Вам также может понравиться
- Ejercicios Resueltos ZillДокумент265 страницEjercicios Resueltos ZillJ Deep AguirreОценок пока нет
- Manual Programacion ArduinoДокумент70 страницManual Programacion Arduinofaasa83% (6)
- Factor de Seguridad y Cargas AdmisiblesДокумент4 страницыFactor de Seguridad y Cargas Admisiblesserchxd80% (10)
- Universidad Tecnologica Del Peru: Empresa Claro Area de Ventas de Dispositivos MóvilesДокумент8 страницUniversidad Tecnologica Del Peru: Empresa Claro Area de Ventas de Dispositivos MóvilesFernandoMalcaMОценок пока нет
- Resistenciadematerialesaplicada Robertmott3raedicionДокумент643 страницыResistenciadematerialesaplicada Robertmott3raedicionArmando O'RozcoОценок пока нет
- Analisis de La Pelicula Los Escritores DДокумент4 страницыAnalisis de La Pelicula Los Escritores DNaty ChalenОценок пока нет
- Solved Exercises From Pindyck's MicroeconomicsДокумент6 страницSolved Exercises From Pindyck's MicroeconomicsMateo King73% (11)
- Solid Edge v16Документ140 страницSolid Edge v16Jorge AlexanderОценок пока нет
- Controlestadistico 11Документ9 страницControlestadistico 11jarveyholaОценок пока нет
- Ejercicios Bernier Y MicrometroДокумент14 страницEjercicios Bernier Y MicrometroAbraham Alberto Chavez MurilloОценок пока нет
- Practica VernierДокумент9 страницPractica VernierYudithSifuentesSaavedraОценок пока нет
- Guia 1cДокумент3 страницыGuia 1cAbraham Alberto Chavez MurilloОценок пока нет
- Examen DiseñoДокумент3 страницыExamen DiseñoAbraham Alberto Chavez MurilloОценок пока нет
- PD - Octavo AДокумент7 страницPD - Octavo AAbraham Alberto Chavez MurilloОценок пока нет
- ExamenДокумент1 страницаExamenAbraham Alberto Chavez MurilloОценок пока нет
- Circuitos Hidraulicos y Neumaticos ExamenДокумент2 страницыCircuitos Hidraulicos y Neumaticos ExamenAbraham Alberto Chavez MurilloОценок пока нет
- Proceso de Obtención Del Hierro y Del AceroДокумент26 страницProceso de Obtención Del Hierro y Del Acerolili_gonzaОценок пока нет
- Teoria de Colas Marco TeoricoДокумент11 страницTeoria de Colas Marco TeoricoAngel RazuriОценок пока нет
- Ejercicios Mecanica de MaterialesДокумент2 страницыEjercicios Mecanica de MaterialesAbraham Alberto Chavez MurilloОценок пока нет
- UDES - Proceso Planeaciones DidácticasДокумент2 страницыUDES - Proceso Planeaciones DidácticasAbraham Alberto Chavez MurilloОценок пока нет
- Proceso de Obtención Del Hierro y Del AceroДокумент26 страницProceso de Obtención Del Hierro y Del Acerolili_gonzaОценок пока нет
- PlaneacionesДокумент7 страницPlaneacionesAbraham Alberto Chavez MurilloОценок пока нет
- Lab 06-Sistemas de Colas MM1 y MMKДокумент13 страницLab 06-Sistemas de Colas MM1 y MMKsheila_120% (1)
- TunelДокумент170 страницTunelSebastian GarciaОценок пока нет
- Sol-Resistencia de Materiales - Mott - 5edДокумент276 страницSol-Resistencia de Materiales - Mott - 5edIsmael12felipe100% (2)
- Metrología PDFДокумент7 страницMetrología PDFAbraham Alberto Chavez MurilloОценок пока нет
- Engranes Ejercicios PDFДокумент3 страницыEngranes Ejercicios PDFAbraham Alberto Chavez MurilloОценок пока нет
- Ejerciciosdeautocad 150218212417 Conversion Gate02Документ9 страницEjerciciosdeautocad 150218212417 Conversion Gate02Abraham Alberto Chavez MurilloОценок пока нет
- Clase 20 PDFДокумент4 страницыClase 20 PDFVan SanchezОценок пока нет
- 5 Teoria de ColasДокумент102 страницы5 Teoria de Colasphoenix44910% (2)
