Вам также может понравиться
- Pressure Test, Flushing & Air Blowing Procedure For PipingДокумент17 страницPressure Test, Flushing & Air Blowing Procedure For Pipingsoumaya yahyaoui100% (8)
- Piping Field Inspection ChecklistДокумент2 страницыPiping Field Inspection Checklistanwarhas0583% (6)
- 036-Nitrogen Purging Procedure PDFДокумент13 страниц036-Nitrogen Purging Procedure PDFKöksal Patan78% (9)
- Piping Tie in Procedure Rev AДокумент15 страницPiping Tie in Procedure Rev AAnh Võ95% (19)
- Method Statement For Rotating Equipment InstallationДокумент10 страницMethod Statement For Rotating Equipment Installationคุณพ่อน้อง บิ๊กบอส100% (3)
- Method Statement For Piping InstallationДокумент9 страницMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (12)
- Method Statement For Welding RepairДокумент7 страницMethod Statement For Welding RepairHarun AkkayaОценок пока нет
- ST Exchanger Inspection ChecklistДокумент7 страницST Exchanger Inspection ChecklistSonaliОценок пока нет
- Hydrotest Procedure For PipingДокумент17 страницHydrotest Procedure For PipingMohammad RizwanОценок пока нет
- Pipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Документ7 страницPipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Mitchellgrany80% (5)
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateДокумент6 страницAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (1)
- Hydro Test ProcedureДокумент14 страницHydro Test ProcedureARJUN100% (4)
- 008 - Field Hydrotest ProcedureДокумент17 страниц008 - Field Hydrotest Procedurekaruna346100% (2)
- 6) Pneumatic Pressure TestДокумент3 страницы6) Pneumatic Pressure Testbacabacabaca100% (1)
- Hydrotest Test PacksДокумент1 страницаHydrotest Test Packsswaraj4u50% (2)
- Hydrostatic Test ProcedureДокумент9 страницHydrostatic Test ProcedureMohammed Kamal83% (12)
- Method of Statement For Hydrostatic TestingДокумент6 страницMethod of Statement For Hydrostatic TestingHalil GüneyОценок пока нет
- Vessel Cleaning ProcedureДокумент6 страницVessel Cleaning ProcedureUmair Awan75% (4)
- Piping ChecklistДокумент1 страницаPiping Checklistsiva8000Оценок пока нет
- Method of Statement For Flange Bolt Tightening-LatestДокумент11 страницMethod of Statement For Flange Bolt Tightening-LatestEm-em Marquez100% (2)
- Pneumatic Test ReportДокумент5 страницPneumatic Test ReportMohd Ashraf50% (2)
- Piping Fabrication Procedure.Документ58 страницPiping Fabrication Procedure.Janardhan Surya78% (23)
- Hydrostatic Test Report Form - 201211201035009705 PDFДокумент1 страницаHydrostatic Test Report Form - 201211201035009705 PDFมินคุง เอโอซี100% (1)
- Aquatherm Installer ManualДокумент191 страницаAquatherm Installer ManualAquathermОценок пока нет
- G Cem4000 Ops BДокумент106 страницG Cem4000 Ops BSebastian Torres100% (1)
- Api 674 DSДокумент19 страницApi 674 DSjayaram432100% (1)
- QCP-10 Hydrotest and Flushing ProcedureДокумент15 страницQCP-10 Hydrotest and Flushing ProcedureIbrahim67% (3)
- Pressure TestingДокумент9 страницPressure TestingSanjay SinghОценок пока нет
- Construction Leak Test ProcedureДокумент9 страницConstruction Leak Test Procedurezack zeeartОценок пока нет
- Flushing Procedure Final 11Документ4 страницыFlushing Procedure Final 11Hamada ELaraby50% (2)
- 16-Piping Flushing Procedure (KQC 16)Документ4 страницы16-Piping Flushing Procedure (KQC 16)Ahmed Gomaa100% (1)
- Pneumatic Testing Procedure For PipelinesДокумент3 страницыPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinОценок пока нет
