Вам также может понравиться
- Carbohydrate Polymers: Jie Ren, Hongye Fu, Tianbin Ren, Weizhong YuanДокумент7 страницCarbohydrate Polymers: Jie Ren, Hongye Fu, Tianbin Ren, Weizhong YuanSiddharthBhasneyОценок пока нет
- 1 s2.0 S0142941819322822 MainДокумент10 страниц1 s2.0 S0142941819322822 MainDaniel HerreraОценок пока нет
- Preparation and Assistant-film-Forming Performance of Aqueous PolyurethaneДокумент9 страницPreparation and Assistant-film-Forming Performance of Aqueous PolyurethaneLong HoangОценок пока нет
- European Polymer Journal 61 (2014) 285-299 PDFДокумент15 страницEuropean Polymer Journal 61 (2014) 285-299 PDFEstudiante2346Оценок пока нет
- Effect of Carrageenan On Properties of Biodegradable Thermoplastic Cassava Starch or Low-Density Polyethylene Composites Reinforced by Cotton FibersДокумент6 страницEffect of Carrageenan On Properties of Biodegradable Thermoplastic Cassava Starch or Low-Density Polyethylene Composites Reinforced by Cotton FibersDharrma MangalaОценок пока нет
- Blend of PolypropylenePolylactic AcidДокумент11 страницBlend of PolypropylenePolylactic AcidTecnos TecnosОценок пока нет
- Poly (L-Lactide) /PEG-mb-PBAT Blends With Highly Improved Toughness and Balanced PerformanceДокумент9 страницPoly (L-Lactide) /PEG-mb-PBAT Blends With Highly Improved Toughness and Balanced PerformanceAime Alejandra Hernández LópezОценок пока нет
- Carbohydrate Polymers: Marzieh Akrami, Ismaeil Ghasemi, Hamed Azizi, Mohammad Karrabi, Mohammad SeyedabadiДокумент9 страницCarbohydrate Polymers: Marzieh Akrami, Ismaeil Ghasemi, Hamed Azizi, Mohammad Karrabi, Mohammad SeyedabadiKeiidys MartinezОценок пока нет
- Properties of Biodegradable Thermoplastic Cassava Starch Orsodium Alginate Composites Prepared From Injection MoldingДокумент8 страницProperties of Biodegradable Thermoplastic Cassava Starch Orsodium Alginate Composites Prepared From Injection MoldingDharrma MangalaОценок пока нет
- Processing Induced Segregation in PLA/TPS Blends: Factors and ConsequencesДокумент12 страницProcessing Induced Segregation in PLA/TPS Blends: Factors and ConsequencesRoshni PattanayakОценок пока нет
- Thermal and Mechanical Properties of Poly (Lactic Acid) and Starch Blends With Various PlasticizersДокумент10 страницThermal and Mechanical Properties of Poly (Lactic Acid) and Starch Blends With Various PlasticizersHubby Mukaffa Al-JauzyОценок пока нет
- 90-Mechanical and Rheological PPties of Epoxidized Soybean Oil Plasticized PLA 2009Документ7 страниц90-Mechanical and Rheological PPties of Epoxidized Soybean Oil Plasticized PLA 2009TOUFIKОценок пока нет
- Kahar 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012003 LLDPE DegrationДокумент10 страницKahar 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012003 LLDPE Degrationeswaran.n9Оценок пока нет
- Materials Science and Engineering AДокумент10 страницMaterials Science and Engineering ARushyanth KRОценок пока нет
- Li Et Al-2013-Starch - St-Rke PBS AMIDO BlendsДокумент10 страницLi Et Al-2013-Starch - St-Rke PBS AMIDO Blendspaolo.pradaОценок пока нет
- 2019-Journal of Applied Polymer ScienceДокумент10 страниц2019-Journal of Applied Polymer ScienceLarissa CostaОценок пока нет
- Characterization and Ageing Study of PLA Films Plasticized with Oligomeric Lactic AcidДокумент8 страницCharacterization and Ageing Study of PLA Films Plasticized with Oligomeric Lactic AcidTOUFIKОценок пока нет
- Fa Hrn Gruber 2019Документ24 страницыFa Hrn Gruber 2019ramiroОценок пока нет
