Вам также может понравиться
- Detailing of Reinforcement in Concrete Structures-17Документ328 страницDetailing of Reinforcement in Concrete Structures-17Ahmed Refaey76% (17)
- Norma Astm A 496Документ6 страницNorma Astm A 496Carlos Enrique AquinoОценок пока нет
- Astm A1035 A1035m-09Документ5 страницAstm A1035 A1035m-09Manuel IbarraОценок пока нет
- Astm e 192Документ6 страницAstm e 192Bryan Jimenes DorantesОценок пока нет
- Sae-j533Flare Tube SpecificationsДокумент6 страницSae-j533Flare Tube SpecificationsSandeep Goud Chatla100% (5)
- Narrow Steel Box Girder Article, JapanДокумент12 страницNarrow Steel Box Girder Article, JapanGolam Mostofa100% (1)
- Standard Technical Specifications For Electric WorksДокумент11 страницStandard Technical Specifications For Electric WorksnoufalОценок пока нет
- Reinforced Concrete Buildings: Behavior and DesignОт EverandReinforced Concrete Buildings: Behavior and DesignРейтинг: 5 из 5 звезд5/5 (1)
- Mechanical Properties of Steel Gun Barrel Processed by Cold Radial Forging With Stepped Mandrel Under Different Forging RatiosДокумент10 страницMechanical Properties of Steel Gun Barrel Processed by Cold Radial Forging With Stepped Mandrel Under Different Forging RatiosBinh NghiemОценок пока нет
- JIS B2311 Steel Butt Welding Pipe Fittings For Ordinary UseДокумент24 страницыJIS B2311 Steel Butt Welding Pipe Fittings For Ordinary Usense mcxОценок пока нет
- Jis G3466Документ9 страницJis G3466魏雨辰Оценок пока нет
- A Study On Fatigue Durability of RC Slab With Metal-Grid Instead of Steel Re-BarДокумент12 страницA Study On Fatigue Durability of RC Slab With Metal-Grid Instead of Steel Re-BarTrầmLãngОценок пока нет
- Jis G3466Документ9 страницJis G3466hatotОценок пока нет
- SSAB - Water Mains - Pipes and Fittings - ENДокумент22 страницыSSAB - Water Mains - Pipes and Fittings - ENservice techniqueОценок пока нет
- JIS G 3193-1990 Dims., Mass & Permissable Variations o Hot Rolled ST Plates, Sheets & StripsДокумент10 страницJIS G 3193-1990 Dims., Mass & Permissable Variations o Hot Rolled ST Plates, Sheets & Stripspu2r.v6Оценок пока нет
- (JISF) : Japanes E IndustrialДокумент19 страниц(JISF) : Japanes E IndustrialTrịnh Thanh TùngОценок пока нет
- Fire Resistance of Composite Beams Composed of Rolled Steel Profile Concreted Between FlangesДокумент15 страницFire Resistance of Composite Beams Composed of Rolled Steel Profile Concreted Between FlangesNetzoo FlixОценок пока нет
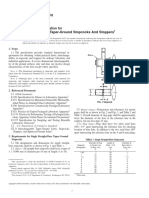
- M 269-96 (2008) (Turnbuckles and Shackles)Документ25 страницM 269-96 (2008) (Turnbuckles and Shackles)tran_lamОценок пока нет
- JIS G3474 High Tensile Strength Steel Tubes For Tower Structural PurposesДокумент8 страницJIS G3474 High Tensile Strength Steel Tubes For Tower Structural PurposesGerardo Emmanuel Romana BrianoОценок пока нет
- Detailing of Reinforcement in Concrete Structures Volume 1Документ244 страницыDetailing of Reinforcement in Concrete Structures Volume 1Ahmed Refaey100% (4)
- Rectangular-K27 Duct and Fittings Dimensions: Table 1Документ31 страницаRectangular-K27 Duct and Fittings Dimensions: Table 1Shaun SullivanОценок пока нет
- Global Marketing For Tube & Pipe: Jis C8380 Plastic Coated Steel Pipes For Cable WaysДокумент9 страницGlobal Marketing For Tube & Pipe: Jis C8380 Plastic Coated Steel Pipes For Cable WaysGerardo Emmanuel Romana BrianoОценок пока нет
- Jis G 3444 - 2010Документ17 страницJis G 3444 - 2010ZSZ GAMINGОценок пока нет
- BIS Hume PipeДокумент7 страницBIS Hume PipeShiv Pratap SinghОценок пока нет
- Report For On The Jop Training (OJT) SUMMER 2020Документ38 страницReport For On The Jop Training (OJT) SUMMER 2020Shadi OshiОценок пока нет