- To Commissioning Manual: Appendix No. 1Документ7 страницTo Commissioning Manual: Appendix No. 1Bassem BalghouthiОценок пока нет
- 1.hydrostatic Test and Flushing (R2)Документ19 страниц1.hydrostatic Test and Flushing (R2)sethu1091100% (8)
- TIMAS-PR-PI-005 - Piping Pressure Test, Flushing, BLW & Reinstate ProcedureДокумент16 страницTIMAS-PR-PI-005 - Piping Pressure Test, Flushing, BLW & Reinstate ProcedureMechanical Static WRKОценок пока нет
- Procedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Документ17 страницProcedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Midhun K Chandrabose100% (3)
- Flushing ProcedureДокумент2 страницыFlushing Proceduretvpham123Оценок пока нет
- Pneumatic TestДокумент3 страницыPneumatic Testpuneethkumarr100% (1)
- Hydrostatic Test Procedure Site RevDДокумент23 страницыHydrostatic Test Procedure Site RevDBhavani Prasad100% (8)
- Pressure Testing ProcedureДокумент7 страницPressure Testing ProcedureChristopher uche100% (1)
- 2-MS. Cleaning and Flushing of PipeworkДокумент7 страниц2-MS. Cleaning and Flushing of PipeworkBaha'a F. AbdulhadiОценок пока нет
- Procedure For HydrotestДокумент15 страницProcedure For HydrotestTrust Emma100% (1)
- Pneumatic TestДокумент10 страницPneumatic Testchitobarba19726762100% (3)
- Hydrotest Procedure For PipingДокумент4 страницыHydrotest Procedure For Pipingsuria qaqcОценок пока нет
- Pipeline Hydrotest ProcedureДокумент78 страницPipeline Hydrotest Procedurealinor_tn100% (1)
- Mixing Devices Mixers Agitators Etc Supply Verification ITPДокумент8 страницMixing Devices Mixers Agitators Etc Supply Verification ITPVarun Malhotra100% (1)
- ITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CДокумент2 страницыITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CAmel Rayhan Aira100% (5)
- Hydrostatic Test Procedure - PipingДокумент4 страницыHydrostatic Test Procedure - Pipingmahi1437Оценок пока нет
- Hydrotest Procedure As Per ASME B 31.1 (Power Piping)Документ10 страницHydrotest Procedure As Per ASME B 31.1 (Power Piping)jayaarnav100% (3)
- Vessel Cleaning ProcedureДокумент6 страницVessel Cleaning ProcedureZool HilmiОценок пока нет
- Hydrostatic Test ProcedureДокумент3 страницыHydrostatic Test Proceduredep_vin100% (4)
- Method Statement For PipingДокумент13 страницMethod Statement For PipingTauqeer SalimОценок пока нет
- Hydrotest ProcedureДокумент12 страницHydrotest Procedurealex_feryando42100% (1)
- Piping Fabrication ProcedureДокумент11 страницPiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- Hydrostatic Test ProcedureДокумент3 страницыHydrostatic Test Proceduregstketut100% (6)
- Helium Leak TestДокумент8 страницHelium Leak TestHiren Panchal50% (2)
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Документ7 страницINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Tank Procedure by Conventional MethodДокумент8 страницTank Procedure by Conventional Methodsatish04Оценок пока нет
- Hidrostatic Test Procedure: Hafizul - HasrolДокумент7 страницHidrostatic Test Procedure: Hafizul - HasrolRafique MunirОценок пока нет
- 135355-04-Pro-02-005 - Rev 01 - Hydrotest Procedure For Station PipingДокумент19 страниц135355-04-Pro-02-005 - Rev 01 - Hydrotest Procedure For Station PipingHanLe DuyОценок пока нет
- QCP 10 Hydrotest and Flushing ProcedureДокумент15 страницQCP 10 Hydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอสОценок пока нет
