Вам также может понравиться
- Welding LNG Tank and Vessel in 5 and 9 Nickel SteelДокумент4 страницыWelding LNG Tank and Vessel in 5 and 9 Nickel Steelויליאם סן מרמיגיוסОценок пока нет
- Ground Steel Crude Oil Storage Tank Location and FoundationДокумент20 страницGround Steel Crude Oil Storage Tank Location and Foundationliz aldanaОценок пока нет
- Ethanol and SCC in Petroleum Storage Tanks and Pipelines (Compatibility Mode)Документ26 страницEthanol and SCC in Petroleum Storage Tanks and Pipelines (Compatibility Mode)Russell KaneОценок пока нет
- 0145E16598760151 - 1 - Def - Selecton Internal Floating Roofs v1.1 May 2014Документ42 страницы0145E16598760151 - 1 - Def - Selecton Internal Floating Roofs v1.1 May 2014Manuel Alejandro González MarcanoОценок пока нет
- Development of DNV F101Документ8 страницDevelopment of DNV F101E.Kannan S.EhambaramОценок пока нет
- All To Know About IFR & EFRДокумент30 страницAll To Know About IFR & EFRyazОценок пока нет
- Inspection of An Atmospheric Ammonia Storage Tank at KHPC: AuthorsДокумент19 страницInspection of An Atmospheric Ammonia Storage Tank at KHPC: Authorsfawad_kaz100% (1)
- Solid 186Документ23 страницыSolid 186Bhavik MakaniОценок пока нет
- Mechanical Insulation - Types and MaterialsДокумент9 страницMechanical Insulation - Types and Materialssowman tungОценок пока нет
- Saudi Aramco Standards: WeldingДокумент12 страницSaudi Aramco Standards: WeldingGEORGE IVANОценок пока нет
- SAIC-L-2074 Rev 0Документ1 страницаSAIC-L-2074 Rev 0philipyapОценок пока нет
- FEA Pressure VesselДокумент48 страницFEA Pressure VesselDinesh Kumar YadavОценок пока нет
- Industrial Tank Talk 37Документ2 страницыIndustrial Tank Talk 37hyperm2mОценок пока нет
- Stainless Tanks For H3PO4Документ6 страницStainless Tanks For H3PO4joesuhreОценок пока нет
- Tender Document - GAIL - MIJ PDFДокумент17 страницTender Document - GAIL - MIJ PDFVeer GangjiОценок пока нет
- List of Indian SchemesДокумент12 страницList of Indian SchemestrskaranОценок пока нет
- The Design of Products To Be Hot-Dip Galvanized After FabricationДокумент25 страницThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENОценок пока нет
- Design and Construction of Gravity Based LNG TankДокумент29 страницDesign and Construction of Gravity Based LNG TankthawdarОценок пока нет
- Using s275jr For Asme Div1 Vessel-UnassignedДокумент6 страницUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliОценок пока нет
- Fracture Toughness of A516 Gr70Документ8 страницFracture Toughness of A516 Gr70avisyoОценок пока нет
- Material SelectionДокумент3 страницыMaterial SelectionDien Bien Nham100% (1)
- 650-680 Rev 4 - Hydrostatic Test ExemptionsДокумент3 страницы650-680 Rev 4 - Hydrostatic Test ExemptionspediОценок пока нет
- A 1092 - 15Документ3 страницыA 1092 - 15Pavan KumarОценок пока нет
- Temper Bead Welding 36036664Документ9 страницTemper Bead Welding 36036664sv1xv100% (1)
- HTR900 Inspection, Maintenance, and TestingДокумент27 страницHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezОценок пока нет
- Simon Frost 2011Документ23 страницыSimon Frost 2011bluemasОценок пока нет
- DOT Pipeline RepairsДокумент18 страницDOT Pipeline RepairsSeng HeangОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- A Re-Think of The Mercury Removal Problem For LNG PlantsДокумент10 страницA Re-Think of The Mercury Removal Problem For LNG PlantshortalemosОценок пока нет
- Reliability-Based Fatigue and Fracture Design Criteria For Welded Offshore StructuresДокумент12 страницReliability-Based Fatigue and Fracture Design Criteria For Welded Offshore StructuresMohammadrezaОценок пока нет
