Вам также может понравиться
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Perfiles Estructurales MetalconДокумент28 страницPerfiles Estructurales MetalconJuan UrrutiaОценок пока нет
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318От EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Рейтинг: 4.5 из 5 звезд4.5/5 (2)
- APNB 1225004 2 Com Estr de AceroДокумент288 страницAPNB 1225004 2 Com Estr de Acerowilber huertaОценок пока нет
- Metodo Del Puntal Diagonal Equivalente Descargalo PDFДокумент12 страницMetodo Del Puntal Diagonal Equivalente Descargalo PDFMariano DiazОценок пока нет
- Formulario Diseño Estructural PDFДокумент6 страницFormulario Diseño Estructural PDFJavier RiverosОценок пока нет
- CONEXIONES RÍGIDAS METALICAS VIGA COLUMNA Pag 3 PDFДокумент11 страницCONEXIONES RÍGIDAS METALICAS VIGA COLUMNA Pag 3 PDFAnonymous rnO4WIbJОценок пока нет
- Estructuras MixtasДокумент15 страницEstructuras MixtasEdwin VizueteОценок пока нет
- Hormigón Pretensado - FlexiónДокумент40 страницHormigón Pretensado - FlexiónMaria Cecilia Suarez RubiОценок пока нет
- Programa Diseño Revisión Placa Base Anclas Columnas Acero Tesis U Puebla México 2Документ0 страницPrograma Diseño Revisión Placa Base Anclas Columnas Acero Tesis U Puebla México 2cocococo1100% (1)
- 1 - Acero Estructural - Generalidades - Dae1017Документ37 страниц1 - Acero Estructural - Generalidades - Dae1017JhonnyTiradoChumaceroОценок пока нет
- Madera-Entramados Horizontales PDFДокумент33 страницыMadera-Entramados Horizontales PDFLexys GredОценок пока нет
- Trabajo Columnas y FundacionesДокумент21 страницаTrabajo Columnas y FundacionesAdaulig SotoОценок пока нет
- Zapatas AmarradasДокумент5 страницZapatas AmarradasMarianny S. Diaz MejiaОценок пока нет
- Evaluación Del Factor de Modificación de RespuestaДокумент7 страницEvaluación Del Factor de Modificación de RespuestaSergio TapiaОценок пока нет
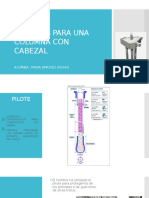
- 3 Pilotes para Una Columna Con CabezalДокумент24 страницы3 Pilotes para Una Columna Con CabezalVania Jiménez Rosas100% (1)
- Malla Eslabonada - Instalación PDFДокумент2 страницыMalla Eslabonada - Instalación PDFalvaritodcОценок пока нет
- Losas de CimentacionДокумент23 страницыLosas de CimentacionYair Scarpetta100% (1)
- 1 Diseño de Costaneras de FachadaДокумент6 страниц1 Diseño de Costaneras de FachadaAlejandra Jesus Toro ToledoОценок пока нет
- Cercha Union DentadaДокумент242 страницыCercha Union DentadaJavier Ignacio Lagos Cerda100% (3)
- Conexion Precalificada RBSДокумент21 страницаConexion Precalificada RBSJessy Paola CasaОценок пока нет
- Ficha Técnica Losa HuecaДокумент4 страницыFicha Técnica Losa HuecabruarОценок пока нет
- Disipadores de Fluido ViscosoДокумент37 страницDisipadores de Fluido ViscosoJohnny FajardoОценок пока нет
- Calculo Viga de Hormigon PretensadoДокумент67 страницCalculo Viga de Hormigon Pretensadojho_an_ps0% (1)
- Estructuras de Acero - Agosto 2020Документ105 страницEstructuras de Acero - Agosto 2020Miguel Garcia RodriguezОценок пока нет
- RCB 3 LT-11-07-0125 NSR-10-1Документ7 страницRCB 3 LT-11-07-0125 NSR-10-1JohanMirandaОценок пока нет
- Apuntes en Proceso de LosasДокумент17 страницApuntes en Proceso de LosasSeveriano Alvarez CruzОценок пока нет
- Muros de Corte Con Placa de AceroДокумент2 страницыMuros de Corte Con Placa de AceroAlex Paúl CayoОценок пока нет
