Вам также может понравиться
- Engineering Measurements Lec NotesДокумент22 страницыEngineering Measurements Lec NotesFady KamilОценок пока нет
- Statistical Data Analysis: Analytical Chemistry LAB 01/26/2019Документ4 страницыStatistical Data Analysis: Analytical Chemistry LAB 01/26/2019Khurt Michael Angelo TiuОценок пока нет
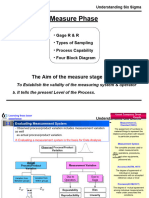
- MeasureДокумент66 страницMeasurepm9286vОценок пока нет
- Curve Fitting Linear 1Документ43 страницыCurve Fitting Linear 1WipharatОценок пока нет
- Kelas 1 - Matrikulasi S-D Testing HypothesisДокумент31 страницаKelas 1 - Matrikulasi S-D Testing Hypothesism nur rizkiОценок пока нет
- Measurement Systems Analysis: Champion TrainingДокумент45 страницMeasurement Systems Analysis: Champion TrainingRavindra ErabattiОценок пока нет
- Msa PresentationsДокумент17 страницMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyОценок пока нет
- MsaДокумент25 страницMsaMonu SharmaОценок пока нет
- A Closer Look at Precision of Measuring and Test EquipmentДокумент3 страницыA Closer Look at Precision of Measuring and Test EquipmentGonzalo VargasОценок пока нет
- Measurement and Metrology NotesДокумент18 страницMeasurement and Metrology NotesAnything You Could ImagineОценок пока нет
- 1.4 System Accuracy PDFДокумент8 страниц1.4 System Accuracy PDFRavi Chandra PenumartiОценок пока нет
- GRR Studies DiagramsДокумент27 страницGRR Studies Diagramssadiqus100% (1)
- Metode Penelitian Komunikasi: Materi Penunjang KuliahДокумент32 страницыMetode Penelitian Komunikasi: Materi Penunjang KuliahCommunication Management UIОценок пока нет
- Measurement System AnalysisДокумент44 страницыMeasurement System AnalysisMahender Kumar100% (4)
- Statistics AssisgnmentДокумент4 страницыStatistics AssisgnmentAshutosh SrivastavaОценок пока нет
- Integrating Image Quality In 2 Match Score Fusion: Ν-Svm BiometricДокумент10 страницIntegrating Image Quality In 2 Match Score Fusion: Ν-Svm Biometricdubey_pОценок пока нет
- Presented By:: ASQ Section 0700 ASQ Section 0701Документ35 страницPresented By:: ASQ Section 0700 ASQ Section 0701fennyОценок пока нет
- Intro To Data Science Lecture 5Документ7 страницIntro To Data Science Lecture 5engmjod.88Оценок пока нет
- Conceptual Map ForecastingДокумент10 страницConceptual Map ForecastingAlin Shairen C. AB12A3Оценок пока нет
- Measurements - Specifications - Indicators - BiomarkersДокумент33 страницыMeasurements - Specifications - Indicators - Biomarkersdilek_uçarОценок пока нет
- OPRE 6364 Quality Control (Lean Six Sigma) : Six Sigma Measure Data Collection Plan and Gage R&RДокумент18 страницOPRE 6364 Quality Control (Lean Six Sigma) : Six Sigma Measure Data Collection Plan and Gage R&RGustavo SánchezОценок пока нет
- 02 Bivariant, Box, Probalility, CorelationДокумент39 страниц02 Bivariant, Box, Probalility, CorelationJagan JCОценок пока нет
- Futuristic Biometrics (Finger Vein Technology)Документ21 страницаFuturistic Biometrics (Finger Vein Technology)aksdafОценок пока нет
- 4 Errors and SamplingДокумент7 страниц4 Errors and SamplingJonathan MusongОценок пока нет
- WK3 2023Документ45 страницWK3 2023reannamckenzie2002Оценок пока нет
- 1.4 Understanding Instrument Specifications: 1.4.1 Definition of Accuracy TermsДокумент1 страница1.4 Understanding Instrument Specifications: 1.4.1 Definition of Accuracy TermsArshad AminОценок пока нет
- Full CMC Template CalibrationДокумент31 страницаFull CMC Template CalibrationStudent ForeignОценок пока нет
- Teacher Resource Bank: GCE Physics A Other Guidance: Glossary of TermsДокумент4 страницыTeacher Resource Bank: GCE Physics A Other Guidance: Glossary of TermsSammuel JacksonОценок пока нет
- Regression Analysis Q AДокумент2 страницыRegression Analysis Q AAnkur SinghОценок пока нет
- Gage RR Studies WatermarkДокумент89 страницGage RR Studies WatermarkBHUSHANОценок пока нет