- Soar Environmental Consulting, Inc.-Environmental Service - RedactedДокумент19 страницSoar Environmental Consulting, Inc.-Environmental Service - RedactedL. A. PatersonОценок пока нет
- 9% Nickel Steel WeldingДокумент11 страниц9% Nickel Steel WeldingSridharan ChandranОценок пока нет
- Brochure API 510 (150128)Документ4 страницыBrochure API 510 (150128)wisnu_bayusaktiОценок пока нет
- Pressure Vessel Dimension Inspection PDFДокумент17 страницPressure Vessel Dimension Inspection PDFEqubal KhanОценок пока нет
- Corrosion Engineer - Refinery Position DescriptionДокумент2 страницыCorrosion Engineer - Refinery Position DescriptionyagolainОценок пока нет
- Storage Tank FailureДокумент6 страницStorage Tank Failureramyatan SinghОценок пока нет
- (D-301) General Requirement in Equipment Installation - Rev.4 PDFДокумент11 страниц(D-301) General Requirement in Equipment Installation - Rev.4 PDFmihir_jha2Оценок пока нет
- 012 QualityNewsLetter - January2012Документ8 страниц012 QualityNewsLetter - January2012ரமேஷ் பாலக்காடுОценок пока нет
- Risk Engineering Position Paper 01 Atmospheric Storage Tanks 2015Документ28 страницRisk Engineering Position Paper 01 Atmospheric Storage Tanks 2015SardeniantoОценок пока нет
- PWTH RequirementДокумент2 страницыPWTH Requirementveeru290683_20976731Оценок пока нет
- @StandardSharing-EEMUA 237-2018Документ40 страниц@StandardSharing-EEMUA 237-2018Morteza ShakerienОценок пока нет
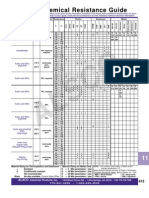
- Alsco: Chemical Resistance GuideДокумент55 страницAlsco: Chemical Resistance GuidejcndОценок пока нет
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachДокумент5 страницEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemОценок пока нет
- Nbic IsДокумент2 страницыNbic IsDivakar PanigrahiОценок пока нет
- Austenitic High Temperature 153MA 253MA Stainless BrochureДокумент16 страницAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatОценок пока нет
- MFL Storage Tank Inspection LimitationsДокумент3 страницыMFL Storage Tank Inspection LimitationsSatya RaoОценок пока нет
- Inspection Pressure Vessels Heads PDFДокумент4 страницыInspection Pressure Vessels Heads PDFKarthikeyan GanesanОценок пока нет
- STD 1104 - Welding of Pipelines and Related FacilitiesДокумент43 страницыSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghОценок пока нет
- Vibration ControlДокумент19 страницVibration ControlMPham100% (1)
- 2011 LNG TGE Storage and Fuel Gas SystemsДокумент41 страница2011 LNG TGE Storage and Fuel Gas SystemsMarco Dos Santos NevesОценок пока нет
- Basic API650Документ52 страницыBasic API650Eslam Nagy100% (3)
- SWCC Investigation PDFДокумент16 страницSWCC Investigation PDFMohammad Sazid AlamОценок пока нет
- Inspection Spark TestingДокумент4 страницыInspection Spark TestingAshish PattanaikОценок пока нет
- Hydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInДокумент5 страницHydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInAravindRajendranОценок пока нет
- Storage Tank Inspection Report FormДокумент1 страницаStorage Tank Inspection Report FormNatarajan Raja100% (2)
- Welding 9% Nickel Steel For Liquefied Natural Gas (LNG) ApplicationsДокумент11 страницWelding 9% Nickel Steel For Liquefied Natural Gas (LNG) ApplicationsLiu YangtzeОценок пока нет
- TWI DVS Welding9Ni JHandFN WeldingCuttingApril2007 Pp103to112 PDFДокумент12 страницTWI DVS Welding9Ni JHandFN WeldingCuttingApril2007 Pp103to112 PDFiTuan Khai TruongОценок пока нет
- SAW in 3 G Position: Related PapersДокумент9 страницSAW in 3 G Position: Related PapersSelim MutluОценок пока нет
- Compare of Destructive Testing On Nab Welding ProcessДокумент9 страницCompare of Destructive Testing On Nab Welding Processrams519Оценок пока нет