- Biodegradation of Poly (Lactic Acid) - Starch-Coir Biocomposites Under Controlled Composting ConditionsДокумент11 страницBiodegradation of Poly (Lactic Acid) - Starch-Coir Biocomposites Under Controlled Composting ConditionsLong LeОценок пока нет
- Tpu PC PDFДокумент15 страницTpu PC PDFmohammad norooziОценок пока нет
- A Polilactic PDFДокумент10 страницA Polilactic PDFAdrian ChivuОценок пока нет
- Characterization and Disintegrability Under Composting Conditions of PLA-based Nanocomposite Films With Thymol and Silver NanoparticlesДокумент9 страницCharacterization and Disintegrability Under Composting Conditions of PLA-based Nanocomposite Films With Thymol and Silver NanoparticlesElesseaОценок пока нет
- Pineapple Peel Fiber Biocomposite Charac (1)Документ6 страницPineapple Peel Fiber Biocomposite Charac (1)pazziuaganmarkОценок пока нет
- Synthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)Документ13 страницSynthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)sepehrisОценок пока нет
- Polybutylene-Succinate-Based Blends With EnhancedДокумент20 страницPolybutylene-Succinate-Based Blends With Enhancedzahiasarni1998Оценок пока нет
- EPL-0003267 ArticleДокумент10 страницEPL-0003267 ArticleClint FosterОценок пока нет
- Banana Peel Cellulose PDFДокумент11 страницBanana Peel Cellulose PDFdpksobsОценок пока нет
- Wang Et Al (2017)Документ12 страницWang Et Al (2017)lnhipulanОценок пока нет
- International Journal of Biological Macromolecules: R. Jumaidin, S.M. Sapuan, M. Jawaid, M.R. Ishak, J. SahariДокумент7 страницInternational Journal of Biological Macromolecules: R. Jumaidin, S.M. Sapuan, M. Jawaid, M.R. Ishak, J. SahariSantiago Torres PachecoОценок пока нет
- Nano Sau Đó PLA - StarchpdfДокумент18 страницNano Sau Đó PLA - StarchpdfnhoklongОценок пока нет
- Characterization of Polylactic Acid Halloysite Nanotubes BionanocompositeДокумент10 страницCharacterization of Polylactic Acid Halloysite Nanotubes BionanocompositeOvy NitaОценок пока нет
- Nicácio - PLA BabassuДокумент12 страницNicácio - PLA BabassuPedro HenriqueОценок пока нет
- Surface Chemical Modification of Thermoplastic Starch: Reactions With Isocyanates, Epoxy Functions and Stearoyl ChlorideДокумент6 страницSurface Chemical Modification of Thermoplastic Starch: Reactions With Isocyanates, Epoxy Functions and Stearoyl ChlorideHarold GamaОценок пока нет
- Industrial Crops & Products: A A B B B AДокумент8 страницIndustrial Crops & Products: A A B B B ASiddharthBhasneyОценок пока нет
- Polymers 11 01088 v2Документ12 страницPolymers 11 01088 v2tramnguyen.31221026352Оценок пока нет
- Dai and Lim, 2015Документ9 страницDai and Lim, 2015Rebeca Tibau AguiarОценок пока нет
- TRJ2015 Rwei 1691 703Документ14 страницTRJ2015 Rwei 1691 703swapon kumar shillОценок пока нет
- Thermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTДокумент9 страницThermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTMerve GüçlüОценок пока нет
- Polymer Testing: Material BehaviourДокумент9 страницPolymer Testing: Material BehaviourSiddharthBhasneyОценок пока нет
- Sattar 2015Документ12 страницSattar 2015Amina AshrafОценок пока нет
- Preparation and Characterization of Polyurethanes From Spinifex Resin Based Bio-PolymerДокумент9 страницPreparation and Characterization of Polyurethanes From Spinifex Resin Based Bio-PolymerAnthony MaputiОценок пока нет
- Synthesis of Poly (Lactic Acid) A ReviewДокумент26 страницSynthesis of Poly (Lactic Acid) A ReviewTOUFIKОценок пока нет
- Polymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyДокумент10 страницPolymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyKeiidys MartinezОценок пока нет
- Liquefied Biomass Derived Plasticizer For Polylactide: Research ArticleДокумент7 страницLiquefied Biomass Derived Plasticizer For Polylactide: Research ArticlepravinОценок пока нет
- Acacia Mangium 2Документ12 страницAcacia Mangium 2Jesus Llorente mendozaОценок пока нет
- Polypropylene/Clay Nanocomposites: Combined Effects of Clay Treatment and Compatibilizer Polymers On The Structure and PropertiesДокумент11 страницPolypropylene/Clay Nanocomposites: Combined Effects of Clay Treatment and Compatibilizer Polymers On The Structure and PropertiesDini Hariyati AdamОценок пока нет
- Project PaperДокумент7 страницProject PaperSandeep KulharОценок пока нет
- The Effect of Maleinized Linseed Oil (MLO) On Mechanical Performance of Poly (Lactic Acid) - Thermoplastic Starch (PLA-TPS) BlendsДокумент9 страницThe Effect of Maleinized Linseed Oil (MLO) On Mechanical Performance of Poly (Lactic Acid) - Thermoplastic Starch (PLA-TPS) BlendsLong LeОценок пока нет
- New Ternary PLA-organoclay-hydrogel NanocompositesДокумент10 страницNew Ternary PLA-organoclay-hydrogel NanocompositesgutygsilvaОценок пока нет
- Properties of Low-Density Polyethylene/palm Kernel Shell Composites: Effect of Polyethylene Co-Acrylic AcidДокумент13 страницProperties of Low-Density Polyethylene/palm Kernel Shell Composites: Effect of Polyethylene Co-Acrylic AcidHd MuluОценок пока нет
- EPL-0010243 ArticleДокумент12 страницEPL-0010243 ArticleAlejandra QuirozОценок пока нет
- Migration From Polycarbonate Packaging To Food Simulants During Microwave HeatingДокумент9 страницMigration From Polycarbonate Packaging To Food Simulants During Microwave Heatinggs67570Оценок пока нет
- J Eurpolymj 2019 109372Документ30 страницJ Eurpolymj 2019 109372Tung PhanОценок пока нет
- OSP-PP Polymer - Composites PDFДокумент8 страницOSP-PP Polymer - Composites PDFAtta Ur Rehman Shah MEОценок пока нет
- Characterization of Starchpoly (Vinyl Alcohol) Clay Nanocomposite FДокумент30 страницCharacterization of Starchpoly (Vinyl Alcohol) Clay Nanocomposite FmajidvahidОценок пока нет
- Characterization of Chitosan/PVA Blended FilmsДокумент9 страницCharacterization of Chitosan/PVA Blended FilmsBarfphinxx NamОценок пока нет
- Indones. J. Chem., 2019, 19 (3), 545 - 555: AbstractДокумент11 страницIndones. J. Chem., 2019, 19 (3), 545 - 555: Abstractt3guhku2hОценок пока нет
- Mechanical, Color and Barrier, Properties of Biodegradable. 2018Документ7 страницMechanical, Color and Barrier, Properties of Biodegradable. 2018yurinnelОценок пока нет
- Handbook of Composites from Renewable Materials, Biodegradable MaterialsОт EverandHandbook of Composites from Renewable Materials, Biodegradable MaterialsОценок пока нет
- Packaging for Nonthermal Processing of FoodОт EverandPackaging for Nonthermal Processing of FoodMelvin A. PascallОценок пока нет
- Survival English: Week 5 Class 1 Listening PracticeДокумент3 страницыSurvival English: Week 5 Class 1 Listening PracticeKeiidys MartinezОценок пока нет
- Food Research International: ArticleinfoДокумент7 страницFood Research International: ArticleinfoKeiidys MartinezОценок пока нет
- Survival English: Week 5 Class 1 Practice Whose/Who'sДокумент3 страницыSurvival English: Week 5 Class 1 Practice Whose/Who'sKeiidys MartinezОценок пока нет
