Вам также может понравиться
- Confección de tapas para encuadernación industrial. ARGC0110От EverandConfección de tapas para encuadernación industrial. ARGC0110Оценок пока нет
- Caso PlasticoДокумент49 страницCaso PlasticoAlejandraNitaichandОценок пока нет
- Como Elaborar Una Bolsa de PlasticoДокумент6 страницComo Elaborar Una Bolsa de PlasticoErick Sayd ContrerasОценок пока нет
- Procesos Con ResinasДокумент3 страницыProcesos Con ResinasooooooooooooooollaaaОценок пока нет
- El Proceso de Extrusión Del PlásticoДокумент17 страницEl Proceso de Extrusión Del Plásticozers ramirezОценок пока нет
- Proceso de Elaboracion de Bolsas de PlasticoДокумент25 страницProceso de Elaboracion de Bolsas de PlasticoLuis Antonio100% (1)
- Proceso de Fabricación de Fundas PlásticasДокумент7 страницProceso de Fabricación de Fundas PlásticasManuela ChalasОценок пока нет
- Practica Extrusión Soplo BotellaДокумент23 страницыPractica Extrusión Soplo BotellaEduardo CortesОценок пока нет
- Caracterizacion Del Proceso Del MangoДокумент38 страницCaracterizacion Del Proceso Del MangoJean Viaña de MaresОценок пока нет
- Procesos de Manifactura de Manguera Con Plastico RecicladoДокумент7 страницProcesos de Manifactura de Manguera Con Plastico RecicladoOscar Ivan AyalaОценок пока нет
- Extrusion y Soplado de PolimerosДокумент7 страницExtrusion y Soplado de PolimerosJhonatan MontalvoОценок пока нет
- Proceso de Manufactura Del PlasticoДокумент10 страницProceso de Manufactura Del PlasticoDiego Andres Escobar CruzОценок пока нет
- Tipos de MoldeoДокумент17 страницTipos de MoldeoSaulo Garcia CasillasОценок пока нет
- Metodo Por SopladoДокумент5 страницMetodo Por SopladoDanny Xavier SaltoОценок пока нет
- Moldeo - de - Plásticos - Presentación - Examen - Arenas - Luz - PM-104Документ15 страницMoldeo - de - Plásticos - Presentación - Examen - Arenas - Luz - PM-104Luz Misaki AyuzawaОценок пока нет
- Moldeado Por Transferencia y Por Vacío - 2.0Документ27 страницMoldeado Por Transferencia y Por Vacío - 2.0Jesus Albino Amastal PérezОценок пока нет
- La Industria de Manufactura de Madera TerciadaДокумент4 страницыLa Industria de Manufactura de Madera TerciadaMat Enrique100% (1)
- Informe WencoДокумент3 страницыInforme WencopabloОценок пока нет
- Trabajo Colaborativo - Grupo - 27Документ9 страницTrabajo Colaborativo - Grupo - 27ANGIEОценок пока нет
- Tecnología de Los PlásticosДокумент16 страницTecnología de Los PlásticosdanielfunesperezОценок пока нет
- Sonoco ProcesosДокумент10 страницSonoco Procesoscucho31Оценок пока нет
- CalandradoДокумент10 страницCalandradoKaty EstradaОценок пока нет
- .Extrusion 2Документ37 страниц.Extrusion 2Jose Sergio Coleman DomingoОценок пока нет
- PolimerosДокумент56 страницPolimerosCristian Stiven Jimenez RativaОценок пока нет
- Taller 3-Procesos de ManufacturaДокумент4 страницыTaller 3-Procesos de ManufacturaMaria Jose ÁngelОценок пока нет
- SopladoДокумент4 страницыSopladoRenzo Romani QuispeОценок пока нет
- Trabajo de Calandrado HERVISДокумент15 страницTrabajo de Calandrado HERVISNelson MárquezОценок пока нет
- Trabajo Final BI-TAM-PLASTДокумент4 страницыTrabajo Final BI-TAM-PLASTDespertar HolísticoОценок пока нет
- Cartilla (Proceso de Formado) - Juan AgudeloДокумент18 страницCartilla (Proceso de Formado) - Juan AgudeloJuan AgudeloОценок пока нет