- Measurement Systems Analysis: Total Quality ManagementДокумент17 страницMeasurement Systems Analysis: Total Quality Managementkhamaludin100% (1)
- 3 Measuring in ScienceДокумент4 страницы3 Measuring in ScienceChis KutiОценок пока нет
- Machine Learning With Python: The Complete CourseДокумент17 страницMachine Learning With Python: The Complete CourseKaleab TekleОценок пока нет
- Reeditedresearch Method ch05 Measurement and - Validity - Eng - mgl2Документ48 страницReeditedresearch Method ch05 Measurement and - Validity - Eng - mgl2Ганзориг МиксаресОценок пока нет
- Malla Reddy MMДокумент127 страницMalla Reddy MMPathardhelizMansoorОценок пока нет
- CIPM MRA Appendix C Calibration and Measurement Capability (CMC) DeclarationsДокумент31 страницаCIPM MRA Appendix C Calibration and Measurement Capability (CMC) DeclarationskarthickОценок пока нет
- TPM Lecture 09Документ21 страницаTPM Lecture 09Zeeshan ElahiОценок пока нет
- Hasil Data BismillahДокумент13 страницHasil Data BismillahrizkaОценок пока нет
- Measurement System Analysis: One Day Training ProgramДокумент52 страницыMeasurement System Analysis: One Day Training ProgramvishvendanОценок пока нет
- Co-Efficient of VariationДокумент4 страницыCo-Efficient of VariationMegan MilesОценок пока нет
- Chap006 - Sao ChépДокумент50 страницChap006 - Sao ChépLan PhanОценок пока нет
- Accuracy and RepeatabilityДокумент61 страницаAccuracy and Repeatabilityjustin cardinalОценок пока нет
- Verification Summary TableДокумент4 страницыVerification Summary TableNazmul AhasanОценок пока нет
- Analisa Data LengkapДокумент21 страницаAnalisa Data LengkapShilfi rahmatiОценок пока нет
- Casky MSAДокумент50 страницCasky MSAPrasanth PОценок пока нет
- Measurements: Measurement Systems AnalysisДокумент8 страницMeasurements: Measurement Systems AnalysisNataraj DevОценок пока нет
- Introduction To ANSYS Introduction To ANSYS Meshing: LT 5 Mesh Quality Check yДокумент21 страницаIntroduction To ANSYS Introduction To ANSYS Meshing: LT 5 Mesh Quality Check yHeba AlaaОценок пока нет
- Chapter 5 ReliabilityДокумент7 страницChapter 5 ReliabilityTurku DОценок пока нет
- Frequencies: NotesДокумент14 страницFrequencies: NotesrajeswariОценок пока нет
- Case Study 2Документ5 страницCase Study 2ramtwinsmeОценок пока нет
- MSA TakeawaysДокумент28 страницMSA TakeawaysBalkishan DyavanapellyОценок пока нет
- Machine Learning With Python: The Complete CourseДокумент17 страницMachine Learning With Python: The Complete CourseMagno JuniorОценок пока нет
- Iso 21748 2017 en PDFДокумент13 страницIso 21748 2017 en PDFAndrea Bernal Jara0% (1)
- bt1101 Cheat SheetДокумент3 страницыbt1101 Cheat SheetRandom DudeОценок пока нет
- 4 Measure - Measurement System AnalysisДокумент63 страницы4 Measure - Measurement System AnalysisBerk BircanОценок пока нет
- Psychological Testing & Assessment Chapter 3 (Cohen)Документ2 страницыPsychological Testing & Assessment Chapter 3 (Cohen)Clarence Faye100% (3)
- List StudiesДокумент1 страницаList Studieseugejem entertainmentОценок пока нет
- Basic Biostatistics for Geneticists and Epidemiologists: A Practical ApproachОт EverandBasic Biostatistics for Geneticists and Epidemiologists: A Practical ApproachОценок пока нет
- Process ListДокумент3 страницыProcess ListManoj ManeОценок пока нет
- Oen - Pre-Test - Iso 14 & 45awareness - Manoj Mane - Nov 11-12, 2022 (1-24)Документ22 страницыOen - Pre-Test - Iso 14 & 45awareness - Manoj Mane - Nov 11-12, 2022 (1-24)Manoj ManeОценок пока нет
- Data1 Data2 Data3 Data4 Data5 Data6 Data7 Data8 Data9 Data10 Lambda 0.5 3.989987 3.974921 3.989987 3.974921 3.989987 3.974921Документ3 страницыData1 Data2 Data3 Data4 Data5 Data6 Data7 Data8 Data9 Data10 Lambda 0.5 3.989987 3.974921 3.989987 3.974921 3.989987 3.974921Manoj ManeОценок пока нет
- FG - RSCQ0205 - Compression Moulding Operator - 15 - 01 - 2018 PDFДокумент280 страницFG - RSCQ0205 - Compression Moulding Operator - 15 - 01 - 2018 PDFManoj ManeОценок пока нет
