Вам также может понравиться
- Methodology For Jemkon DensificationДокумент3 страницыMethodology For Jemkon DensificationMohzin KmОценок пока нет
- Production of Concrete Roofing Tiles Using Rice Husk Ash (Rha) in Partial Replacement of CementДокумент8 страницProduction of Concrete Roofing Tiles Using Rice Husk Ash (Rha) in Partial Replacement of CementTIZA MICHAEL B.Engr., BBS, MBA, Aff. M. ASCE, ASS.M. UACSE, M. IAENG. M.ITE.Оценок пока нет
- TilesДокумент20 страницTilespriyaОценок пока нет
- TerrazzoДокумент7 страницTerrazzojack.simpson.changОценок пока нет
- Concrete Roof Tile ManualДокумент130 страницConcrete Roof Tile ManualFrancois-100% (1)
- Quality Control of Concrete - 2Документ55 страницQuality Control of Concrete - 2SureshKumarОценок пока нет
- Cicobond EPДокумент2 страницыCicobond EPmud44450% (2)
- Integral Colour ConcreteДокумент1 страницаIntegral Colour ConcretektbaluОценок пока нет
- Method Statement: Soil Replacement Under FoundationsДокумент1 страницаMethod Statement: Soil Replacement Under FoundationsMohamed SalahОценок пока нет
- Thyssenkrupp Industries India: Polysius Cement DivisionДокумент23 страницыThyssenkrupp Industries India: Polysius Cement DivisionunimarinesОценок пока нет
- Vinyl and Polished Concrete ComparisonДокумент3 страницыVinyl and Polished Concrete ComparisonBilly Twaine FuerteОценок пока нет
- Company Profile PDFДокумент14 страницCompany Profile PDFసాయి కశ్యప్Оценок пока нет
- Manufacturing of Cements (Module 5)Документ20 страницManufacturing of Cements (Module 5)Gold BlandoОценок пока нет
- Chapter 5 Final A5 EditДокумент8 страницChapter 5 Final A5 EditkINGОценок пока нет
- Water Proofing For RoofsДокумент39 страницWater Proofing For RoofsJaime A. NavarijoОценок пока нет
- FixoblockДокумент2 страницыFixoblockRohan BagadiyaОценок пока нет
- Proposal For Batching Plant For Temperature Controlled ConcreteДокумент13 страницProposal For Batching Plant For Temperature Controlled ConcretearuanОценок пока нет
- 2260Документ16 страниц2260rayОценок пока нет
- Cem Tec White PuДокумент2 страницыCem Tec White Pupravi3434Оценок пока нет
- Is-3952 - (1988) - Burnt Clay Hollow Bricks For WallsДокумент10 страницIs-3952 - (1988) - Burnt Clay Hollow Bricks For WallsStacy WilsonОценок пока нет
- What Is Guniting - Procedure, Applications and Advantages of GunitingДокумент4 страницыWhat Is Guniting - Procedure, Applications and Advantages of Gunitingvenkateswara rao pothinaОценок пока нет
- About The Company: JK OrganizationДокумент19 страницAbout The Company: JK OrganizationKranthi ReddyОценок пока нет
- Concrete Pumps: Presented By: SUNNY KUMAR (CO20247) Tamanna Sharma (Co20248) VIHAAN (CO20249Документ24 страницыConcrete Pumps: Presented By: SUNNY KUMAR (CO20247) Tamanna Sharma (Co20248) VIHAAN (CO20249ajayОценок пока нет
- Concrete Slab/Volume Method CHB Laying/Area Method Plastering/Area Method Painting/Area MethodДокумент3 страницыConcrete Slab/Volume Method CHB Laying/Area Method Plastering/Area Method Painting/Area MethodHarold de MesaОценок пока нет
- VENCO Industrial Series Pugmill Manual Download v1Документ14 страницVENCO Industrial Series Pugmill Manual Download v1jaguilar333100% (1)
- Haendle Extrution UnitsДокумент0 страницHaendle Extrution UnitsMohan ShanmugamОценок пока нет
- Superswell 47BДокумент4 страницыSuperswell 47BMuhd Abd MalikОценок пока нет
- Structured Method Statement For Concrete Repair - 1Документ15 страницStructured Method Statement For Concrete Repair - 1m.umar100% (1)
- Portals - 0 - Checklist For Internal Plumbing WorkДокумент2 страницыPortals - 0 - Checklist For Internal Plumbing Workrahul kumarОценок пока нет
- 09 - Walls & OpeningsДокумент40 страниц09 - Walls & OpeningsSaurav ShresthaОценок пока нет
