmousОценок пока нет
- Ix+ 3. (WPQ) Welding Performance QualificationsДокумент7 страницIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUОценок пока нет
- ARAMCO QM Number ListДокумент3 страницыARAMCO QM Number ListMohamed Yousuf Syed MohamedОценок пока нет
- NDT As Per B31.3Документ2 страницыNDT As Per B31.3invilink87Оценок пока нет
- F-Number Reference ChartДокумент2 страницыF-Number Reference ChartRichard BennardoОценок пока нет
- GTL WPSДокумент6 страницGTL WPSYoucef ChorfaОценок пока нет
- Plant Manager Maintenance Production in Houston TX Resume Keith ThomasДокумент3 страницыPlant Manager Maintenance Production in Houston TX Resume Keith ThomasKeithThomasОценок пока нет
- QW 483Документ2 страницыQW 483delta lab sangliОценок пока нет
- Certified Welding Inspector QA QC in USA Resume Matthew MerketДокумент3 страницыCertified Welding Inspector QA QC in USA Resume Matthew MerketMatthewMerketОценок пока нет
- PTS-1012 - RA Hardness Test ReportДокумент1 страницаPTS-1012 - RA Hardness Test ReportPetrotrim ServicesОценок пока нет
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsДокумент2 страницыInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinОценок пока нет
- Table - Qw-416 Welding Variables For Welder PerformanceДокумент1 страницаTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- (Painting Works) : Inspection and Test PlanДокумент2 страницы(Painting Works) : Inspection and Test Planrize1159Оценок пока нет
- PQR Editable SampleДокумент2 страницыPQR Editable SampleKoya ThangalОценок пока нет
- QW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Документ1 страницаQW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Deepanshu KhatriОценок пока нет
- SAIC-W-2006 Rev 8Документ4 страницыSAIC-W-2006 Rev 8saravananmenmathiОценок пока нет
- Flow Systems and SolutionsДокумент3 страницыFlow Systems and SolutionsAndres JaramilloОценок пока нет
- Lot Inspection Report For LPG New CylindersДокумент3 страницыLot Inspection Report For LPG New CylindersJagannath MajhiОценок пока нет
- Shrikant B. Moje CVДокумент6 страницShrikant B. Moje CVPaul PhiliphsОценок пока нет
- Gtaw Smaw 6 Inch 6G CSДокумент1 страницаGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- CBT Questions-1Документ2 страницыCBT Questions-1kumarОценок пока нет
- WPS & PQRДокумент84 страницыWPS & PQRjoseph.maquez24100% (4)
- PQR Group V-Asme (WI74)Документ7 страницPQR Group V-Asme (WI74)Gusrizam DanelОценок пока нет
- ASME Sec IXДокумент46 страницASME Sec IXShyam Singh100% (2)
- Road Construction-DME - QC - CIVIL - RMA - 0001 - Approved AC2Документ30 страницRoad Construction-DME - QC - CIVIL - RMA - 0001 - Approved AC2HAKANОценок пока нет
- Pde-Cvc-0970-Ec-00001 - 000 - 00 - Tehnical Descriprion - Road DesignДокумент19 страницPde-Cvc-0970-Ec-00001 - 000 - 00 - Tehnical Descriprion - Road DesignHAKANОценок пока нет
- MoM TemplateДокумент2 страницыMoM TemplateHAKANОценок пока нет
- CV TemplateДокумент4 страницыCV TemplateHAKANОценок пока нет
- CV Template-01Документ4 страницыCV Template-01HAKANОценок пока нет
- rs0021 RMX OradeaДокумент3 страницыrs0021 RMX OradeaHAKANОценок пока нет
