Вам также может понравиться
- Peugeot 308 IIДокумент30 страницPeugeot 308 IIKhaled FatnassiОценок пока нет
- Peugeot 208 IДокумент27 страницPeugeot 208 IKhaled Fatnassi100% (2)
- Opel CorsaДокумент20 страницOpel CorsaKhaled FatnassiОценок пока нет
- La Pose Du Papier-PeintДокумент8 страницLa Pose Du Papier-PeintYassou YasminouОценок пока нет
- Ec5 2003 Correction Exercices v1Документ48 страницEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- Calcul Tuyauterie BanidesДокумент2 страницыCalcul Tuyauterie BanidesKadourSelloumОценок пока нет
- Epodux Zinc 62-208Документ3 страницыEpodux Zinc 62-208salifsyОценок пока нет
- Epodux Im 209Документ3 страницыEpodux Im 209diababa447Оценок пока нет
- Striasol HD 59 NF: Peinture Époxydique Phase AqueuseДокумент4 страницыStriasol HD 59 NF: Peinture Époxydique Phase Aqueuseetb tekfifaouziОценок пока нет
- PeintureДокумент4 страницыPeintureIKKENEОценок пока нет
- FT Polystria v01Документ3 страницыFT Polystria v01Andakabe BrunoОценок пока нет
- Prestolux FWSДокумент3 страницыPrestolux FWSjeremy solerОценок пока нет
- Aquapyl FinitionДокумент3 страницыAquapyl FinitionKhaled bouhlelОценок пока нет
- PDS Hempadur 35560-FRДокумент3 страницыPDS Hempadur 35560-FRJulien Di PolОценок пока нет
- PDS Hempadur 45141 FR-FR 3Документ3 страницыPDS Hempadur 45141 FR-FR 3f.tpeinture38Оценок пока нет
- Pds Hempathane Hs 55610 FR-FRДокумент3 страницыPds Hempathane Hs 55610 FR-FRKhaled bouhlelОценок пока нет
- PDS Hempadur Avantguard 550 FR-FRДокумент2 страницыPDS Hempadur Avantguard 550 FR-FRAsebaho BadrОценок пока нет
- Pds Hempathane Hs 55610 FR-FRДокумент3 страницыPds Hempathane Hs 55610 FR-FRDaft OrlandiОценок пока нет
- Thermoblack PHTДокумент3 страницыThermoblack PHTrinaryderОценок пока нет
- Aquapyl InterДокумент3 страницыAquapyl InterKhaled bouhlelОценок пока нет
- Pds Hempadur Zinc 17340 FR-FRДокумент3 страницыPds Hempadur Zinc 17340 FR-FRKhaled bouhlelОценок пока нет
- E Program Files An ConnectManager SSIS TDS PDF Interzone 954 Fre A4 20180313Документ4 страницыE Program Files An ConnectManager SSIS TDS PDF Interzone 954 Fre A4 20180313Vahatry Ny Aina RAHERINIRINAОценок пока нет
- Hempathane Topcoat 55210 PDFДокумент2 страницыHempathane Topcoat 55210 PDFAhmed HoufОценок пока нет
- Fenomastic 2Документ3 страницыFenomastic 2LaurentiuОценок пока нет
- DownloadДокумент5 страницDownloadali piОценок пока нет
- FT Ec3000 Pot BombeДокумент3 страницыFT Ec3000 Pot Bombegaetan.prevel1Оценок пока нет
- Hempadur Mastic 45880 45880 FR-FRДокумент3 страницыHempadur Mastic 45880 45880 FR-FRMarwan PatiyaОценок пока нет
- Pds Hempadur 35760 FR-FRДокумент3 страницыPds Hempadur 35760 FR-FRKhaled bouhlelОценок пока нет
- Hardtop Optima FrenchДокумент6 страницHardtop Optima Frenchnuryati jahariОценок пока нет
- Hempa Build 46410Документ3 страницыHempa Build 46410Tarik BouzitОценок пока нет
- RESINE MULTICOUCHE v01Документ4 страницыRESINE MULTICOUCHE v01RAVELOSON Serge EloiОценок пока нет
- FT 15130Документ3 страницыFT 15130adrhamОценок пока нет
- Pds Hempadur Multi-Strength 45540 FR-FRДокумент2 страницыPds Hempadur Multi-Strength 45540 FR-FRKhaled bouhlelОценок пока нет
- Fiche Tech Peinture Satinée 2Документ2 страницыFiche Tech Peinture Satinée 2Flavien Mesbah-SavelОценок пока нет
- Fiche Technique Interzinc 52Документ4 страницыFiche Technique Interzinc 52As De PiqueОценок пока нет
- TDS 20880 Fenomastic Hygiene Emulsion Matt Fra MAДокумент3 страницыTDS 20880 Fenomastic Hygiene Emulsion Matt Fra MAdouiissi.pyramideОценок пока нет