- Grouting Materials - Shortcut - LNKДокумент4 страницыGrouting Materials - Shortcut - LNKLaxmana Prasad100% (1)
- Cube TestДокумент7 страницCube TestAmritpal Singh50% (2)
- Installation of Tinted GlassДокумент1 страницаInstallation of Tinted Glassafarz2604Оценок пока нет
- Hydrogel Porous Membrane PoretexДокумент9 страницHydrogel Porous Membrane PoretexAlek Lemkov100% (1)
- Tds Al Jazeera Green SilkДокумент1 страницаTds Al Jazeera Green SilknanoОценок пока нет
- Readymix Design Fc'25 Mpa (K-300)Документ3 страницыReadymix Design Fc'25 Mpa (K-300)Iksan Adityo MulyoОценок пока нет
- Reinforced Concrete BridgeДокумент4 страницыReinforced Concrete BridgeRemembr EmilzОценок пока нет
- Keterangan:: Bore Pile Machine, Crawler CraneДокумент1 страницаKeterangan:: Bore Pile Machine, Crawler Cranetaufik lmgОценок пока нет
- Concrete Institute of Australia - Recomended Practice - Z17 Tremie Concrete For Deep FoundationsДокумент42 страницыConcrete Institute of Australia - Recomended Practice - Z17 Tremie Concrete For Deep FoundationstimОценок пока нет
- Woodwool Slabs - Production, Properties and Use: January 1994Документ25 страницWoodwool Slabs - Production, Properties and Use: January 1994RIZKY RAHMATОценок пока нет
- PM - Time ManagementДокумент37 страницPM - Time ManagementPhương ThảoОценок пока нет
- Organizational Behavior An Experiential Approach 8th Edition Osland Test BankДокумент16 страницOrganizational Behavior An Experiential Approach 8th Edition Osland Test BankBryanHensleyyaixg100% (17)
- Grafic Gantt - Executie Magazin ComercialДокумент2 страницыGrafic Gantt - Executie Magazin ComercialAdelinaEcaterinaОценок пока нет
- Introduction To Woodwork HandoutДокумент16 страницIntroduction To Woodwork HandoutArudi jonahОценок пока нет
- Organizational Behavior An Experiential Approach 8th Edition Osland Test BankДокумент36 страницOrganizational Behavior An Experiential Approach 8th Edition Osland Test Bankflogernevi3ij9100% (28)
- Guide To Standards and Tolerances 2002Документ27 страницGuide To Standards and Tolerances 2002Brad La PortaОценок пока нет
- Table 1. Conventional WBS of An Apartment Building: Proposed MethodДокумент1 страницаTable 1. Conventional WBS of An Apartment Building: Proposed Methodkamlesh0106Оценок пока нет
- KIHBT Project 2016 1Документ2 страницыKIHBT Project 2016 1Elijah MainaОценок пока нет
- Egd p1 Ea GR 11 Memo QP DДокумент8 страницEgd p1 Ea GR 11 Memo QP DraydonОценок пока нет
- EFFC Tremie Concrete Guide FinalДокумент52 страницыEFFC Tremie Concrete Guide Finalgino pinoОценок пока нет
- PM - Time ManagementДокумент163 страницыPM - Time ManagementQuynh-AnhОценок пока нет
- Bộ Đề Dự Đoán Ielts Speaking Quý 3 (Tháng 8/2022 - 12/2022) : New Topics 3Документ32 страницыBộ Đề Dự Đoán Ielts Speaking Quý 3 (Tháng 8/2022 - 12/2022) : New Topics 3Minh Dương NguyễnОценок пока нет
- 9 3 9 12 9 Pcs 6 PcsДокумент10 страниц9 3 9 12 9 Pcs 6 PcsMaria MenorОценок пока нет
- CNM2801 04SДокумент48 страницCNM2801 04Sjoseph SpiteriОценок пока нет
- Civil Engineering Materials & ConstructionДокумент125 страницCivil Engineering Materials & ConstructionInnoce JempthОценок пока нет
- Dwnload Full Organizational Behavior An Experiential Approach 8th Edition Osland Test Bank PDFДокумент36 страницDwnload Full Organizational Behavior An Experiential Approach 8th Edition Osland Test Bank PDFroorbachsarcomaejkf4100% (13)
- QuantityДокумент2 страницыQuantityBirhanu AleneОценок пока нет
- Const PK Qa&Qc Ms C PCL 02 Concrete WorkДокумент8 страницConst PK Qa&Qc Ms C PCL 02 Concrete WorkPerwez21Оценок пока нет
- S14 - Building Regulations Technical Guidance Documents A 2012Документ49 страницS14 - Building Regulations Technical Guidance Documents A 2012John DoughОценок пока нет
