Вам также может понравиться
- 2018 Foundation CatalogДокумент32 страницы2018 Foundation CatalogJhon QsacОценок пока нет
- Stimulus Dependent Transformations Between Synaptic and Spiking Receptive Fields in Auditory CortexДокумент15 страницStimulus Dependent Transformations Between Synaptic and Spiking Receptive Fields in Auditory CortexJhon QsacОценок пока нет
- Easytrack 2: Quick Reference GuideДокумент4 страницыEasytrack 2: Quick Reference GuideJhon QsacОценок пока нет
- Spatial Auditory Human-Computer Interfaces: Jaka Sodnik Sašo TomažičДокумент88 страницSpatial Auditory Human-Computer Interfaces: Jaka Sodnik Sašo TomažičJhon QsacОценок пока нет
- PH1066 IvДокумент198 страницPH1066 IvJhon QsacОценок пока нет
- Section I Good Laboratory Practices: © 2000 by CRC Press LLCДокумент82 страницыSection I Good Laboratory Practices: © 2000 by CRC Press LLCJhon QsacОценок пока нет
- Section Iii Document/Report Examples: © 2000 by CRC Press LLCДокумент14 страницSection Iii Document/Report Examples: © 2000 by CRC Press LLCJhon QsacОценок пока нет
- PH1066 IiДокумент99 страницPH1066 IiJhon QsacОценок пока нет
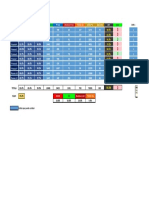
- Calculo OEE ExcelДокумент1 страницаCalculo OEE ExcelJhon QsacОценок пока нет
- Surface Pretreatment by Phosphate Conversion CoatiДокумент49 страницSurface Pretreatment by Phosphate Conversion CoatiJhon QsacОценок пока нет
- Effect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesДокумент12 страницEffect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesJhon QsacОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Inergen System Operation and Maintenance InstructionДокумент16 страницInergen System Operation and Maintenance InstructionchuminhОценок пока нет
- Hexavalent Chromium Risks For Fossil and CCGT Plants Sources, Sinks, and Risk Management (Plus Chemistry) ABHUG 2019Документ34 страницыHexavalent Chromium Risks For Fossil and CCGT Plants Sources, Sinks, and Risk Management (Plus Chemistry) ABHUG 2019Osu Ampawanon100% (2)
- Preservation of Boiler and Turbine With ODAДокумент5 страницPreservation of Boiler and Turbine With ODASoumitra BanerjeeОценок пока нет
- Doe Guide To Good Practices For Equipment and Piping Labeling Doe-Std-1044-93Документ42 страницыDoe Guide To Good Practices For Equipment and Piping Labeling Doe-Std-1044-93Titer100% (1)
- ECSS Q ST 70 71C (15october2014)Документ39 страницECSS Q ST 70 71C (15october2014)jsadachiОценок пока нет
- Nas - 185N - e - 254 Smo - Uns - S31254Документ4 страницыNas - 185N - e - 254 Smo - Uns - S31254Marvin BasdenОценок пока нет
- Bluebox Tetris - 2 80-900Документ50 страницBluebox Tetris - 2 80-900Montassar BouslamaОценок пока нет
- RVR & JCCE MechanicalДокумент211 страницRVR & JCCE MechanicalMadhusudhan Rao KОценок пока нет
- Api 1120Документ17 страницApi 1120nmosilva100% (2)
- HAPA-Engineering Application-Anti Corrosion and Anti Chip CoatingДокумент9 страницHAPA-Engineering Application-Anti Corrosion and Anti Chip CoatingSudhir PatilОценок пока нет
- 6 Installation System RefДокумент48 страниц6 Installation System Refcengiz kutukcuОценок пока нет
- Technical Data Book For Industrial Trace Heating 2006Документ152 страницыTechnical Data Book For Industrial Trace Heating 2006AdelCh100% (1)
- Norsok M-601 (Welding and Inspecrtion of Piping)Документ24 страницыNorsok M-601 (Welding and Inspecrtion of Piping)John PaulОценок пока нет
- Degradation Assessment and Failure Prevention of Pipeline SystemsДокумент248 страницDegradation Assessment and Failure Prevention of Pipeline SystemscarlosОценок пока нет
- Feed Contamination With Sodium and Its ImpactДокумент12 страницFeed Contamination With Sodium and Its Impacttonytayic100% (1)
- Steelwork Framing C2Документ26 страницSteelwork Framing C2Luwalhati TomilasОценок пока нет
- Importance of NDTДокумент10 страницImportance of NDTLalit Bom MallaОценок пока нет
- IMECE2013-65498: The Relationship Between Surface Roughness and CorrosionДокумент10 страницIMECE2013-65498: The Relationship Between Surface Roughness and CorrosionAamir FarooqОценок пока нет
- Gas TurbineДокумент93 страницыGas TurbineShubhankit Porwal100% (2)
- Corot Ex ProДокумент3 страницыCorot Ex Proamk2009Оценок пока нет
- Corrocrete BrochureДокумент12 страницCorrocrete Brochuresubhasishg1985Оценок пока нет
- The Detection of Alpha Prime in Duplex Stainless SteelsДокумент10 страницThe Detection of Alpha Prime in Duplex Stainless Steelsapply19842371Оценок пока нет
- MMABR1016Документ24 страницыMMABR1016Uday GokhaleОценок пока нет
- How Does Steel Corrode in Water?: 2fe 2fe + 4eДокумент14 страницHow Does Steel Corrode in Water?: 2fe 2fe + 4eAlberto Leo SimarmataОценок пока нет
- 068741Документ502 страницы068741petrov123450% (1)
- Inspection of Ammonia Storage TanksДокумент13 страницInspection of Ammonia Storage TanksMechОценок пока нет
- The Root Cause of Black PadДокумент5 страницThe Root Cause of Black PadxerxeshakaОценок пока нет
- SLB Well CompletionДокумент219 страницSLB Well CompletionAndreas DimasОценок пока нет
- Sistema 1000Документ12 страницSistema 1000antonyОценок пока нет
- Corrosion Resistance of X5CrNi18-10 Stainless SteeДокумент6 страницCorrosion Resistance of X5CrNi18-10 Stainless SteeKis GáborОценок пока нет