- Tecnologia de PlasticosДокумент47 страницTecnologia de PlasticosijromerОценок пока нет
- Industria de Manofactura de Madera TerciadaДокумент51 страницаIndustria de Manofactura de Madera TerciadaDavid AguileraОценок пока нет
- Trabajo de Consulta Procesos Industriales (Inyeccion Soplado)Документ19 страницTrabajo de Consulta Procesos Industriales (Inyeccion Soplado)Maria Claudia Avendaño IllidgeОценок пока нет
- Grupo2 Molde SopladoДокумент14 страницGrupo2 Molde Sopladomiguel jaramilloОценок пока нет
- Máquina de InyecciónДокумент9 страницMáquina de InyecciónAbraham Ramirez100% (1)
- Proceso de Formado (Juan Agudelo)Документ13 страницProceso de Formado (Juan Agudelo)Juan AgudeloОценок пока нет
- Polímeros: Termofijos y TermoplasticosДокумент3 страницыPolímeros: Termofijos y TermoplasticosCuuyyuu'maan Aguilera100% (1)
- Proceso de Fabricación Del Cartón CorrugadoДокумент7 страницProceso de Fabricación Del Cartón CorrugadoJoseGadeaCabrera100% (1)
- Exposicion ProcesosДокумент6 страницExposicion ProcesosShirley Bautista DiazОценок пока нет
- Inyeccion de Plasticos PDFДокумент8 страницInyeccion de Plasticos PDFJose Alberto Barrios MéndezОценок пока нет
- Examen TeoricoДокумент8 страницExamen TeoricoMarco Martinez SantiagoОценок пока нет
- Practica 1 BolsaДокумент21 страницаPractica 1 BolsaJesus Alfredo Soria SanchezОценок пока нет
- Procesos de Compresión y Extrusion TrabajoДокумент12 страницProcesos de Compresión y Extrusion TrabajoAli DorantesОценок пока нет
- Flexografía BásicaДокумент29 страницFlexografía BásicaJordi Boluda Valls100% (20)
- Cómo Se Hace Una Bolsa de PlásticoДокумент10 страницCómo Se Hace Una Bolsa de PlásticoHomero Sala CarrilloОценок пока нет
- Guia de Ejercicios Dop Dap DRДокумент11 страницGuia de Ejercicios Dop Dap DRJuan Luis Ranilla FloresОценок пока нет
- Manual para Inyectoras de PlasticoДокумент6 страницManual para Inyectoras de PlasticoMiguel Morales75% (8)
- Flujo Del Proceso Productivo y Escalas de ProducciónДокумент11 страницFlujo Del Proceso Productivo y Escalas de ProducciónNelsy MarinОценок пока нет
- Laboratorio n2Документ17 страницLaboratorio n2Mari DaryОценок пока нет
- Examen AdministraciónДокумент11 страницExamen AdministraciónEduardo JDОценок пока нет
- ExtrusionДокумент17 страницExtrusionCintia SarrОценок пока нет
- Proceso de Produccion Bolsas PlasticasДокумент7 страницProceso de Produccion Bolsas Plasticasandyzua100% (1)
- Practica 1 CalandreoДокумент5 страницPractica 1 CalandreoricardoОценок пока нет
- Tema 11 - Moldeo Por InyecciónДокумент66 страницTema 11 - Moldeo Por InyecciónLuis MedinaОценок пока нет
- Saber HacerДокумент13 страницSaber Hacerrobertoortegaloera060Оценок пока нет
- 5.3 Polimeros y Materiales CompuestosДокумент7 страниц5.3 Polimeros y Materiales CompuestosRIGOBERTO MARIN OVIEDOОценок пока нет
- Proceso de SopladoДокумент7 страницProceso de SopladoJesusMercadoVidalОценок пока нет
- Leccion11 Moldeo Por InyeccionДокумент66 страницLeccion11 Moldeo Por InyeccionPam MuñizОценок пока нет
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209От EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Оценок пока нет
- Arme y Desarme de Un Motor ElectricoДокумент6 страницArme y Desarme de Un Motor ElectricosemagorОценок пока нет