- Memoria Sebastian Ojeda - Version TerminadaДокумент39 страницMemoria Sebastian Ojeda - Version Terminadajcancino_11Оценок пока нет
- Diseño de CostanerasДокумент37 страницDiseño de CostanerasLuis AlzamoraОценок пока нет
- Ficha-Tecnica Paneles MaderaДокумент9 страницFicha-Tecnica Paneles MaderaJorge Jersson Delgado MegoОценок пока нет
- 3 La Filosofia de DiseñoДокумент55 страниц3 La Filosofia de DiseñoMiguelОценок пока нет
- Columnas Esbeltas Sometidas A Flexo CompresionДокумент60 страницColumnas Esbeltas Sometidas A Flexo CompresionJose Maria Saenz Neria100% (4)
- LosaceroДокумент24 страницыLosaceroEdoo TorresОценок пока нет
- Estructuración AceroДокумент59 страницEstructuración AceroNatalia Ramírez NicolásОценок пока нет
- Diseño de VigasДокумент28 страницDiseño de VigasJorge Luis ChuraОценок пока нет
- Tipos de Anclajes para ColumnasДокумент7 страницTipos de Anclajes para ColumnasJimmy GarciaОценок пока нет
- Inpsección en Obra y Muros Estructurales Sistema PlataformaДокумент117 страницInpsección en Obra y Muros Estructurales Sistema PlataformaIgnacio A. GonzalezОценок пока нет
- Diseño en Hormigón Armado (Marcos Especiales) PDFДокумент18 страницDiseño en Hormigón Armado (Marcos Especiales) PDFKike BravoОценок пока нет
- SJI TecnicalDigest8 EspañolДокумент94 страницыSJI TecnicalDigest8 EspañolHeri VillaОценок пока нет
- 2 Capítulo 2. Torsión en VigasДокумент8 страниц2 Capítulo 2. Torsión en VigasCesar SantosОценок пока нет
- 6.1.-ZAPATA EXCENTRICA CON TENSOR 1.60 X 1.70 PDFДокумент2 страницы6.1.-ZAPATA EXCENTRICA CON TENSOR 1.60 X 1.70 PDFFrancois Garcia GarciaОценок пока нет
- Losas PostensadasДокумент10 страницLosas PostensadasMiriam GrishellОценок пока нет
- Indice de Florentino Regalado PDFДокумент6 страницIndice de Florentino Regalado PDFRafael Emilio Machaca MamaniОценок пока нет
- 1.6. Diseño de Nudos Viga-Columna 1.6.1. Ancho Efectivo Del NudoДокумент8 страниц1.6. Diseño de Nudos Viga-Columna 1.6.1. Ancho Efectivo Del NudoCarlosОценок пока нет
- Muro de Corte - McgregorДокумент21 страницаMuro de Corte - McgregorAnonymous YH4jBAiDOqОценок пока нет
- Provisiones Del Cap 21 Del ACI 318-08 - Columnas y Vigas - MANUEL GUEVARA ANZULES - EXCДокумент20 страницProvisiones Del Cap 21 Del ACI 318-08 - Columnas y Vigas - MANUEL GUEVARA ANZULES - EXCHenry HoyosОценок пока нет
- 00 Contenido Galpones AДокумент31 страница00 Contenido Galpones AMeza Sutterland MiguelangelОценок пока нет
- Forjados Postesados VSLДокумент47 страницForjados Postesados VSLcoriОценок пока нет
- Estructuras Metalicas y de MaderaДокумент29 страницEstructuras Metalicas y de MaderaMijhaell SilveroОценок пока нет
- Informe 4Документ19 страницInforme 4Alejo VelozОценок пока нет
- Apuntes Estructuras de AceroДокумент18 страницApuntes Estructuras de AceroJoaquinLeiRoОценок пока нет
- Material Clase AДокумент5 страницMaterial Clase AdiosisОценок пока нет
- IntroduccionДокумент31 страницаIntroduccionPedro Felipe Gonzalez TapiaОценок пока нет
- Estructuras III - 2022: AceroДокумент11 страницEstructuras III - 2022: Aceromilimunioz1Оценок пока нет
- Ar - 07d5mallas Electrosoldadas ConstruccionДокумент80 страницAr - 07d5mallas Electrosoldadas ConstruccionrobertoОценок пока нет
- El Acero PDFДокумент48 страницEl Acero PDFEdwin WolfОценок пока нет
- Cálculo y Dimensionamiento de Una Viga de Entramado de Hierros RedondosДокумент8 страницCálculo y Dimensionamiento de Una Viga de Entramado de Hierros RedondosRobertoAvilaОценок пока нет
