Вам также может понравиться
- Basics of Pressure Piping For Junior EngineersДокумент36 страницBasics of Pressure Piping For Junior Engineersتدریس زبان ESLОценок пока нет
- ENV-SPV-DR-B-011 Dimensional Inspection Procedure-Rev - AДокумент9 страницENV-SPV-DR-B-011 Dimensional Inspection Procedure-Rev - AyoeyОценок пока нет
- TIMAS-PR-PI-002 - Installation Procedure For Pipe SupportДокумент14 страницTIMAS-PR-PI-002 - Installation Procedure For Pipe SupportMechanical Static WRKОценок пока нет
- Technical Manual - 2000 USG Horizontal Lined Acid TankДокумент20 страницTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyОценок пока нет
- Test Package SymbolДокумент1 страницаTest Package SymbolDilshad AhemadОценок пока нет
- MIM-WMS-03 - 2018 PESB Equipment Lifting Method StatementДокумент8 страницMIM-WMS-03 - 2018 PESB Equipment Lifting Method StatementSatrioОценок пока нет
- CVMCДокумент4 страницыCVMCAzhar HussainОценок пока нет
- Final - Commercial & SOR-Vol IДокумент86 страницFinal - Commercial & SOR-Vol IengharshОценок пока нет
- Site Erection Procedure For Piping InstallationДокумент10 страницSite Erection Procedure For Piping InstallationIrsan HaeruddinОценок пока нет
- Equipment List For SiteДокумент4 страницыEquipment List For SitemagveyОценок пока нет
- Piping Scope of Work FEEDДокумент2 страницыPiping Scope of Work FEEDAfolabi OlaniyiОценок пока нет
- How To Do A Tie-InДокумент2 страницыHow To Do A Tie-Inrenjithv_4100% (1)
- Spool Inspection ReportДокумент4 страницыSpool Inspection Reportdj22500Оценок пока нет
- Buckling CheckingДокумент1 страницаBuckling CheckingSabbir SiddiqueОценок пока нет
- GRP Procedure PDFДокумент42 страницыGRP Procedure PDFJITHIN KRISHNAN MОценок пока нет
- Ug-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08Документ2 страницыUg-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08AHMED LASSOUEDОценок пока нет
- Hydro-Test Manifold 1Документ1 страницаHydro-Test Manifold 1ryan gumanitОценок пока нет
- Flow Chart For Piping WorksДокумент1 страницаFlow Chart For Piping Worksspnx13Оценок пока нет
- Dimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFДокумент8 страницDimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFMohamad RifkiОценок пока нет
- Piping SupervisorДокумент2 страницыPiping SupervisorDennis Natayada TabotaboОценок пока нет
- MKS 112 GEN AZ7 RQ 03 - A - Purchase Requisition For Painting MaterialsДокумент21 страницаMKS 112 GEN AZ7 RQ 03 - A - Purchase Requisition For Painting MaterialsĐiệnBiênNhâm100% (1)
- Foam Monitor - F - 091318Документ16 страницFoam Monitor - F - 091318rusli bahtiarОценок пока нет
- (Name of Project) Nominated Subcontract Piling Works Section 2.2: Test Piles Section 2.2: Test PilesДокумент10 страниц(Name of Project) Nominated Subcontract Piling Works Section 2.2: Test Piles Section 2.2: Test PilesLe Thi Anh TuyetОценок пока нет
- Pipeline StringingДокумент1 страницаPipeline StringingDanish MallickОценок пока нет
- TGE Brochure 2010Документ12 страницTGE Brochure 2010ankeshkatochОценок пока нет
- Part I - 12 Material HandlingДокумент7 страницPart I - 12 Material Handlingsalah abddayemОценок пока нет
- Design of Steel StructuresДокумент51 страницаDesign of Steel Structuresprabhu81Оценок пока нет
- Hyundai Electric ESS Project List-1Документ2 страницыHyundai Electric ESS Project List-1Rachmat HermawanОценок пока нет
- Pipe Purging BrochureДокумент19 страницPipe Purging BrochurejmsmechОценок пока нет
- Electrode Consumption On Pipe WeldingДокумент2 страницыElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- 43 - Checklist of Pumps For Monthly PMДокумент6 страниц43 - Checklist of Pumps For Monthly PMSiraj AhmedОценок пока нет
- GSE Installation Quality Assurance ManualДокумент21 страницаGSE Installation Quality Assurance ManualgilbertocastanedaОценок пока нет