- IELTS Speaking Forecast - Quý 3 - 2022Документ42 страницыIELTS Speaking Forecast - Quý 3 - 2022khoanguyen2597Оценок пока нет
- Fisher™ FIELDVUE™ DVC6200 SIS Digital Valve ControllerДокумент116 страницFisher™ FIELDVUE™ DVC6200 SIS Digital Valve ControllerMohsen HeidariОценок пока нет
- C A 2018 ET HP DesigninfoДокумент9 страницC A 2018 ET HP DesigninfoJonathan DouglasОценок пока нет
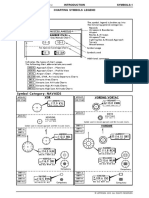
- Jeppesen Charts LegendsДокумент34 страницыJeppesen Charts LegendsFatih OguzОценок пока нет
- Design of Well FoundationДокумент31 страницаDesign of Well FoundationAshish Karki97% (32)
- CS4411 Operating Systems Exam 2 Solutions Spring 2019Документ7 страницCS4411 Operating Systems Exam 2 Solutions Spring 2019DoremonОценок пока нет
- LiliaGutnik Resume 2013Документ2 страницыLiliaGutnik Resume 2013Lilia GutnikОценок пока нет
- Larsen and Toubro RVNL Bid Document Rock Bolts PDFДокумент240 страницLarsen and Toubro RVNL Bid Document Rock Bolts PDFSubhash Kedia100% (1)
- Manesar AutomotiveДокумент101 страницаManesar Automotiveshriya shettiwarОценок пока нет
- Zeal High Precision Wet Test Gas Flow Meters 2022Документ5 страницZeal High Precision Wet Test Gas Flow Meters 2022Hiran ChathurangaОценок пока нет
- KNS2163 Week1Документ32 страницыKNS2163 Week1Nurul QurratuОценок пока нет
- IEEE Recommended Practice For Exc. Sys Models 2Документ4 страницыIEEE Recommended Practice For Exc. Sys Models 2Emmanuel ZamoranoОценок пока нет
- Gavin Andresen CIATalkДокумент31 страницаGavin Andresen CIATalkopenid_iFFemYqNОценок пока нет
- Microsoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODДокумент75 страницMicrosoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODRay Ramilo67% (9)
- 01+yn1m301719-Afb 1rtaДокумент53 страницы01+yn1m301719-Afb 1rtaNurul Islam FarukОценок пока нет
- Automobile Manufacturing Process (17403) : Chapter 1. ForgingДокумент87 страницAutomobile Manufacturing Process (17403) : Chapter 1. ForgingPramod DhaigudeОценок пока нет
- Design Report For Proposed 3storied ResidentialbuildingДокумент35 страницDesign Report For Proposed 3storied ResidentialbuildingMohamed RinosОценок пока нет
- 2019 Centennial ClassДокумент291 страница2019 Centennial ClassGerman Vega0% (2)
- ELEG 270 Electronics: Dr. Ali BostaniДокумент25 страницELEG 270 Electronics: Dr. Ali BostanigigiОценок пока нет
- Fpcroute User GuideДокумент34 страницыFpcroute User GuideJosé EireneОценок пока нет
- Requirements For Pressure Vessel Basic Engineering DesignДокумент6 страницRequirements For Pressure Vessel Basic Engineering DesignLDM Man. e Mont. Ind. EIRELIОценок пока нет
- Datasheet PDFДокумент10 страницDatasheet PDFRodrigo BarbosaОценок пока нет
- Gad Ad2 J10k1020c27a 200a201Документ1 страницаGad Ad2 J10k1020c27a 200a201AbdulОценок пока нет
- 1L11545A E 3 ManipulatorДокумент130 страниц1L11545A E 3 ManipulatorFerenc BalazsОценок пока нет
- Tetrathiafulvalene - The Advent of Organic MetalsДокумент3 страницыTetrathiafulvalene - The Advent of Organic MetalsEduardo SilvaОценок пока нет
- Ansi Asabe S261.7 Feb1989 (R2011)Документ5 страницAnsi Asabe S261.7 Feb1989 (R2011)StephanОценок пока нет
- YWNC Piranhas Individual Meet Results - Standard: TUSSДокумент12 страницYWNC Piranhas Individual Meet Results - Standard: TUSSymcawncОценок пока нет
- 3 Drill StringДокумент43 страницы3 Drill StringShabaz HazharОценок пока нет
- Affidavit of Undertaking - TransferДокумент2 страницыAffidavit of Undertaking - TransferGracelyn Enriquez Bellingan100% (2)
- VP422 HDTV10A Service Manual PDFДокумент25 страницVP422 HDTV10A Service Manual PDFDan Prewitt0% (1)