- 49 Dop Doroport TB 25 Ae v3 Feb 21 En-RevДокумент1 страница49 Dop Doroport TB 25 Ae v3 Feb 21 En-RevHAKANОценок пока нет
- Roads KMДокумент1 страницаRoads KMHAKANОценок пока нет
- Road Works - ChecklistДокумент3 страницыRoad Works - ChecklistHAKAN100% (1)
- CPR 520 Doroport Alesd Rev 2020 En-RevДокумент1 страницаCPR 520 Doroport Alesd Rev 2020 En-RevHAKANОценок пока нет
- HIL0480 (EFOR) - Mesh Sertifikası PDFДокумент2 страницыHIL0480 (EFOR) - Mesh Sertifikası PDFHAKANОценок пока нет
- Polyol ProjectДокумент1 страницаPolyol ProjectHAKANОценок пока нет
- EF-2019-012-5671D005-000 Rev06 - As-Built PDFДокумент1 страницаEF-2019-012-5671D005-000 Rev06 - As-Built PDFHAKANОценок пока нет
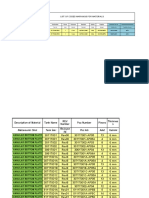
- List of Coded Markings For Materials (Eksik sertifikaANNULAR-BOTTOM-RING) - 8.09.2020Документ17 страницList of Coded Markings For Materials (Eksik sertifikaANNULAR-BOTTOM-RING) - 8.09.2020HAKANОценок пока нет
- CU-0845 - Survey of Platforms LevelДокумент4 страницыCU-0845 - Survey of Platforms LevelHAKANОценок пока нет
- 16.11.2021 - Method Statement - Road WorksДокумент17 страниц16.11.2021 - Method Statement - Road WorksHAKANОценок пока нет
- Road Schedule Concept.v2Документ1 страницаRoad Schedule Concept.v2HAKANОценок пока нет
- Astm A923Документ9 страницAstm A923utreshwarmiskinОценок пока нет
- NO Welder Id Welder Name: Team LeaderДокумент1 страницаNO Welder Id Welder Name: Team LeaderHAKANОценок пока нет
- RFIДокумент1 страницаRFIHAKANОценок пока нет
- İş Programı Montaj Planlaması-Rev01Документ1 страницаİş Programı Montaj Planlaması-Rev01HAKANОценок пока нет
- Insulation (ROOF) Insulation (SHELL) : R L) D H)Документ6 страницInsulation (ROOF) Insulation (SHELL) : R L) D H)HAKANОценок пока нет
- Rti Brochure Process Manual - Na - en PDFДокумент189 страницRti Brochure Process Manual - Na - en PDFHAKANОценок пока нет
- RFIДокумент1 страницаRFIHAKANОценок пока нет
- Api Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeДокумент14 страницApi Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeHAKANОценок пока нет
- 8 WeldingofduplexstainlesssteelsДокумент39 страниц8 WeldingofduplexstainlesssteelsHAKANОценок пока нет
- POLYOLWELDGAS 01rev 02Документ1 страницаPOLYOLWELDGAS 01rev 02HAKANОценок пока нет
- Pre Int Sample Unit PDFДокумент12 страницPre Int Sample Unit PDFHAKANОценок пока нет
- WPS & PQRДокумент84 страницыWPS & PQRjoseph.maquez24100% (4)
- Dry DockingДокумент27 страницDry DockingRoshan D'silva100% (1)
- Engg Prospect1usДокумент20 страницEngg Prospect1usArun KumarОценок пока нет
- AOGR MLT Promise For ShalesДокумент3 страницыAOGR MLT Promise For ShalesJose Antonio Olvera JimenezОценок пока нет
- TPMS - A Learning GuideДокумент14 страницTPMS - A Learning GuideOrangeElectronicUsaОценок пока нет
- How Can The European Ceramic Tile Industry Meet The EU's Low-Carbon Targets A Life Cycle Perspective (Ros-Dosda - España-2018)Документ35 страницHow Can The European Ceramic Tile Industry Meet The EU's Low-Carbon Targets A Life Cycle Perspective (Ros-Dosda - España-2018)juan diazОценок пока нет
- Radios of America in EnglishДокумент3 страницыRadios of America in Englishvitor_pedroОценок пока нет