- Application of GFRPДокумент25 страницApplication of GFRPPutuSuwarta100% (1)
- TIMAS-PR-PI-001 - Hot Tapping ProcedureДокумент11 страницTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKОценок пока нет
- Scissor Shoe Installation Guide Jan 2005 PDFДокумент32 страницыScissor Shoe Installation Guide Jan 2005 PDFMohsen Halweni50% (2)
- Manhole QuotationДокумент2 страницыManhole QuotationArun UdayabhanuОценок пока нет
- MS For Fabrication of Above-Ground Storage TankДокумент8 страницMS For Fabrication of Above-Ground Storage Tankdadz mingiОценок пока нет
- Business PlanДокумент41 страницаBusiness PlanRavi DagaОценок пока нет
- Fabrication Tracking Sheet (29-June 4.00 AmДокумент9 страницFabrication Tracking Sheet (29-June 4.00 Amvishal bailurОценок пока нет
- SOFEC CALM BUOY FINAL 3page RedДокумент3 страницыSOFEC CALM BUOY FINAL 3page RedJ. Jorge TorresОценок пока нет
- F-510-S04-0004 Specification For Tank Foundation and Earthen Bund WallsДокумент12 страницF-510-S04-0004 Specification For Tank Foundation and Earthen Bund WallssurОценок пока нет
- Tank Operating Manual Rev 3 PDFДокумент54 страницыTank Operating Manual Rev 3 PDFCastoriadisОценок пока нет
- Selection of Tank Farm Material - 26030922Документ44 страницыSelection of Tank Farm Material - 26030922romero2kОценок пока нет
- PreambleДокумент2 страницыPreambleLogan GracieuseОценок пока нет
- C1729 Is A New ASTM Standard For Aluminum JacketingДокумент2 страницыC1729 Is A New ASTM Standard For Aluminum JacketingTushar Arekar100% (2)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingДокумент11 страницPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadОценок пока нет
- RF Return Line FilterДокумент8 страницRF Return Line Filterboobalan_shriОценок пока нет
- Checksheet - Installation, Testing of Fuel Oil SystemДокумент7 страницChecksheet - Installation, Testing of Fuel Oil Systemvhin84Оценок пока нет
- Procedure: Technical Bid Evaluation For Catodic ProtectionДокумент6 страницProcedure: Technical Bid Evaluation For Catodic ProtectionPer Bagus Handoko100% (1)
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Документ22 страницыTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Оценок пока нет
- SOW Fabrikasi C-335-01 - 19.116.1Документ1 страницаSOW Fabrikasi C-335-01 - 19.116.1AlfanОценок пока нет
- Global TolerancesДокумент24 страницыGlobal TolerancesSimbu Arasan100% (1)
- Gangway Tower Preservation Procedure On SiteДокумент4 страницыGangway Tower Preservation Procedure On SiteSalim Mohd RazОценок пока нет
- CSBP Underground PipingДокумент27 страницCSBP Underground PipingKatamaneni KoteswararaoОценок пока нет
- Lesson Learnt QS PIPING - SUBAN ProjectДокумент8 страницLesson Learnt QS PIPING - SUBAN ProjectACRILYC ACID i-III NSI PROJECT0% (1)
- Scope of Work For Tanks 3000 BBL Maintenance and Repair1Документ15 страницScope of Work For Tanks 3000 BBL Maintenance and Repair1MechanicalEngineОценок пока нет
- Msra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002Документ71 страницаMsra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002adnan hanifОценок пока нет
- AO-SAR-MoS - R2 - E & I WorksДокумент15 страницAO-SAR-MoS - R2 - E & I Worksfloredex005Оценок пока нет
- AO-SAR-MoS - R2 - SL - Mechanical Works - Part AДокумент11 страницAO-SAR-MoS - R2 - SL - Mechanical Works - Part Afloredex005Оценок пока нет
- AO-SAR-MoS - R2 - EF - Mechanical Works - Part BДокумент12 страницAO-SAR-MoS - R2 - EF - Mechanical Works - Part Bfloredex005Оценок пока нет
- Piping Material Color Code Table Rev F9Документ23 страницыPiping Material Color Code Table Rev F9Samuel Babu100% (1)
- Basic Principles of Ultrasonic Testing: Theory and PracticeДокумент42 страницыBasic Principles of Ultrasonic Testing: Theory and PracticeMuhammad BilalОценок пока нет
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsДокумент6 страницSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam100% (3)