- Catálogo Aceros Orrcon 2017Документ80 страницCatálogo Aceros Orrcon 2017Manuel Esteban MercadoОценок пока нет
- T Proc Notices Notices 040 K Notice Doc 35289 253020834Документ8 страницT Proc Notices Notices 040 K Notice Doc 35289 253020834billy chrisОценок пока нет
- B 172 - 01 - Qje3mi1sruqДокумент5 страницB 172 - 01 - Qje3mi1sruqCarlos LiceaОценок пока нет
- Global Marketing For Tube & Pipe: JIS C8305 Rigid Steel ConduitsДокумент7 страницGlobal Marketing For Tube & Pipe: JIS C8305 Rigid Steel ConduitsHoangОценок пока нет
- 7023exq Lecture 3 Bolted Steel ConnectionsДокумент17 страниц7023exq Lecture 3 Bolted Steel ConnectionsAkhil SurendranОценок пока нет
- Bms HB 3000-b Brinell-HardheidstesterДокумент20 страницBms HB 3000-b Brinell-HardheidstesterKumara SubramanianОценок пока нет
- 8 Storey Project Report - FINAL PDFДокумент110 страниц8 Storey Project Report - FINAL PDFNeil Norman Simon MAnansalaОценок пока нет
- Staad Training - Module 3 - Malaybalay City June 2011 - 2Документ73 страницыStaad Training - Module 3 - Malaybalay City June 2011 - 2Joseph Cloyd L. Lamberte83% (6)
- Structural Design Parameters: Jaypee Medical Centre (JMC)Документ8 страницStructural Design Parameters: Jaypee Medical Centre (JMC)Shakil AkhterОценок пока нет
- A 385 - 01 - Qtm4ns1sruqДокумент10 страницA 385 - 01 - Qtm4ns1sruqHans AbantoОценок пока нет
- Fujibolt - Spesifikasi Tan FD Grip Type AДокумент18 страницFujibolt - Spesifikasi Tan FD Grip Type AMangisi Haryanto ParapatОценок пока нет
- Deformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementДокумент5 страницDeformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementMarcons Jon Maturan CasabaОценок пока нет
- Jis e 2101-1990Документ7 страницJis e 2101-1990F.S.Оценок пока нет
- Highway Steel Composite Bridge Design Using LimitДокумент9 страницHighway Steel Composite Bridge Design Using LimitDiya lizbeth joseОценок пока нет
- S TR CIVIL STEEL (Rev.0 2009) 1648785854104Документ11 страницS TR CIVIL STEEL (Rev.0 2009) 1648785854104Vimala PonnusamyОценок пока нет
- Steelwork Design Chapter 2 - Steelwork Connections HKCodeДокумент49 страницSteelwork Design Chapter 2 - Steelwork Connections HKCodeMa Man KinОценок пока нет
- Thesis Pp1 40Документ40 страницThesis Pp1 4016562306Оценок пока нет
- Jis G 3507-2 - 2005Документ14 страницJis G 3507-2 - 2005Harold_katzerОценок пока нет
- Es 1S71 1K251 Ac+2002 12Документ12 страницEs 1S71 1K251 Ac+2002 12Popescu AlinОценок пока нет
- TCVN 1651 2 2018Документ33 страницыTCVN 1651 2 2018Francesco PaternosterОценок пока нет
- 3 Drill StringДокумент43 страницы3 Drill StringShabaz HazharОценок пока нет
- Wire, Deformed, For Concrete Reinforcement': Standard Specification For SteelДокумент5 страницWire, Deformed, For Concrete Reinforcement': Standard Specification For SteelSidharth MahajanОценок пока нет
- Influence of Machining of EN GJL 25Документ11 страницInfluence of Machining of EN GJL 25Turtle ArtОценок пока нет
- Deformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementДокумент5 страницDeformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete Reinforcementjulian ramirezОценок пока нет
- JIS G3452 PipeДокумент0 страницJIS G3452 PipefaridyeniОценок пока нет
- Design & Failure Analysis of Solar Street Light Pole Under Wind Load EffectДокумент4 страницыDesign & Failure Analysis of Solar Street Light Pole Under Wind Load EffectRahul GautamОценок пока нет
- 1 Scope: 1.1 Normative ReferencesДокумент8 страниц1 Scope: 1.1 Normative ReferencesYenny300000Оценок пока нет