- Pintalu 600 PrimaireДокумент3 страницыPintalu 600 PrimaireNassim Ben AbdeddayemОценок пока нет
- Pintalu 400 FinitionДокумент3 страницыPintalu 400 FinitionFares HayderОценок пока нет
- TDS 3440 Penguard Express MIO Fra FRДокумент5 страницTDS 3440 Penguard Express MIO Fra FRLenos LenosОценок пока нет
- PDS HEMPADUR MASTIC 45881 FR-FR PDFДокумент3 страницыPDS HEMPADUR MASTIC 45881 FR-FR PDFMohamed InedjarОценок пока нет
- Fiche Technique Pot Vernis Ts Brillant 735Документ1 страницаFiche Technique Pot Vernis Ts Brillant 735Pierrot MOREAUОценок пока нет
- PDS Hempalin Enamel 52140 - FRДокумент2 страницыPDS Hempalin Enamel 52140 - FRJulien Di PolОценок пока нет
- TDS Penguard Express MIOДокумент5 страницTDS Penguard Express MIOMounir BoutaghaneОценок пока нет
- Fiche Technique Eht460Документ1 страницаFiche Technique Eht460emma.teen51Оценок пока нет
- TDS Jotachar 1709 FRДокумент6 страницTDS Jotachar 1709 FRMounir BoutaghaneОценок пока нет
- TDS Hardtop XPДокумент5 страницTDS Hardtop XPAyman JadОценок пока нет
- Aqualine Evo Impress (479) FTДокумент2 страницыAqualine Evo Impress (479) FTluc stauderОценок пока нет
- Interthane 870Документ0 страницInterthane 870David HoffmanОценок пока нет
- PDS 15700Документ4 страницыPDS 15700yahyazwinОценок пока нет
- Hempadur E-15280Документ2 страницыHempadur E-15280omarОценок пока нет
- Tinta Padrão EuropeuДокумент2 страницыTinta Padrão EuropeuizzygodswanОценок пока нет
- Tds Hardtop XPL French FR 2015Документ4 страницыTds Hardtop XPL French FR 2015Mounir BoutaghaneОценок пока нет
- FT Terrain TennisДокумент2 страницыFT Terrain Tenniskarim.badi.93Оценок пока нет
- Vernis AcrylorДокумент1 страницаVernis AcrylorUcef Oran KherroubiОценок пока нет
- Jotachar Ul 17 09 FTДокумент5 страницJotachar Ul 17 09 FTMounir BoutaghaneОценок пока нет
- FR CX - MattClearSystemДокумент13 страницFR CX - MattClearSystemAlexandre LibtalОценок пока нет
- HEMPADUR 47182 FR-FRДокумент3 страницыHEMPADUR 47182 FR-FRJulien Di PolОценок пока нет
- Freitafloor Liant EP HQ TXДокумент2 страницыFreitafloor Liant EP HQ TXYog SothothОценок пока нет
- Intergard 251 FRДокумент4 страницыIntergard 251 FRRevОценок пока нет
- 01F Fte X Mauvithanne-220 V2018 R1Документ2 страницы01F Fte X Mauvithanne-220 V2018 R1RAdomanana RandriaОценок пока нет
- PDS Hempadur 15570 FR-FRДокумент3 страницыPDS Hempadur 15570 FR-FRJulien Di PolОценок пока нет
- SIGMASHIELD 880 FRДокумент4 страницыSIGMASHIELD 880 FRAbdala Aziz HASSANОценок пока нет
- PDS HEMPADUR MASTIC 45880 FR-FRДокумент3 страницыPDS HEMPADUR MASTIC 45880 FR-FRKhaled bouhlelОценок пока нет
- Thong So Ky Thuat Total Nevastane NTFДокумент2 страницыThong So Ky Thuat Total Nevastane NTFmohammed sallaouОценок пока нет
- FicheДокумент3 страницыFichenesrinerakrouki7Оценок пока нет
- Nouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoОт EverandNouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoОценок пока нет
- Nissan XДокумент14 страницNissan XKhaled FatnassiОценок пока нет
- Nissan SkylineДокумент14 страницNissan SkylineKhaled FatnassiОценок пока нет
- Nissan PatrolДокумент13 страницNissan PatrolKhaled FatnassiОценок пока нет
- Nissan JukeДокумент12 страницNissan JukeKhaled Fatnassi100% (1)
- Nissan NavaraДокумент14 страницNissan NavaraKhaled Fatnassi0% (1)
- Fiat 500 AbarthДокумент24 страницыFiat 500 AbarthKhaled FatnassiОценок пока нет
- Opel AstraДокумент15 страницOpel AstraKhaled Fatnassi0% (1)
- Peugeot 3008 IIДокумент22 страницыPeugeot 3008 IIKhaled Fatnassi100% (1)
- Fiat 600Документ17 страницFiat 600Khaled FatnassiОценок пока нет
