Вам также может понравиться
- STS EDAC WELD REPAIR PROCEDUREДокумент51 страницаSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriОценок пока нет
- Spherical TankДокумент30 страницSpherical TankNuzuliana EnuzОценок пока нет
- Jacking Procedurefor Construction of Tanks OLDДокумент10 страницJacking Procedurefor Construction of Tanks OLDVikram RangasamyОценок пока нет
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTДокумент5 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariОценок пока нет
- Approved Weld Procedure SpecificationsДокумент38 страницApproved Weld Procedure SpecificationsJohan0001Оценок пока нет
- CSWIP - WIS5-90516b PART 1Документ24 страницыCSWIP - WIS5-90516b PART 1Ehsan KhanОценок пока нет
- Hydrotest and Pigging Procedure CNGДокумент8 страницHydrotest and Pigging Procedure CNGAlokОценок пока нет
- Shop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsДокумент4 страницыShop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsdurraaiОценок пока нет
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Документ14 страницAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonОценок пока нет
- Fitup (2019!06!01) Report-91 OfficialДокумент2 страницыFitup (2019!06!01) Report-91 OfficialCarlosОценок пока нет
- 0610.1 - Shell and Tube Heat ExchangersДокумент30 страниц0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003Оценок пока нет
- Larsen & Toubro Limited MSQ (Epcc 1) Up GradationДокумент9 страницLarsen & Toubro Limited MSQ (Epcc 1) Up GradationSaut Maruli Tua SamosirОценок пока нет
- Pressure Vessel Hydrotest Procedure - Google SearchДокумент3 страницыPressure Vessel Hydrotest Procedure - Google SearchAsad KhanОценок пока нет
- Technical Manual - 2000 USG Horizontal Lined Acid TankДокумент20 страницTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyОценок пока нет
- Top 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersДокумент3 страницыTop 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersJlkKumarОценок пока нет
- Hydrotest Check List PDFДокумент1 страницаHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- OCS Engineering & Construction Visual Inspection ReportДокумент1 страницаOCS Engineering & Construction Visual Inspection ReportvinothОценок пока нет
- CV - Fabio Madeira en - 082018Документ3 страницыCV - Fabio Madeira en - 082018inspetorfabiomadeiraОценок пока нет
- Yanbu Ii Power & Water Project: Method Statement For U/G Lamination Repair ProcedureДокумент2 страницыYanbu Ii Power & Water Project: Method Statement For U/G Lamination Repair Proceduresethu1091Оценок пока нет
- N0200003 - NEW-F201-0 - Inspection & Test PlanДокумент3 страницыN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliОценок пока нет
- ITP Heat ExchangerДокумент1 страницаITP Heat Exchangersarmad009Оценок пока нет
- Working ITPДокумент4 страницыWorking ITPStephen BoodooОценок пока нет
- SOW Fabrikasi C-335-01 - 19.116.1Документ1 страницаSOW Fabrikasi C-335-01 - 19.116.1AlfanОценок пока нет
- Steel Pipe Welding Inspection Method StatementДокумент1 страницаSteel Pipe Welding Inspection Method StatementAhmed SherifОценок пока нет
- 3 Steel Structure Installation CLДокумент2 страницы3 Steel Structure Installation CLwhah11Оценок пока нет
- WP 11 Corrosion Protection Tape Coating123Документ3 страницыWP 11 Corrosion Protection Tape Coating123KarthikОценок пока нет
- F-CD-19 Pipe and Weld Book 26-Abr-19Документ84 страницыF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosОценок пока нет
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDДокумент8 страницMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiОценок пока нет
- Advantages of Heavy-Duty MAG WeldingДокумент9 страницAdvantages of Heavy-Duty MAG WeldingNaksalitОценок пока нет
- KOC-CGCC-BRANTON-GC15 Test Package DocumentsДокумент13 страницKOC-CGCC-BRANTON-GC15 Test Package DocumentsVISHNUPRASAD ARAKKAL MOHANDASОценок пока нет
- Site Inspection Test PlanДокумент24 страницыSite Inspection Test Planprabu palaniswamyОценок пока нет
- Repair and Modification ITPДокумент8 страницRepair and Modification ITPShewale PravinОценок пока нет
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFДокумент7 страниц003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanОценок пока нет
- 000 A Ee 0230028 513 R0Документ13 страниц000 A Ee 0230028 513 R0onur gunesОценок пока нет
- Attach-3 ITP For Process PipingДокумент11 страницAttach-3 ITP For Process PipingSukalyan BasuОценок пока нет
- HDPE Butt Fusion Weld Inspection and Imaging PDFДокумент19 страницHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdОценок пока нет
- Materials System SpecificationДокумент15 страницMaterials System SpecificationAwais CheemaОценок пока нет
- Test Package - NEWДокумент14 страницTest Package - NEWDilshad AhemadОценок пока нет