- Introducción Al Control Numérico ComputarizadoДокумент22 страницыIntroducción Al Control Numérico ComputarizadoJohan Emmanuel Rogel BanderasОценок пока нет
- Base de Jabón TransparenteДокумент7 страницBase de Jabón TransparenteJoanna Pérez de Merino100% (4)
- Solucion Numerica de Ecuaciones No LinealesДокумент30 страницSolucion Numerica de Ecuaciones No LinealesSergio MamaniОценок пока нет
- Cuestionario OndasДокумент5 страницCuestionario OndasMontserrat GonzalezОценок пока нет
- Pauta de Evaluaciòn Imural 5ºДокумент2 страницыPauta de Evaluaciòn Imural 5ºMaría Inés Morales BurgosОценок пока нет
- Diapositivas de AlgebraДокумент34 страницыDiapositivas de AlgebraRaul B. ReyesОценок пока нет
- Agenda Servicio PublicoДокумент1 страницаAgenda Servicio PublicoToluca La Bella Cd.Оценок пока нет
- Caso Chad's v2Документ8 страницCaso Chad's v2Jhefferson LopezОценок пока нет
- Alcohol Gel Con Dispensador Safepro 200mlДокумент1 страницаAlcohol Gel Con Dispensador Safepro 200mlJesus Barrios CaceresОценок пока нет
- Plan Operativo Anual de La Institucion EducativaДокумент2 страницыPlan Operativo Anual de La Institucion EducativaHernan SoriaОценок пока нет
- Paso Fino ColombianoДокумент7 страницPaso Fino Colombianojesus castañedaОценок пока нет
- Manual Construccion de Un Control Del Nivel de Agua Utilizando Sensor Ultrasonido y El Pic 16f877Документ5 страницManual Construccion de Un Control Del Nivel de Agua Utilizando Sensor Ultrasonido y El Pic 16f877Koky HS100% (1)
- 7 2 Teoria ColasДокумент30 страниц7 2 Teoria ColasRigobertoAlexandValladaresОценок пока нет
- Reporte Fluidos de PerforaciónДокумент38 страницReporte Fluidos de PerforaciónKabir PachecoОценок пока нет
- Calendario Ambiental 2021Документ4 страницыCalendario Ambiental 2021Larry Oruro GonzalesОценок пока нет
- Plan de Estudio y Capacitación Oracle Service Bus 12cДокумент5 страницPlan de Estudio y Capacitación Oracle Service Bus 12cAgustin MiquelОценок пока нет
- Caso ClínicoДокумент21 страницаCaso ClínicoPedro Armando López BarreraОценок пока нет
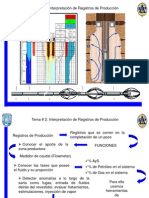
- Interpretación de Registros de ProducciónДокумент173 страницыInterpretación de Registros de ProducciónEmerson Ipiales Gudiño100% (2)
- Plan Tactico para FormularДокумент12 страницPlan Tactico para FormularANA COLINAОценок пока нет
- Pregunta Dinamizadora PDFДокумент4 страницыPregunta Dinamizadora PDFleimer salcedoОценок пока нет
- Imforme CalicataДокумент10 страницImforme Calicatarussel calderon chochocaОценок пока нет
- Eco CanvasДокумент2 страницыEco CanvasAlonso CatterОценок пока нет
- Conta-Cuad. y Material-Mod.1-Sub-1Документ45 страницConta-Cuad. y Material-Mod.1-Sub-1López Medina Francisco DanielОценок пока нет
- Diapositivas Dengue, Zika y ChikungunyaДокумент33 страницыDiapositivas Dengue, Zika y ChikungunyaJennifferValera0% (1)
- Cuadro ProducciónДокумент1 страницаCuadro ProducciónKaty1986 PérezОценок пока нет
- Materiales para Redes AereasДокумент16 страницMateriales para Redes Aereaspablo tenecotaОценок пока нет
- Guía de Aprendizaje DISEÑO DE PRODUCTOДокумент7 страницGuía de Aprendizaje DISEÑO DE PRODUCTOOmaira Liliana TipasОценок пока нет
- Derechos RealesДокумент3 страницыDerechos RealesJUAN CARLOS KRISHNA JUNCHAYA HUAMANОценок пока нет
- Conferencia AndresДокумент33 страницыConferencia AndresJhosser Javier Escalante HernándezОценок пока нет