- Piping Material Color Code Table Rev F9Документ23 страницыPiping Material Color Code Table Rev F9Samuel Babu100% (1)
- Pipe - THK CalcДокумент2 страницыPipe - THK CalcSamuel BabuОценок пока нет
- Installation Procedure For Pressure VesselДокумент8 страницInstallation Procedure For Pressure VesselSamuel Babu100% (1)
- Installation Procedure For Pressure VesselДокумент8 страницInstallation Procedure For Pressure VesselSamuel Babu100% (1)
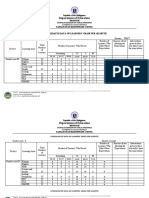
- Department of Education: Consolidated Data On Learners' Grade Per QuarterДокумент4 страницыDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaОценок пока нет
- Building Material Supplier in GurgaonДокумент12 страницBuilding Material Supplier in GurgaonRodidustОценок пока нет
- Quality Standards For ECCE INDIA PDFДокумент41 страницаQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- English Test For Grade 7 (Term 2)Документ6 страницEnglish Test For Grade 7 (Term 2)UyenPhuonggОценок пока нет
- Data SheetДокумент56 страницData SheetfaycelОценок пока нет
- Topic One ProcurementДокумент35 страницTopic One ProcurementSaid Sabri KibwanaОценок пока нет
- Puma PypДокумент20 страницPuma PypPrashanshaBahetiОценок пока нет
- HRM Practices in NepalДокумент22 страницыHRM Practices in NepalBodhiОценок пока нет
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientДокумент9 страницDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaОценок пока нет
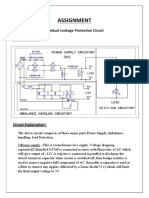
- Assignment: Residual Leakage Protection Circuit Circuit DiagramДокумент2 страницыAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaОценок пока нет
- Dec 2-7 Week 4 Physics DLLДокумент3 страницыDec 2-7 Week 4 Physics DLLRicardo Acosta Subad100% (1)
- 2013-01-28 203445 International Fault Codes Eges350 DTCДокумент8 страниц2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoОценок пока нет
- Hyundai SL760Документ203 страницыHyundai SL760Anonymous yjK3peI7100% (3)
- Topic: Grammatical Issues: What Are Parts of Speech?Документ122 страницыTopic: Grammatical Issues: What Are Parts of Speech?AK AKASHОценок пока нет
- Engineering Management: Class RequirementsДокумент30 страницEngineering Management: Class RequirementsMigaeaОценок пока нет
- Load Chart Crane LiftingДокумент25 страницLoad Chart Crane LiftingLauren'sclub EnglishBimbel Sd-sma100% (1)
- CIPD L5 EML LOL Wk3 v1.1Документ19 страницCIPD L5 EML LOL Wk3 v1.1JulianОценок пока нет
- Sheet-Metal Forming Processes: Group 9 PresentationДокумент90 страницSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyОценок пока нет
- Job Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeДокумент16 страницJob Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeNaveen KumarОценок пока нет
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Документ6 страницCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzОценок пока нет
- Sim Uge1Документ62 страницыSim Uge1ALLIAH NICHOLE SEPADAОценок пока нет
- Levels of CommunicationДокумент3 страницыLevels of CommunicationAiyaz ShaikhОценок пока нет
- PDFДокумент653 страницыPDFconstantinОценок пока нет
- AP8 Q4 Ip9 V.02Документ7 страницAP8 Q4 Ip9 V.02nikka suitadoОценок пока нет
- 5.0008786 Aluminum GrapheneДокумент11 страниц5.0008786 Aluminum GrapheneBensinghdhasОценок пока нет
- Kübler 5800-5820 - enДокумент5 страницKübler 5800-5820 - enpomsarexnbОценок пока нет
- Jurnal Job DescriptionДокумент13 страницJurnal Job DescriptionAji Mulia PrasОценок пока нет
- Configuration Guide - Interface Management (V300R007C00 - 02)Документ117 страницConfiguration Guide - Interface Management (V300R007C00 - 02)Dikdik PribadiОценок пока нет
- JO 20221109 NationalДокумент244 страницыJO 20221109 NationalMark Leo BejeminoОценок пока нет
- Poster-Shading PaperДокумент1 страницаPoster-Shading PaperOsama AljenabiОценок пока нет