- Methodology of Press System of Compression Moulding: Technical ReportДокумент10 страницMethodology of Press System of Compression Moulding: Technical ReportManoj ManeОценок пока нет
- Human Evaluation of Automatically Generated Text CДокумент24 страницыHuman Evaluation of Automatically Generated Text CYunus Emre CoşkunОценок пока нет
- 477 - Statistical Inference STS412Документ20 страниц477 - Statistical Inference STS412Collins MuseraОценок пока нет
- Stats 2090 - Hypothesis TestingДокумент15 страницStats 2090 - Hypothesis Testingkatelyntitus9Оценок пока нет
- FRM 2017 Part I - QuicksheetДокумент6 страницFRM 2017 Part I - QuicksheetSANDRO RUIZ67% (6)
- Jawaban Latihan PSM Bab 12Документ10 страницJawaban Latihan PSM Bab 12Fatmah AlmunawarohОценок пока нет
- Advanced Statistics Project - Business ReportsДокумент5 страницAdvanced Statistics Project - Business ReportsVanitha S100% (1)
- James H. McMillan, Sally Schumacher - Research in Education - Evidence-Based Inquiry-Pearson (2013)Документ545 страницJames H. McMillan, Sally Schumacher - Research in Education - Evidence-Based Inquiry-Pearson (2013)Minerva VS100% (7)
- Book Review in Methods of ResearchДокумент19 страницBook Review in Methods of ResearchMargallo Jake JamesОценок пока нет
- Discriminant AnalysisДокумент9 страницDiscriminant Analysisvenkat_09Оценок пока нет
- HypermarketДокумент6 страницHypermarketfatin hidayahОценок пока нет
- Tests For Two ProportionsДокумент29 страницTests For Two ProportionsdvenumohanОценок пока нет
- A Study On Customer Preference Towards Online Shopping With Special Reference To Tiruchirappall DistrictДокумент10 страницA Study On Customer Preference Towards Online Shopping With Special Reference To Tiruchirappall DistrictA RОценок пока нет
- Pepsi Project ReportДокумент76 страницPepsi Project ReportNirmalОценок пока нет
- Application of Anova in Medical ResearchДокумент6 страницApplication of Anova in Medical ResearchfatinkifleeОценок пока нет
- 18.06.100 Jurnal Eproc PDFДокумент13 страниц18.06.100 Jurnal Eproc PDFAgathaReginaОценок пока нет
- Business Statistics A First Course - 6ed IndexДокумент7 страницBusiness Statistics A First Course - 6ed IndexPoorna Pushkala0% (2)
- MH3511 Data Analysis With Computer: Lab 5 (Solution) AY2019/20 Semester 2Документ5 страницMH3511 Data Analysis With Computer: Lab 5 (Solution) AY2019/20 Semester 2Raudhah Abdul AzizОценок пока нет
- Correlation and Chi-Square Test - LDR 280Документ71 страницаCorrelation and Chi-Square Test - LDR 280RohanPuthalath100% (1)
- Chapter-12 ANOVA For-HomeworkДокумент16 страницChapter-12 ANOVA For-HomeworkAndrea Marie CalmaОценок пока нет
- Hypothesis Testing MeanДокумент26 страницHypothesis Testing MeanSamuel Sarmiento100% (1)
- Applied Statistics HandbookДокумент12 страницApplied Statistics HandbookParameshОценок пока нет
- 3.1 Multiple Choice: Introduction To Econometrics, 3e (Stock) Chapter 3 Review of StatisticsДокумент32 страницы3.1 Multiple Choice: Introduction To Econometrics, 3e (Stock) Chapter 3 Review of Statisticsdaddy's cockОценок пока нет
- Statistics For Support SlidesДокумент186 страницStatistics For Support SlidesFranco RamiroОценок пока нет
- IT-6210-2013T Quantitative Methods Midterm Exam 48-50Документ22 страницыIT-6210-2013T Quantitative Methods Midterm Exam 48-50貴将有馬Оценок пока нет
- 18mab204t - MCQ (I-V)Документ15 страниц18mab204t - MCQ (I-V)vasu buchingariОценок пока нет
- MFC OU SyllabiДокумент53 страницыMFC OU SyllabiRaghu RamОценок пока нет
- Exig 16140 ENДокумент36 страницExig 16140 ENleovence100% (1)
- Evans - Analytics2e - PPT - 07 and 08Документ49 страницEvans - Analytics2e - PPT - 07 and 08MY LE HO TIEUОценок пока нет
- Case Problem - Quality Associates, INCДокумент7 страницCase Problem - Quality Associates, INCIndОценок пока нет
- Autonomic Response DepersonalizationДокумент6 страницAutonomic Response DepersonalizationRobert WilliamsОценок пока нет