- Inspection and Test Plan ReviewДокумент7 страницInspection and Test Plan Reviewel_sharkawy2011Оценок пока нет
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeДокумент4 страницыCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55Оценок пока нет
- Approved ITP 06012023 For WT6Документ1 страницаApproved ITP 06012023 For WT6mohamed irsath100% (1)
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsДокумент4 страницыWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanОценок пока нет
- Welding Quality Control and Inspection FormДокумент1 страницаWelding Quality Control and Inspection FormSamer BayatiОценок пока нет
- Nde Map & Nde Procedure (Sudah Di Revisi)Документ4 страницыNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangОценок пока нет
- Kantas International Nigeria Limited: Generic Hydrotesting ProcedureДокумент7 страницKantas International Nigeria Limited: Generic Hydrotesting ProcedureGbenga MoboladeОценок пока нет
- Weld ShrinkageДокумент16 страницWeld ShrinkageWeff JingОценок пока нет
- WPS Sa 517Документ2 страницыWPS Sa 517DHANANNJAI SINGH -Оценок пока нет
- Pipeline Punch ListДокумент2 страницыPipeline Punch ListTanver AliОценок пока нет
- Cold Tap Coating Report 2Документ1 страницаCold Tap Coating Report 2Jamal BakhtОценок пока нет
- Gas Pipeline and Gas Metering and Regulating Station ProjectДокумент18 страницGas Pipeline and Gas Metering and Regulating Station ProjectAnonymous 7vljJzH100% (1)
- QMP-MOA-013 (Rev.1) Preparation of Method Statements (CSC)Документ10 страницQMP-MOA-013 (Rev.1) Preparation of Method Statements (CSC)Vasilica BarbarasaОценок пока нет
- Asme Sec 9 - AДокумент144 страницыAsme Sec 9 - Aروشان فاطمة روشانОценок пока нет
- Offshore Pipeline Sparing PhilosophyДокумент4 страницыOffshore Pipeline Sparing Philosophysurfin_bumpkinОценок пока нет
- AME 60646 Failure of Materials Fall 2012Документ1 страницаAME 60646 Failure of Materials Fall 2012thienmakbОценок пока нет
- Welding Procedure Specification (WPS) FormДокумент2 страницыWelding Procedure Specification (WPS) FormEarl Harbert0% (1)
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Документ5 страницA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableОценок пока нет
- 1.welding Repair ProcdureДокумент7 страниц1.welding Repair Procduresethu1091Оценок пока нет
- Repair and Buttering ProcedureДокумент14 страницRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- General Repair ProcedureДокумент3 страницыGeneral Repair ProcedurevenkateshОценок пока нет
- Inspection Test Plan: Piping (Carbon Steel)Документ3 страницыInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriОценок пока нет
- Piping Replacement Carbon Steel InspectionДокумент3 страницыPiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriОценок пока нет
- Inspection Test Plan: Grinding, Build Up & ResurfaceДокумент3 страницыInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriОценок пока нет
- STS QAC SOP 007 Repair Procedure For Carbon SteelДокумент6 страницSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriОценок пока нет
- STS QAC SOP 015 PSV ServicingДокумент11 страницSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS QAC SOP 016 Spring Hanger InspectionДокумент6 страницSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriОценок пока нет
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalДокумент1 страницаInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS Qac Sop 014 Burner MaintenanceДокумент9 страницSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriОценок пока нет
- HYDROSTATIC TEST PROCEDUREДокумент11 страницHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriОценок пока нет
- Tube Plugging and Seal Welding ProcedureДокумент7 страницTube Plugging and Seal Welding Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 006 Repair Procedure For Stainless SteelДокумент5 страницSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 003 Hydrotest ProcedureДокумент8 страницSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 005 Joint Integrity ProcedureДокумент32 страницыSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriОценок пока нет
- STS Qac Sop 013 Insulation ProcedureДокумент9 страницSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 001 CR RV Handling ProcedureДокумент3 страницыSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriОценок пока нет
- STS Qac Sop 004 Inspection Test Plan ProcedureДокумент9 страницSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriОценок пока нет
- HYDROSTATIC TEST PROCEDUREДокумент11 страницHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 001 CR RV Handling ProcedureДокумент3 страницыSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriОценок пока нет