- Fiat 124 SpiderДокумент13 страницFiat 124 SpiderKhaled FatnassiОценок пока нет
- Peugeot 405Документ10 страницPeugeot 405Khaled FatnassiОценок пока нет
- Peugeot PartnerДокумент4 страницыPeugeot PartnerKhaled FatnassiОценок пока нет
- C4anv659 V5Документ1 страницаC4anv659 V5Khaled FatnassiОценок пока нет
- Antico Brochure Gamme-Et-Systemes Anticorrosion FRДокумент29 страницAntico Brochure Gamme-Et-Systemes Anticorrosion FRKhaled FatnassiОценок пока нет
- Essai de Performance PompeДокумент93 страницыEssai de Performance PompeKhaled FatnassiОценок пока нет
- Decret TunisieДокумент1 страницаDecret TunisieKhaled FatnassiОценок пока нет
- Manomètre MEI 0-40 Bars - CentréДокумент1 страницаManomètre MEI 0-40 Bars - CentréKhaled FatnassiОценок пока нет
- nd2191 PDFДокумент12 страницnd2191 PDFKhaled FatnassiОценок пока нет
- Feuille de Calcul Réservoir ElliptiqueДокумент2 страницыFeuille de Calcul Réservoir ElliptiqueKhaled FatnassiОценок пока нет
- FORSAPRE FICHE FAST Chaudronnier Metaux TolierДокумент4 страницыFORSAPRE FICHE FAST Chaudronnier Metaux TolierKhaled FatnassiОценок пока нет
- Document 38Документ240 страницDocument 38xxxОценок пока нет
- Rapport EREP Audit RomainvilleДокумент105 страницRapport EREP Audit RomainvilleStephane AyangmaОценок пока нет
- MAROC TUNISIE DA 9 Cartographie DéchetsTextilesДокумент61 страницаMAROC TUNISIE DA 9 Cartographie DéchetsTextilesNawfal KettaniОценок пока нет
- Les Systemes EtancheiteДокумент10 страницLes Systemes EtancheitemanuelaaaОценок пока нет
- Chapitre VI Bétons Et Pathologies PDFДокумент34 страницыChapitre VI Bétons Et Pathologies PDFAbdel Moussa100% (2)
- II - Alliages Ferreux - Aciers & FontesДокумент154 страницыII - Alliages Ferreux - Aciers & FontesTimo ShmittОценок пока нет
- PAMITHERM CI Electronics Datasheet - 0Документ1 страницаPAMITHERM CI Electronics Datasheet - 0Toto TitiОценок пока нет
- DallageДокумент4 страницыDallageRifi MohamedОценок пока нет
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleДокумент7 страницDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIОценок пока нет
- CourroieДокумент16 страницCourroiemessaoudiОценок пока нет
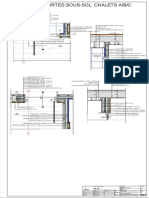
- A10-6 - Détails Portes Sous-SolДокумент1 страницаA10-6 - Détails Portes Sous-SolAndrei GoganОценок пока нет
- XG 334V1 PDFДокумент31 страницаXG 334V1 PDFMario Rodriguez JuradoОценок пока нет
- Nexans Outillage de PR Paration Pour...Документ24 страницыNexans Outillage de PR Paration Pour...tekampatrick45Оценок пока нет
- Memoire PDFДокумент324 страницыMemoire PDFhammoucheОценок пока нет
- Monter Etagere Sur Tasseaux PDFДокумент4 страницыMonter Etagere Sur Tasseaux PDFKhaled GarrigusОценок пока нет
- Autoclave VerticalДокумент2 страницыAutoclave VerticalMarc Teissandier100% (1)
- 1chap1 (1) Bétons-GénéralitésДокумент5 страниц1chap1 (1) Bétons-GénéralitésAbd ElmalikОценок пока нет
- Note de Calcul PoteauДокумент15 страницNote de Calcul PoteauOlivier Rack Royal100% (1)
- Etude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFДокумент89 страницEtude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFmouadОценок пока нет
- COMPTE RenduДокумент4 страницыCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰОценок пока нет
- Règlements de Classement - en Vigueur - 12072023Документ26 страницRèglements de Classement - en Vigueur - 12072023DJ MEGAОценок пока нет
- CCF Bac A OrduresДокумент3 страницыCCF Bac A OrduresReda DahmanОценок пока нет
- Corrosion Protection PDFДокумент5 страницCorrosion Protection PDFmaraghni_hassine7592Оценок пока нет