- UntitledДокумент1 страницаUntitledSathishkumarmuruganОценок пока нет
- Appendix 8 QHSE Guidance TemplatesДокумент12 страницAppendix 8 QHSE Guidance TemplatesSathishkumarmuruganОценок пока нет
- Design OptimizationДокумент15 страницDesign OptimizationSathishkumarmuruganОценок пока нет
- Current Independent Metal Transfer by Using Pulsed Laser Irradiation Part 2: Affecting FactorsДокумент8 страницCurrent Independent Metal Transfer by Using Pulsed Laser Irradiation Part 2: Affecting FactorsSathishkumarmuruganОценок пока нет
- Ir Pt01 Tu Et 001 IngДокумент3 страницыIr Pt01 Tu Et 001 Ingjuliany55964Оценок пока нет
- Report MIG WeldingДокумент12 страницReport MIG Weldingyuwaraja0% (2)
- Identifying Archaeological Metal PDFДокумент4 страницыIdentifying Archaeological Metal PDFadonisghlОценок пока нет
- Electromagnetism Lecture NotesДокумент8 страницElectromagnetism Lecture NotesoinkОценок пока нет
- Control of Decarburization of Steel PDFДокумент5 страницControl of Decarburization of Steel PDFBhushan VermaОценок пока нет
- Lecture4EMF and Galvanic SeriesДокумент8 страницLecture4EMF and Galvanic SeriesMohamed AshfaqОценок пока нет
- GROUP-II MODEL TEST-1 WithkeyДокумент64 страницыGROUP-II MODEL TEST-1 WithkeyKchristopher PradeepОценок пока нет
- Inventory HWM 2014Документ396 страницInventory HWM 2014Nikita JoshiОценок пока нет
- 16mo3 - EN NOOOДокумент2 страницы16mo3 - EN NOOOM Refaat FathОценок пока нет
- Norma A 153 (Ingles)Документ4 страницыNorma A 153 (Ingles)Ivo GeceleОценок пока нет
- Grounding SpecificationsДокумент5 страницGrounding SpecificationsdhineshОценок пока нет
- Magnesium Phosphate Cement As A Potential Alternative For Encapsulation of Nuclear Wastes Containing AluminiumДокумент5 страницMagnesium Phosphate Cement As A Potential Alternative For Encapsulation of Nuclear Wastes Containing AluminiumColum McCague100% (1)
- Leong Jin Product List-May 2013-Rev 10Документ59 страницLeong Jin Product List-May 2013-Rev 10EswaranОценок пока нет
- Material QuizДокумент22 страницыMaterial QuizMr Nerd100% (3)
- Chemical Reactions O Level NotesДокумент22 страницыChemical Reactions O Level Notesveryveryhappyfeet100% (1)
- OAW, Brazing ClusterДокумент8 страницOAW, Brazing ClusterAdriano MendezОценок пока нет
- 10 28 10 Toilet Accessories For ABДокумент4 страницы10 28 10 Toilet Accessories For ABwangruiОценок пока нет
- Ch1 Ferrous AlloysДокумент7 страницCh1 Ferrous Alloysباسمي العشقОценок пока нет
- Aramco CatalogueДокумент4 страницыAramco CatalogueJayadev KarthaОценок пока нет
- BRV2S SG Iron Pressure Reducing ValveДокумент3 страницыBRV2S SG Iron Pressure Reducing ValveneoОценок пока нет
- Aircraft WeldingДокумент3 страницыAircraft Weldingajrio1785Оценок пока нет
- Mineral GroupsДокумент14 страницMineral GroupsSreekanth PadmanОценок пока нет
- GRAFOIL Engineering Manual 2nd EdДокумент117 страницGRAFOIL Engineering Manual 2nd EdRino Nelson100% (1)
- The Case of Bubbles, and Pinholes, and BlistersДокумент9 страницThe Case of Bubbles, and Pinholes, and BlistersRomie Cubal100% (1)
- Unit 2 - Advanced Joining ProcessesДокумент49 страницUnit 2 - Advanced Joining ProcessesVikas MaliОценок пока нет
- It Makes Cents To Me Lab ReportДокумент4 страницыIt Makes Cents To Me Lab ReportJason LongОценок пока нет
- Traductor Presiune Rtx1000 DruckДокумент8 страницTraductor Presiune Rtx1000 DruckccdumitraОценок пока нет
- NMD ATM 2009 Microalloy FinalДокумент1 страницаNMD ATM 2009 Microalloy Finalamit gajbhiyeОценок пока нет
- Shearing MachineДокумент36 страницShearing MachineAntehun MekonnenОценок пока нет
- ASTM A297 Grade HHДокумент1 страницаASTM A297 Grade HHinfo.nulyproОценок пока нет