- 30 Mainline Hydrotesting 111Документ25 страниц30 Mainline Hydrotesting 111rexОценок пока нет
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Документ8 страниц4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangОценок пока нет
- Procedure of Hydrostatic Pressure TestingДокумент4 страницыProcedure of Hydrostatic Pressure TestingAMRIT PAL SINGHОценок пока нет
- 000-PR-CN02-0049.01 - Method Testing For HDPE Fire PipingДокумент6 страниц000-PR-CN02-0049.01 - Method Testing For HDPE Fire PipingBudi Santony100% (1)
- QCP-12 Valve Leak Test Procedure PDFДокумент21 страницаQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- Shell DimensionДокумент1 страницаShell Dimensionคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Hydrostatic Test 3D-3711Документ3 страницыHydrostatic Test 3D-3711คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Weld Location MapДокумент1 страницаWeld Location Mapคุณพ่อน้อง บิ๊กบอสОценок пока нет
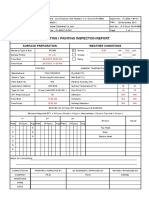
- BlastPainting Report R.1Документ1 страницаBlastPainting Report R.1คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Cleaning Inspection ReportДокумент2 страницыCleaning Inspection Reportคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Procedure Qualification Records (PQR)Документ13 страницProcedure Qualification Records (PQR)คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Welding Procedure Specification (WPS)Документ6 страницWelding Procedure Specification (WPS)คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Material Inspection Report 6426-1Документ5 страницMaterial Inspection Report 6426-1คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Painting Procedure Rev.AДокумент12 страницPainting Procedure Rev.Aคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Welder Qualification Records (WQT)Документ17 страницWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Hydrostatic Test ProcedureДокумент11 страницHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Fabrication and Control ProcedureДокумент19 страницFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสОценок пока нет
- CAST - WP0 - Deliverable 0.3Документ34 страницыCAST - WP0 - Deliverable 0.3คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Field Schedule Control ProcedureДокумент37 страницField Schedule Control Procedureคุณพ่อน้อง บิ๊กบอสОценок пока нет
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Документ1 страницаWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Polishing Procedure For PipesДокумент4 страницыPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- Method Statement For Static Equipment InstallationДокумент20 страницMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสОценок пока нет
- ISBL ISO Joint DB 14-9-16Документ35 страницISBL ISO Joint DB 14-9-16คุณพ่อน้อง บิ๊กบอสОценок пока нет
- 7) - Procedure FRP Tank InstallationДокумент34 страницы7) - Procedure FRP Tank Installationคุณพ่อน้อง บิ๊กบอสОценок пока нет
- HEAT Job Safety Analyisis (JSA)Документ6 страницHEAT Job Safety Analyisis (JSA)คุณพ่อน้อง บิ๊กบอสОценок пока нет
- Shackle SWL 55 TonsДокумент2 страницыShackle SWL 55 Tonsคุณพ่อน้อง บิ๊กบอสОценок пока нет
- SCAFFOLDING PROCEDURE Rev.1Документ14 страницSCAFFOLDING PROCEDURE Rev.1คุณพ่อน้อง บิ๊กบอส100% (1)
- Input: Foot Inch MM Cm. M. Foot 1 MДокумент7 страницInput: Foot Inch MM Cm. M. Foot 1 Mคุณพ่อน้อง บิ๊กบอสОценок пока нет