- FB131Документ7 страницFB131Hoangvinh DuongОценок пока нет
- Drawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersОт EverandDrawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersРейтинг: 5 из 5 звезд5/5 (5)
- Beginner's Guide To Procreate: Characters: How to create characters on an iPad ®От EverandBeginner's Guide To Procreate: Characters: How to create characters on an iPad ®3dtotal PublishingРейтинг: 4 из 5 звезд4/5 (1)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersОт EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Creative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingОт EverandCreative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingРейтинг: 3 из 5 звезд3/5 (1)
- Fundamentals of Character Design: How to Create Engaging Characters for Illustration, Animation & Visual DevelopmentОт EverandFundamentals of Character Design: How to Create Engaging Characters for Illustration, Animation & Visual Development3dtotal PublishingРейтинг: 5 из 5 звезд5/5 (2)
- The Lost Art of Handwriting: Rediscover the Beauty and Power of PenmanshipОт EverandThe Lost Art of Handwriting: Rediscover the Beauty and Power of PenmanshipРейтинг: 4.5 из 5 звезд4.5/5 (14)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeОт EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeРейтинг: 5 из 5 звезд5/5 (2)
- Art Models Jesse222: Figure Drawing Pose ReferenceОт EverandArt Models Jesse222: Figure Drawing Pose ReferenceРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Designa: Technical Secrets of the Traditional Visual ArtsОт EverandDesigna: Technical Secrets of the Traditional Visual ArtsРейтинг: 5 из 5 звезд5/5 (1)
- The Kew Gardens Botanical Artist: Learn to Draw and Paint Flowers in the Style of Pierre-Joseph RedoutéОт EverandThe Kew Gardens Botanical Artist: Learn to Draw and Paint Flowers in the Style of Pierre-Joseph RedoutéОценок пока нет
- Watercolor For The Soul: Simple painting projects for beginners, to calm, soothe and inspireОт EverandWatercolor For The Soul: Simple painting projects for beginners, to calm, soothe and inspireРейтинг: 5 из 5 звезд5/5 (6)
- Art Models SarahAnn031: Figure Drawing Pose ReferenceОт EverandArt Models SarahAnn031: Figure Drawing Pose ReferenceРейтинг: 3 из 5 звезд3/5 (4)
- Art Models Sam074: Figure Drawing Pose ReferenceОт EverandArt Models Sam074: Figure Drawing Pose ReferenceРейтинг: 4 из 5 звезд4/5 (1)
- Art Models Adrina032: Figure Drawing Pose ReferenceОт EverandArt Models Adrina032: Figure Drawing Pose ReferenceРейтинг: 5 из 5 звезд5/5 (2)
- Art Models KatarinaK034: Figure Drawing Pose ReferenceОт EverandArt Models KatarinaK034: Figure Drawing Pose ReferenceРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Ernst Haeckel's Art Forms in Nature: A Visual Masterpiece of the Natural WorldОт EverandErnst Haeckel's Art Forms in Nature: A Visual Masterpiece of the Natural WorldОценок пока нет
- Art Models AnaIv309: Figure Drawing Pose ReferenceОт EverandArt Models AnaIv309: Figure Drawing Pose ReferenceРейтинг: 3 из 5 звезд3/5 (2)
- Just Draw Botanicals: Beautiful Botanical Art, Contemporary Artists, Modern MaterialsОт EverandJust Draw Botanicals: Beautiful Botanical Art, Contemporary Artists, Modern MaterialsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- One Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunОт EverandOne Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunРейтинг: 4 из 5 звезд4/5 (25)
- Sketch-A-Day Drawing Challenge 2020: 365 pages of Drawing Prompts to inspire Artists, and Incite the imaginationОт EverandSketch-A-Day Drawing Challenge 2020: 365 pages of Drawing Prompts to inspire Artists, and Incite the imaginationРейтинг: 5 из 5 звезд5/5 (1)