- Investigation of FRP Strengthening Design Rules For Insufficient RC ColumnsДокумент20 страницInvestigation of FRP Strengthening Design Rules For Insufficient RC ColumnsJhon EscobarОценок пока нет
- RAJESHДокумент14 страницRAJESHYedluri RajeshОценок пока нет
- E 675 Â " 02 - RTY3NQДокумент10 страницE 675 Â " 02 - RTY3NQhans ccОценок пока нет
- Soft or Annealed Copper Wire: Standard Specification ForДокумент5 страницSoft or Annealed Copper Wire: Standard Specification ForAhmad Zubair RasulyОценок пока нет
- PlanchasDiamantadas RuukkiДокумент3 страницыPlanchasDiamantadas RuukkiFelipeОценок пока нет
- Surface Vehicle StandardДокумент8 страницSurface Vehicle Standardwilian_coelho3309Оценок пока нет
- Global Marketing For Tube & Pipe: JIS G4904 Seamless Nickel-Chromium-Iron Alloy Heat Exchanger TubesДокумент13 страницGlobal Marketing For Tube & Pipe: JIS G4904 Seamless Nickel-Chromium-Iron Alloy Heat Exchanger TubesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G 4903 Seamless Nickel-Chromium-Iron Alloy PipesДокумент9 страницGlobal Marketing For Tube & Pipe: JIS G 4903 Seamless Nickel-Chromium-Iron Alloy PipesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3463 Stainless Steel For Boiler and Heat Exchanger TubesДокумент39 страницGlobal Marketing For Tube & Pipe: JIS G3463 Stainless Steel For Boiler and Heat Exchanger TubesGerardo Emmanuel Romana BrianoОценок пока нет
- Jis G3468Документ17 страницJis G3468Gerardo Emmanuel Romana BrianoОценок пока нет
- Jis G 4805 Seamless Pipe High Carbon Chromium Bearing Steel PipeДокумент12 страницJis G 4805 Seamless Pipe High Carbon Chromium Bearing Steel PipeGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3446 Stainless Steel Pipes For Machine and Structural PurposesДокумент13 страницGlobal Marketing For Tube & Pipe: JIS G3446 Stainless Steel Pipes For Machine and Structural PurposesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3473 Carbon Steel Tubes Cylinder BarrelsДокумент9 страницGlobal Marketing For Tube & Pipe: JIS G3473 Carbon Steel Tubes Cylinder BarrelsGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: Jis C8380 Plastic Coated Steel Pipes For Cable WaysДокумент9 страницGlobal Marketing For Tube & Pipe: Jis C8380 Plastic Coated Steel Pipes For Cable WaysGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3465 Seamless Steel Tubes For DrillingДокумент5 страницGlobal Marketing For Tube & Pipe: JIS G3465 Seamless Steel Tubes For DrillingGerardo Emmanuel Romana BrianoОценок пока нет
- JIS G3474 High Tensile Strength Steel Tubes For Tower Structural PurposesДокумент8 страницJIS G3474 High Tensile Strength Steel Tubes For Tower Structural PurposesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3469 Polyethylene Coated Steel PipesДокумент11 страницGlobal Marketing For Tube & Pipe: JIS G3469 Polyethylene Coated Steel PipesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesДокумент19 страницGlobal Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3460 Steel Pipes For Low Temperature ServiceДокумент12 страницGlobal Marketing For Tube & Pipe: JIS G3460 Steel Pipes For Low Temperature ServiceGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3464 Steel Heat Exchanger Tubes For Low Temperature ServiceДокумент14 страницGlobal Marketing For Tube & Pipe: JIS G3464 Steel Heat Exchanger Tubes For Low Temperature ServiceGerardo Emmanuel Romana BrianoОценок пока нет
- Global Marketing For Tube & Pipe: JIS G3467 Steel Tubes For Fired HeaterДокумент19 страницGlobal Marketing For Tube & Pipe: JIS G3467 Steel Tubes For Fired HeaterGerardo Emmanuel Romana BrianoОценок пока нет
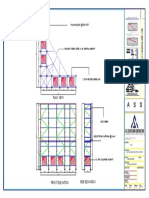