- International Journal of Biological Macromolecules: Amir Amini Khoozani, Alaa El-Din Ahmed Bekhit, John BirchДокумент9 страницInternational Journal of Biological Macromolecules: Amir Amini Khoozani, Alaa El-Din Ahmed Bekhit, John BirchKeiidys MartinezОценок пока нет
- Guo 2014Документ6 страницGuo 2014Keiidys MartinezОценок пока нет
- Charles2016 PDFДокумент5 страницCharles2016 PDFKeiidys MartinezОценок пока нет
- Jane 1999Документ9 страницJane 1999rizky dwi anandaОценок пока нет
- Cassava - Sugar Palm Fiber Reinforced Cassava Starch Hybrid Composites - Physical, Thermal and Structural PropertiesДокумент9 страницCassava - Sugar Palm Fiber Reinforced Cassava Starch Hybrid Composites - Physical, Thermal and Structural PropertiesKeiidys MartinezОценок пока нет
- Polymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyДокумент10 страницPolymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyKeiidys MartinezОценок пока нет
- GO Polymer Membranes Improve PropertiesДокумент13 страницGO Polymer Membranes Improve PropertiesKeiidys MartinezОценок пока нет
- Food HydrocolloidsДокумент10 страницFood HydrocolloidsKeiidys MartinezОценок пока нет
- Carbohydrate Polymers: A B C A A AДокумент20 страницCarbohydrate Polymers: A B C A A AKeiidys MartinezОценок пока нет
- Additive Manufacturing: Ben Wittbrodt, Joshua M. PearceДокумент7 страницAdditive Manufacturing: Ben Wittbrodt, Joshua M. PearceKeiidys MartinezОценок пока нет
- Carbohydrate Polymers: A B A B A B AДокумент10 страницCarbohydrate Polymers: A B A B A B AKeiidys MartinezОценок пока нет
- Carbohydrate Polymers: A B A B A B AДокумент10 страницCarbohydrate Polymers: A B A B A B AKeiidys MartinezОценок пока нет
- Jyothi2006 PDFДокумент8 страницJyothi2006 PDFKeiidys MartinezОценок пока нет
- Carbohydrate Polymers 211 (2019) 204-208Документ5 страницCarbohydrate Polymers 211 (2019) 204-208Keiidys MartinezОценок пока нет
- Carbohydrate Polymers: Marzieh Akrami, Ismaeil Ghasemi, Hamed Azizi, Mohammad Karrabi, Mohammad SeyedabadiДокумент9 страницCarbohydrate Polymers: Marzieh Akrami, Ismaeil Ghasemi, Hamed Azizi, Mohammad Karrabi, Mohammad SeyedabadiKeiidys MartinezОценок пока нет
- ASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsДокумент3 страницыASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsKeiidys Martinez100% (1)
- Carbohydrate PolymersДокумент16 страницCarbohydrate Polymersabhay prajapatiОценок пока нет
- Polymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyДокумент10 страницPolymer: P. Müller, J. Bere, E. Fekete, J. M Oczo, B. Nagy, M. K Allay, B. Gyarmati, B. Puk AnszkyKeiidys MartinezОценок пока нет
- Starch Plasticized With Glycerol From Biodiesel and Polypropylene BlendsДокумент6 страницStarch Plasticized With Glycerol From Biodiesel and Polypropylene BlendsKeiidys MartinezОценок пока нет
- ASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsДокумент3 страницыASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsKeiidys Martinez100% (1)
- Jyothi2006 PDFДокумент8 страницJyothi2006 PDFKeiidys MartinezОценок пока нет
- Fibers 07 00032 v2 PDFДокумент14 страницFibers 07 00032 v2 PDFKeiidys MartinezОценок пока нет
- Biomolecules 08 00155 v2 PDFДокумент23 страницыBiomolecules 08 00155 v2 PDFKeiidys MartinezОценок пока нет
- ASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsДокумент3 страницыASTM D2584 - 18 Standard Test Method For Ignition Loss of Cured Reinforced ResinsKeiidys Martinez100% (1)
- Carbohydrate PolymersДокумент7 страницCarbohydrate PolymersKeiidys MartinezОценок пока нет