- Material 12Документ48 страницMaterial 12SergioAndreRamosОценок пока нет
- Manual de Hysys BásicoДокумент38 страницManual de Hysys Básicodanilonav6758100% (3)
- Arquitectura - Francklin Erick Mamani ChambiДокумент3 страницыArquitectura - Francklin Erick Mamani ChambiFrancklin MChОценок пока нет
- 13... Informe Puente Ohashi - SetoДокумент9 страниц13... Informe Puente Ohashi - SetoRicardo Bermeo MolinaОценок пока нет
- Flujograma de Procesos de La Esterilización de Los MaterialesДокумент1 страницаFlujograma de Procesos de La Esterilización de Los MaterialesEnny Vaca33% (3)
- Trabajo Word MRP IДокумент62 страницыTrabajo Word MRP IJose Luis Santillan RojasОценок пока нет
- PLANOS PA - ESCALERA 8 Rev.01Документ4 страницыPLANOS PA - ESCALERA 8 Rev.01Alexander Huaynate CanorioОценок пока нет
- Pega MecanicaДокумент4 страницыPega MecanicaBolívar Andrés TamayoОценок пока нет
- Acreditable Maricely Lopez Act 4 4312Документ4 страницыAcreditable Maricely Lopez Act 4 4312Maricely LopezОценок пока нет
- Ejemplo PDFДокумент12 страницEjemplo PDFPriscilla TeОценок пока нет
- Motor HONDA GX 3901Документ4 страницыMotor HONDA GX 3901MarlonMiranda0% (1)
- 3pc112k - Matematica 1 - Abet - Aula m10 - Fiecs - Uni - 2012 - 1Документ2 страницы3pc112k - Matematica 1 - Abet - Aula m10 - Fiecs - Uni - 2012 - 1rchungchingОценок пока нет
- Segundo Corte - Mecanica - 2Документ1 страницаSegundo Corte - Mecanica - 2Rober FuentesОценок пока нет
- Filtro Rechaza Banda Info FinalДокумент10 страницFiltro Rechaza Banda Info Finalraullbs21Оценок пока нет
- Especificaciones Tecnicas..Документ56 страницEspecificaciones Tecnicas..Katy BuitronОценок пока нет
- Gerenciamiento de ViajesДокумент6 страницGerenciamiento de ViajesDavid ParedesОценок пока нет
- Gestión, Tratamiento y Almacenamiento de Residuos NuclearesДокумент78 страницGestión, Tratamiento y Almacenamiento de Residuos NuclearesDaniel De La CuestaОценок пока нет
- Practica 2 WordДокумент7 страницPractica 2 Wordwilliam giovanni ordoñez hernandezОценок пока нет
- Diagrama Árbol PDFДокумент4 страницыDiagrama Árbol PDFEsteban TecoОценок пока нет
- Pajuelo-De La Cruz-Vera FinalДокумент82 страницыPajuelo-De La Cruz-Vera Finaljskd3643Оценок пока нет
- Bitácora de Obra José Antonio Torres 786Документ2 страницыBitácora de Obra José Antonio Torres 786Jose Tinajero M.Оценок пока нет
- Cuerpo NegroДокумент11 страницCuerpo NegroCarolina Livier RecioОценок пока нет
- Tarea 5-AAДокумент4 страницыTarea 5-AAMONTSERRAT MURILLO SERRANOОценок пока нет
- Coeficiente de RepartoДокумент13 страницCoeficiente de Repartoangie yaneth100% (1)
- Trabajo Sobre Las Bombias FluorescentesДокумент6 страницTrabajo Sobre Las Bombias FluorescentesElodie GanthierОценок пока нет
- Sistemas de AcotaciónДокумент4 страницыSistemas de AcotaciónEETP No 370 CayastáОценок пока нет
- PMT - Est - Boyaca - RedesДокумент109 страницPMT - Est - Boyaca - RedesANGELO ESTUPI?AN BORDAОценок пока нет
- Preguntas FrecuentesДокумент4 страницыPreguntas FrecuentesRocío BelénОценок пока нет
- Formato Inspección BombasДокумент6 страницFormato Inspección BombasLina Agudelo100% (1)
- Ensayo, El Estilo de Liderazgo para La Ingenieria CivilДокумент3 страницыEnsayo, El Estilo de Liderazgo para La Ingenieria CivilPrince WilliamОценок пока нет
- Nissan MarchДокумент6 страницNissan MarchJuanBarreraОценок пока нет