- Tube Plugging and Seal Welding ProcedureДокумент7 страницTube Plugging and Seal Welding Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureДокумент6 страницSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriОценок пока нет
- 7-Material Handling and Storage - WC007Документ7 страниц7-Material Handling and Storage - WC007mohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 005 Joint Integrity ProcedureДокумент32 страницыSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 007 Repair Procedure For Carbon SteelДокумент6 страницSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureДокумент4 страницыSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS QAC SOP 006 Repair Procedure For Stainless SteelДокумент5 страницSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 003 Hydrotest ProcedureДокумент8 страницSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriОценок пока нет
- Visual Report (Test Ta2014) - 001-132Документ211 страницVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriОценок пока нет
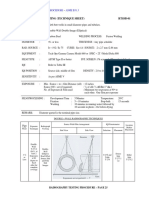
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Документ9 страницATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriОценок пока нет
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureДокумент4 страницыSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 004 Inspection Test Plan ProcedureДокумент9 страницSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriОценок пока нет
- Effect of Water Chemistry On Deposition Rate of Iron Corrosion Products in Boiler TubesДокумент6 страницEffect of Water Chemistry On Deposition Rate of Iron Corrosion Products in Boiler TubesArunkumar ChandaranОценок пока нет
- MMUP EXAM JMQДокумент3 страницыMMUP EXAM JMQmaninambiramОценок пока нет
- Ocr 33983 PP 09 Jan L Gce 2815 01Документ12 страницOcr 33983 PP 09 Jan L Gce 2815 01Philip_830Оценок пока нет
- Production of Sulfure-FreeДокумент90 страницProduction of Sulfure-Freeزهراء عادل عبد الزهرة إسماعيلОценок пока нет
- Experiment No. 6: Determination of The Solubility Product Constant of Calcium HydroxideДокумент2 страницыExperiment No. 6: Determination of The Solubility Product Constant of Calcium HydroxideAliaArellano100% (1)
- Enclosure Mansonry Wall Systems WorldwideДокумент229 страницEnclosure Mansonry Wall Systems Worldwidexxxxx8086Оценок пока нет
- A. Geology II Slide NotesДокумент28 страницA. Geology II Slide Notesachieng.omondi2Оценок пока нет
- Pole Foundation Design WPДокумент2 страницыPole Foundation Design WPManthan RadadiaОценок пока нет
- SCOPEДокумент5 страницSCOPEMel FОценок пока нет
- B645 20547 PDFДокумент6 страницB645 20547 PDFunknown1711Оценок пока нет
- ECE OLED TechnologyДокумент22 страницыECE OLED TechnologyRavvy ChhimpaОценок пока нет
- Phd. ProposalДокумент2 страницыPhd. ProposalDr-naser MahmoudОценок пока нет
- Basonetic 5030 MRF - Clutch PDFДокумент4 страницыBasonetic 5030 MRF - Clutch PDFsamsonit1Оценок пока нет
- Hauzhin Samiei Activity 4Документ3 страницыHauzhin Samiei Activity 4hauzhiinОценок пока нет
- Waste Segregation & Disposal Management ProgramДокумент17 страницWaste Segregation & Disposal Management ProgramHecate TNОценок пока нет
- Commitment To Sustainability: Parson Adhesives' Environmental ResponsibilityДокумент1 страницаCommitment To Sustainability: Parson Adhesives' Environmental ResponsibilityParson AdhesivesОценок пока нет
- The Chemistry Name GameДокумент18 страницThe Chemistry Name GameBrandon Baxter100% (1)
- Cement Technology: ReclaimerДокумент17 страницCement Technology: ReclaimerYana Damayanti100% (1)
- Contamination and Contamination ControlДокумент29 страницContamination and Contamination ControlRyan 1112Оценок пока нет
- Lab Report Expt 2Документ4 страницыLab Report Expt 2Eyvette GoОценок пока нет
- p2 Energy Transfer by Heating Mark SchemeДокумент15 страницp2 Energy Transfer by Heating Mark SchemeKimberly OburuОценок пока нет
- CHEE2940 Mid-Semester Quiz 2012 - SolutionsДокумент10 страницCHEE2940 Mid-Semester Quiz 2012 - Solutionspetecooper7159Оценок пока нет
- Horiba - XGT 9000 IIДокумент1 страницаHoriba - XGT 9000 IIAmanah WatiiОценок пока нет
- The complete rock cycle process and formation of the three main rock typesДокумент21 страницаThe complete rock cycle process and formation of the three main rock typesshanesha blackhoodОценок пока нет
- Project On Soil TestingДокумент33 страницыProject On Soil TestingVinayPawar67% (3)
- K DMAC Technology Structural AnalysisДокумент2 страницыK DMAC Technology Structural AnalysisSalvatore ShwОценок пока нет
- Abitha EldhoseДокумент18 страницAbitha EldhoseJeevan p bijuОценок пока нет
- Electrolles CopperДокумент41 страницаElectrolles CopperWilson MuraroОценок пока нет
- DME ProcessДокумент5 страницDME ProcessAndres FragosoОценок пока нет
- Blast Resistant BuildingДокумент35 страницBlast Resistant Buildinggaurav jagtapОценок пока нет