- 1-L Shaped LED SCAFFOLD - Copy-ModelДокумент1 страница1-L Shaped LED SCAFFOLD - Copy-ModelAbdul HameedОценок пока нет
- San Luis Reservoir State Recreaion Area Campground MapДокумент2 страницыSan Luis Reservoir State Recreaion Area Campground MapCalifornia State ParksОценок пока нет
- Abb CaixasДокумент5 страницAbb CaixasRodrigo GonçalvesОценок пока нет
- Tedfg DsssДокумент61 страницаTedfg DsssHari PrasadОценок пока нет
- Air BarrierДокумент12 страницAir Barrierthinker_Оценок пока нет
- Oracle HackingДокумент2 страницыOracle HackingadiОценок пока нет
- Basic Commands For Powershell: Configuring Windows PowerShell and Working With Basic CommandsДокумент14 страницBasic Commands For Powershell: Configuring Windows PowerShell and Working With Basic CommandsDr. Hitesh Mohapatra100% (2)
- COnreteДокумент25 страницCOnretehbОценок пока нет
- ff200 PDFДокумент36 страницff200 PDFIordan Dan FfnОценок пока нет
- Principles of LED - The Mesopic Vision - John Rooymans, CroДокумент35 страницPrinciples of LED - The Mesopic Vision - John Rooymans, Cromark78goОценок пока нет
- Fibeair® Ip-10G and Ip-10E: 7.2 Release NotesДокумент55 страницFibeair® Ip-10G and Ip-10E: 7.2 Release NotesKarla VertiОценок пока нет
- Prepare Materials and Tools Used For ConfigurationДокумент2 страницыPrepare Materials and Tools Used For ConfigurationDave Joseph A. CabilanganОценок пока нет
- EC6504-Microprocessor and Microcontroller 2013 RegulationДокумент8 страницEC6504-Microprocessor and Microcontroller 2013 RegulationpavithrenОценок пока нет
- Construction of Precast Prestressed Folded Plate Structures in HondurasДокумент16 страницConstruction of Precast Prestressed Folded Plate Structures in Hondurasmanojkumar.boddupallyОценок пока нет
- FCL FCL FCL FCL: Model 78 - CortinaДокумент1 страницаFCL FCL FCL FCL: Model 78 - CortinaJeremiahLimОценок пока нет
- Business Continuity For EBS Using Oracle 11g Physical Standby DB (Oracle E-Business Suite Technology)Документ7 страницBusiness Continuity For EBS Using Oracle 11g Physical Standby DB (Oracle E-Business Suite Technology)marwan.saad8461Оценок пока нет
- Negative Skin Friction in Piles and Design DecisionsДокумент10 страницNegative Skin Friction in Piles and Design DecisionsZaher J. YazejiОценок пока нет
- EgyptДокумент101 страницаEgyptJhez de la PeñaОценок пока нет
- Cognitive RadioДокумент33 страницыCognitive RadioJanardhan Reddy TОценок пока нет
- Intro To EC2 PDFДокумент8 страницIntro To EC2 PDFSamulus Q100% (1)
- Property Printable Listing-20171110Документ18 страницProperty Printable Listing-20171110chek86351Оценок пока нет
- Approach To Actionable Business ArchitectureДокумент24 страницыApproach To Actionable Business ArchitectureDave Sen100% (3)
- DS1847 Dual Temperature-Controlled NV Variable Resistor I2C PDFДокумент17 страницDS1847 Dual Temperature-Controlled NV Variable Resistor I2C PDFJuan Gil RocaОценок пока нет
- 901 2Документ5 страниц901 2Tuấn ViệtОценок пока нет
- Top Section@B: Filipinas Asia Shutter Door CorpДокумент1 страницаTop Section@B: Filipinas Asia Shutter Door CorpRodel Dela Cruz Natividad Jr.Оценок пока нет
- Gombrich - EstiloДокумент6 страницGombrich - EstiloRoxana CortésОценок пока нет
- Permalife Louver VentsДокумент6 страницPermalife Louver VentsarchitecturalelementОценок пока нет
- Introduction To Pier Vittorio Aureli - Toward The ArchipelagoДокумент11 страницIntroduction To Pier Vittorio Aureli - Toward The ArchipelagoStephen Klimek100% (2)
- JahangirДокумент4 страницыJahangirHimtet HuangzОценок пока нет
- RINA Membership Application Form - Fellow and MemberДокумент4 страницыRINA Membership Application Form - Fellow and Memberpathan231Оценок пока нет