- The Essentials of Directional Protection and SelectivityДокумент27 страницThe Essentials of Directional Protection and SelectivityMarcus Figueroa100% (1)
- SWIFT Case Study Accord EADS 200808Документ3 страницыSWIFT Case Study Accord EADS 200808maheshbendigeri5945Оценок пока нет
- Toshiba Multi Split and Single Split Systems BrochureДокумент32 страницыToshiba Multi Split and Single Split Systems Brochurethanhlong2005Оценок пока нет
- Java - Informatica Scenario Based Interview Questions (Convert Columns Into Rows)Документ6 страницJava - Informatica Scenario Based Interview Questions (Convert Columns Into Rows)Sri Kanth SriОценок пока нет
- Studiu Privind Dezvoltarea Robotilor de Constructii Din JaponiaДокумент4 страницыStudiu Privind Dezvoltarea Robotilor de Constructii Din JaponiaChelemen MaryaОценок пока нет
- Functions SolutionДокумент10 страницFunctions SolutionOwais Afzal JanОценок пока нет
- Caution!: Portable Digital Color Doppler Ultrasound SystemДокумент177 страницCaution!: Portable Digital Color Doppler Ultrasound SystemDaniel Galindo100% (1)
- Experiment No.7 Study of Disc Pelletizer: ObjectivesДокумент4 страницыExperiment No.7 Study of Disc Pelletizer: ObjectivesPrafulla Subhash SarodeОценок пока нет
- Trial On CompresorДокумент3 страницыTrial On CompresorA JОценок пока нет
- Infile StatementДокумент21 страницаInfile StatementNagarjuna Parvatala100% (1)
- Online Technical Writing - Progress ReportsДокумент9 страницOnline Technical Writing - Progress ReportstimordiliОценок пока нет
- Tycs AcДокумент38 страницTycs Acvarshamore123Оценок пока нет
- Weg CFW500 Enc PDFДокумент32 страницыWeg CFW500 Enc PDFFabio Pedroso de Morais100% (1)
- Congelador - Frigidaire GLFC1326FW1 - Man - Eng - PartsДокумент7 страницCongelador - Frigidaire GLFC1326FW1 - Man - Eng - Partsfelix bazanОценок пока нет
- ERP and SCM Systems Integration: The Case of A Valve Manufacturer in ChinaДокумент9 страницERP and SCM Systems Integration: The Case of A Valve Manufacturer in ChinaiacikgozОценок пока нет
- ICT Css NotesДокумент11 страницICT Css NotesWinnie OoiОценок пока нет
- Brochure A35g A40g t4f en 22 20050840 DДокумент20 страницBrochure A35g A40g t4f en 22 20050840 DRengga PratamaОценок пока нет
- Awareness and Application of Ms Iec - Iso 31010 - 2011 Risk Assessment Techniques1 PDFДокумент21 страницаAwareness and Application of Ms Iec - Iso 31010 - 2011 Risk Assessment Techniques1 PDFasushk0% (1)
- PROSIS Part Information: Date: Image Id: Catalogue: ModelДокумент2 страницыPROSIS Part Information: Date: Image Id: Catalogue: ModelAMIT SINGHОценок пока нет
- ECSS E ST 50 03C (31july2008)Документ43 страницыECSS E ST 50 03C (31july2008)jsadachiОценок пока нет
- Electricalprep Com Transformers More 5Документ16 страницElectricalprep Com Transformers More 5gokulchandruОценок пока нет
- The Impact of Internet Use For StudentsДокумент8 страницThe Impact of Internet Use For StudentsCharlesОценок пока нет
- Getting Started With ATV310: DangerДокумент4 страницыGetting Started With ATV310: DangerAdnan Naeem MalikОценок пока нет
- SAP Fiori Deployment OptionsДокумент16 страницSAP Fiori Deployment OptionsVinaykumar PJОценок пока нет