- Manual Anillo Green Lantern NXДокумент18 страницManual Anillo Green Lantern NXAbraham Alberto Chavez MurilloОценок пока нет
- C-RG-615 Canastilla Httas Mudline - CompressedДокумент3 страницыC-RG-615 Canastilla Httas Mudline - CompressedEstuardo OlanОценок пока нет
- Cómo Desinstalo Mi Producto de Seguridad ESET ManualmenteДокумент8 страницCómo Desinstalo Mi Producto de Seguridad ESET ManualmenteceucihОценок пока нет
- Análisis de Mercado para The Balance BowlДокумент3 страницыAnálisis de Mercado para The Balance BowlBrayan MuñozОценок пока нет
- Sistemas SubsistemasДокумент20 страницSistemas SubsistemasTerly Maxz Nad TuanamaОценок пока нет
- Historia Del CineДокумент60 страницHistoria Del CineLorenzo Vallejo MárquezОценок пока нет
- Enseñar en PlurigradoДокумент2 страницыEnseñar en PlurigradoLili MansillaОценок пока нет
- Preparacion y Estandarizacion de Soluciones Acido-BaseДокумент3 страницыPreparacion y Estandarizacion de Soluciones Acido-BaseDaniela MuñozОценок пока нет
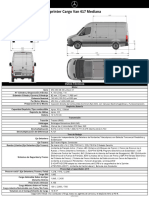
- Sprinter CargoVan 417 Mediana - 90764313-MXFДокумент1 страницаSprinter CargoVan 417 Mediana - 90764313-MXFManuel SalinasОценок пока нет
- Taller 2 PDFДокумент9 страницTaller 2 PDFCarlos Daniel Raigoso TrianaОценок пока нет
- Tema - Seccionado - CortesДокумент15 страницTema - Seccionado - CortesFabrizio DuárezОценок пока нет
- SIMULACION10 PasosДокумент9 страницSIMULACION10 PasosNeRy BathoryОценок пока нет
- Ciudadanía EnsayoДокумент26 страницCiudadanía EnsayosureadoОценок пока нет
- Modos Del Privilegio. Alta Burguesía y Alta Gerencia en La Bolivia ContemporáneaДокумент152 страницыModos Del Privilegio. Alta Burguesía y Alta Gerencia en La Bolivia ContemporáneaLuis Fernando RuedaОценок пока нет
- Somos Inevitablemente MoralesДокумент8 страницSomos Inevitablemente MoralesArturo CentenoОценок пока нет
- Silabo FotografiaДокумент6 страницSilabo Fotografiajuan carlos CarrascoОценок пока нет
- Entrega Final Del Proyecto Investigativo.Документ24 страницыEntrega Final Del Proyecto Investigativo.Aporte Simple SASОценок пока нет
- Iecm U2 A2 JugpДокумент3 страницыIecm U2 A2 JugpOscar Nava HernandezОценок пока нет
- Subestacion ElectricaДокумент4 страницыSubestacion Electricael pepesОценок пока нет
- Tarea 4 Topografia 3Документ17 страницTarea 4 Topografia 3jhonnmaxarqОценок пока нет
- Modelo de Liderazgo de Rango TotalДокумент24 страницыModelo de Liderazgo de Rango Totaldarwyn.amonteОценок пока нет
- Practica 4 Farmacología Cardiovascular en Un Sistema SimuladoДокумент1 страницаPractica 4 Farmacología Cardiovascular en Un Sistema Simuladorichie_1409100% (1)
- LB-CK-SSS-ALL-0001 - Entrega y Recepcion Documentacion para Inicio Servicio o ContratoДокумент3 страницыLB-CK-SSS-ALL-0001 - Entrega y Recepcion Documentacion para Inicio Servicio o ContratoNadia Susana Vega SaavedraОценок пока нет
- Ecuaciones de Euler y StokeДокумент7 страницEcuaciones de Euler y StokeNestor Bueno100% (1)
- GUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IДокумент11 страницGUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IMartín Sernaque garciaОценок пока нет
- Planta de Producción de Alcohol EtílicoДокумент22 страницыPlanta de Producción de Alcohol EtílicoRoberto Alexander Patiño Paredes0% (2)
- Gplo U1 EaДокумент4 страницыGplo U1 EaLeo GutiérrezОценок пока нет
- Partes Que Componen La CanciónДокумент9 страницPartes Que Componen La CanciónPipe OrtizОценок пока нет