- QCP 10 Hydrotest and Flushing ProcedureДокумент15 страницQCP 10 Hydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Lifting Plan Worksheet: Project: Efficiency, Energy and Environment Improvement Project Phase IДокумент1 страницаLifting Plan Worksheet: Project: Efficiency, Energy and Environment Improvement Project Phase Iคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Scaffolding ProcedureДокумент14 страницScaffolding Procedureคุณพ่อน้อง บิ๊กบอส100% (1)
- Manual de Operacion de Grua Sany SCC1000Документ40 страницManual de Operacion de Grua Sany SCC1000gilberto isrrael roman saviñon100% (1)
- Datasheet - Sour Water Injection PumpДокумент6 страницDatasheet - Sour Water Injection Pumpgeverett2765Оценок пока нет
- Offshore Marinetech Pvt. LTD.: Traceability Found Not As Per ASME/ANSI A13.1Документ1 страницаOffshore Marinetech Pvt. LTD.: Traceability Found Not As Per ASME/ANSI A13.1prathameshОценок пока нет
- Clorius enДокумент3 страницыClorius enRiski SuhardinataОценок пока нет
- Rising MainДокумент2 страницыRising MainJitesh KumarОценок пока нет
- Piping - WPK PDFДокумент7 страницPiping - WPK PDFsiswoutОценок пока нет
- Pipe Specification A106 Specification A106 NPS 1/8 - 48 ANSI Schedules To 160Документ1 страницаPipe Specification A106 Specification A106 NPS 1/8 - 48 ANSI Schedules To 160Denise Koh Chin HuiОценок пока нет
- 2018-10-02 Tilke GHBH N Co Civil Design of ExtensionДокумент78 страниц2018-10-02 Tilke GHBH N Co Civil Design of ExtensionReza Setya Dwi PutraОценок пока нет
- IranOilShow2014-ParticipantДокумент29 страницIranOilShow2014-Participantsanghvi_mukeshОценок пока нет
- Dry Gas Seal BrochureДокумент8 страницDry Gas Seal BrochureJai-Hong ChungОценок пока нет
- I.P.S. Pressure: Meets Astm D2241Документ28 страницI.P.S. Pressure: Meets Astm D2241Muhammad AhmedОценок пока нет
- Caesar II Enhancement ListДокумент16 страницCaesar II Enhancement Listr_surya05100% (1)
- Itp Ec14epДокумент1 страницаItp Ec14epRavi ShankarОценок пока нет
- FBB150 Installation Manual 2014Документ88 страницFBB150 Installation Manual 2014Yanko150Оценок пока нет
- MT Quiz No. 4Документ2 страницыMT Quiz No. 4Lalaine BilleranОценок пока нет
- CEN/TC 267 Business Plan Date: 2015-10-30Документ7 страницCEN/TC 267 Business Plan Date: 2015-10-30ermusatОценок пока нет
- Mantenimiento de Brazos de CargaДокумент38 страницMantenimiento de Brazos de CargaAlfredo BravoОценок пока нет
- Resume - Nikhil GargДокумент3 страницыResume - Nikhil GargHarshit SharmaОценок пока нет
- Metal Hose CatalogДокумент47 страницMetal Hose CatalogVeera RagavОценок пока нет
- Welding Symbols AAДокумент8 страницWelding Symbols AAAnonymous kbPP3CCcОценок пока нет
- Tuf 2000m DatasheetДокумент4 страницыTuf 2000m DatasheetAngel Santos Santos0% (1)
- Logan Surface Bumper Sub (English)Документ10 страницLogan Surface Bumper Sub (English)Gianfranco Exequiel Sebastian GarciaОценок пока нет
- GGB - Ware House Buildings - Al Quoz 1st - BoqДокумент7 страницGGB - Ware House Buildings - Al Quoz 1st - BoqRakОценок пока нет
- Alimak Super Scando FC ManualДокумент71 страницаAlimak Super Scando FC Manualdsn_sarma100% (1)
- Field Installation and Operation ManualДокумент38 страницField Installation and Operation ManualЕТМ100% (1)
- 70Документ41 страница70masoud132Оценок пока нет
- Alibration Escription: - F-1100 Single Turbine - Insertion Flow Meter Frequency OutputДокумент2 страницыAlibration Escription: - F-1100 Single Turbine - Insertion Flow Meter Frequency OutputrameshОценок пока нет