- LWT - Food Science and TechnologyДокумент7 страницLWT - Food Science and TechnologyKeiidys MartinezОценок пока нет
- The Syntactic Alignments Across Three-Ar PDFДокумент441 страницаThe Syntactic Alignments Across Three-Ar PDFabiskarОценок пока нет
- Tauros TBM Guidance SystemДокумент3 страницыTauros TBM Guidance SystemMiloš StanimirovićОценок пока нет
- Gulliver's Travels Misogyny or MisanthropyДокумент3 страницыGulliver's Travels Misogyny or MisanthropyKingshuk MondalОценок пока нет
- Lahore ResolutionДокумент6 страницLahore ResolutionMZCHOHAN100% (1)
- Holiday Tradition Lesson PlanДокумент2 страницыHoliday Tradition Lesson Planapi-458585393Оценок пока нет
- Sample Management Representation Letter Type II SAS 70 AuditДокумент2 страницыSample Management Representation Letter Type II SAS 70 Auditaaldawi0% (1)
- HRBPДокумент8 страницHRBPPriscilia KarinaОценок пока нет
- Oscam SkyДокумент2 страницыOscam SkyColetor de OfertasОценок пока нет
- Nestle CompanyДокумент5 страницNestle CompanymehakОценок пока нет
- Ford Taurus Service Manual - Disassembly and Assembly - Automatic Transaxle-Transmission - 6F35 - Automatic Transmission - PowertrainДокумент62 страницыFord Taurus Service Manual - Disassembly and Assembly - Automatic Transaxle-Transmission - 6F35 - Automatic Transmission - Powertraininfocarsservice.deОценок пока нет
- Analyzing Visual TextsДокумент4 страницыAnalyzing Visual Textsapi-582845240Оценок пока нет
- Mahabharata Book 9 Shalya ParvaДокумент413 страницMahabharata Book 9 Shalya Parvaavacdis1969Оценок пока нет
- VFTO DocumentationДокумент119 страницVFTO DocumentationSheri Abhishek ReddyОценок пока нет
- Cpar Lesson 1Документ44 страницыCpar Lesson 1althea villanuevaОценок пока нет
- ICT Backup Procedure PolicyДокумент8 страницICT Backup Procedure PolicySultan BatoorОценок пока нет
- Idioma IV Cycle Q1 Exam (2021-1) - STUDENTS ANSWERДокумент9 страницIdioma IV Cycle Q1 Exam (2021-1) - STUDENTS ANSWEREdward SlaterОценок пока нет
- Vertebrates and InvertebratesДокумент4 страницыVertebrates and InvertebratesJane Aubrey Saligan100% (2)
- Kiribati, Gilbertese BibleДокумент973 страницыKiribati, Gilbertese BibleAsia BiblesОценок пока нет
- Sexual ExtacyДокумент18 страницSexual ExtacyChal JhonnyОценок пока нет
- MTH101 Practice Qs Solutions Lectures 1 To 22 PDFДокумент50 страницMTH101 Practice Qs Solutions Lectures 1 To 22 PDFRubab Babar75% (4)
- AirLocker PresentationДокумент11 страницAirLocker PresentationjzuckertОценок пока нет
- Handout Week10.1Документ7 страницHandout Week10.1Antoniette Niña YusonОценок пока нет
- Rebecca A. Endaya Beed-Iii Art Education: ExploreДокумент5 страницRebecca A. Endaya Beed-Iii Art Education: ExploreBhecca Endaya0% (1)
- Celene Stained Glass ColoursДокумент4 страницыCelene Stained Glass ColoursRathna ChalamОценок пока нет
- Oracle Fusion Middleware: CloningДокумент25 страницOracle Fusion Middleware: CloningSwathiPatluriОценок пока нет
- O Ring Design ParametersДокумент2 страницыO Ring Design ParametersHatim KapasiОценок пока нет
- EC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryДокумент38 страницEC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryAbhay AmbuleОценок пока нет
- HB Im70 QRДокумент1 страницаHB Im70 QROsamaОценок пока нет
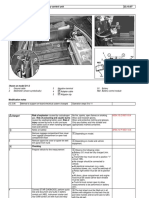
- Checking battery control unitДокумент3 страницыChecking battery control unitjuanОценок пока нет
- How Ventilators Deliver BreathsДокумент51 страницаHow Ventilators Deliver BreathsArnaldo SantizoОценок пока нет