Вам также может понравиться
- Does Remote Working Boost Job PerformanceДокумент1 страницаDoes Remote Working Boost Job PerformanceEjaz AlamОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Top Answers To Tableau Interview QuestionsДокумент10 страницTop Answers To Tableau Interview QuestionsEjaz AlamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Docker Swarm vs. Mesos vs. KubernetesДокумент1 страницаDocker Swarm vs. Mesos vs. KubernetesEjaz AlamОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- PROCESS Gas Tungsten Arc Welding (GTAW)Документ2 страницыPROCESS Gas Tungsten Arc Welding (GTAW)Ejaz AlamОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Top Answers To Sqoop Interview QuestionsДокумент4 страницыTop Answers To Sqoop Interview QuestionsEjaz AlamОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Top Answers To Spark Interview QuestionsДокумент4 страницыTop Answers To Spark Interview QuestionsEjaz AlamОценок пока нет
- Top Answers To Splunk Interview QuestionsДокумент6 страницTop Answers To Splunk Interview QuestionsEjaz Alam100% (2)
- Top Answers To Kafka Interview QuestionsДокумент3 страницыTop Answers To Kafka Interview QuestionsEjaz AlamОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Top Answers To Map Reduce Interview QuestionsДокумент6 страницTop Answers To Map Reduce Interview QuestionsEjaz AlamОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Business Analyst Interview QuestionsДокумент5 страницBusiness Analyst Interview QuestionsEjaz Alam100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Design properties of HEA profiles for S235 steel class (γ = 1.00, units = mm)Документ18 страницDesign properties of HEA profiles for S235 steel class (γ = 1.00, units = mm)scarto08Оценок пока нет
- Modul Perefect Score Matematik Tambahan Melaka 2014Документ65 страницModul Perefect Score Matematik Tambahan Melaka 2014Muhammad Hazwan RahmanОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Timeline History of ScienceДокумент6 страницTimeline History of ScienceMatara Ligaya GarciaОценок пока нет
- Wetscrubber VenturiДокумент10 страницWetscrubber Venturiakifah100% (1)
- Combustion Process SimulationДокумент6 страницCombustion Process SimulationKingsley Etornam AnkuОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Colour Vastu ShastraДокумент50 страницColour Vastu Shastracontrol_ganesh100% (8)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- PVElite ManualДокумент691 страницаPVElite Manuals.mladin75% (4)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- CEV654-Lecture 5c Hazard Analyis HAZOPДокумент28 страницCEV654-Lecture 5c Hazard Analyis HAZOPSolehah OmarОценок пока нет
- 3850 Certificate in Mathematics - Sample Paper Stage 3: Candidate Name (First, Middle, Last)Документ20 страниц3850 Certificate in Mathematics - Sample Paper Stage 3: Candidate Name (First, Middle, Last)shan100% (1)
- Resume 10-16-2017Документ2 страницыResume 10-16-2017api-336793554Оценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- 13 TE - ETC - 2015-Final-29.4.15Документ27 страниц13 TE - ETC - 2015-Final-29.4.15raoli411Оценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Stats C PDFДокумент5 страницStats C PDFMaria SimõesОценок пока нет
- Quantum ManifestoДокумент19 страницQuantum ManifestoErnesto Del Valle GarciaОценок пока нет
- White Paper On The CheyTac M200 SystemДокумент20 страницWhite Paper On The CheyTac M200 Systemopksrj100% (1)
- Light PD1Документ4 страницыLight PD1Lily Suhany MahmoodОценок пока нет
- SF - An Excellent Insulating and Quenching Gas: Substantial Properties at A GlanceДокумент16 страницSF - An Excellent Insulating and Quenching Gas: Substantial Properties at A GlancedennyyusufОценок пока нет
- Partial FractionДокумент8 страницPartial FractionKilon88100% (1)
- G.O For PHMED Interstate Transfers PDFДокумент10 страницG.O For PHMED Interstate Transfers PDFEE PH KHAMMAMОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
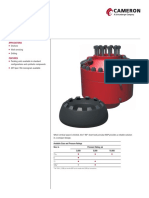
- Short-Body Annular BOP: ApplicationsДокумент2 страницыShort-Body Annular BOP: ApplicationsMEHDIОценок пока нет
- FluxoslidesДокумент4 страницыFluxoslidesRAVI KIRAN CHALLAGUNDLAОценок пока нет
- Lessons For The Young Economist Robert P MurphyДокумент422 страницыLessons For The Young Economist Robert P Murphysleepyninjitsu100% (1)
- Steel Design Calculation For Bridge False WorksДокумент10 страницSteel Design Calculation For Bridge False Worksnelvar2005Оценок пока нет
- Tutorial 1 - Getting Started On EnergyPlus - 20120618 - 0Документ28 страницTutorial 1 - Getting Started On EnergyPlus - 20120618 - 0PaulaErikaMAОценок пока нет
- Markovich 1 PridepaperfinalДокумент15 страницMarkovich 1 Pridepaperfinalapi-296918879Оценок пока нет
- Fracture MechanicsДокумент11 страницFracture MechanicsDEEPAKОценок пока нет
- Experimental Investigation of Load Deflection Characteristics of Beam With Various End Conditions of Different MaterialsДокумент5 страницExperimental Investigation of Load Deflection Characteristics of Beam With Various End Conditions of Different MaterialsInternational Journal of Innovative Science and Research Technology100% (2)
- MiniPUR Melter SystemДокумент2 страницыMiniPUR Melter SystemNordson Adhesive Dispensing SystemsОценок пока нет
- Screw Thread MeasurementДокумент55 страницScrew Thread MeasurementMadhuОценок пока нет
- Pressure Vessel, Asme CodeДокумент10 страницPressure Vessel, Asme Codeabhi_mohit2005100% (1)
- International Journal of Pressure Vessels and Piping: H.R. Vanaei, A. Eslami, A. EgbewandeДокумент12 страницInternational Journal of Pressure Vessels and Piping: H.R. Vanaei, A. Eslami, A. EgbewandeCarlos MartinsОценок пока нет