Вам также может понравиться
- Entrainer For Acetic Acid Batch DistillationДокумент5 страницEntrainer For Acetic Acid Batch DistillationJeffrey SolisОценок пока нет
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- F 947Документ75 страницF 947enriqueramoscОценок пока нет
- Energy and Process Optimization for the Process IndustriesОт EverandEnergy and Process Optimization for the Process IndustriesОценок пока нет
- Terephthalic AcidДокумент8 страницTerephthalic AcidWali AhsanОценок пока нет
- Computers and Chemical Engineering: Pravin D. Ghuge, Nilesh A. Mali, Sunil S. JoshiДокумент13 страницComputers and Chemical Engineering: Pravin D. Ghuge, Nilesh A. Mali, Sunil S. JoshiSebastián Castañeda100% (1)
- Distillation ColumnДокумент32 страницыDistillation ColumnTatiana RosarioОценок пока нет
- Extractive Distillation Separates Benzene and CyclohexaneДокумент12 страницExtractive Distillation Separates Benzene and CyclohexaneROHAN PATILОценок пока нет
- The Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionДокумент20 страницThe Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionkarimifarhadОценок пока нет
- Reactive DistillationДокумент13 страницReactive DistillationUtkarsh KapoorОценок пока нет
- Benefits of Multi-Solvent NRTL Models in Aspen PlusДокумент8 страницBenefits of Multi-Solvent NRTL Models in Aspen PlusAli_F50Оценок пока нет
- Ethanol Dehydration to Green EthyleneДокумент69 страницEthanol Dehydration to Green EthyleneNovia Mia YuhermitaОценок пока нет
- Azeotropic and Extractive DistillationДокумент9 страницAzeotropic and Extractive DistillationShahzaib IqbalОценок пока нет
- Optimize Thermal Cracker via Linear ProgrammingДокумент5 страницOptimize Thermal Cracker via Linear ProgrammingDami TaiwoОценок пока нет
- Li 2014Документ10 страницLi 2014ArunОценок пока нет
- Modeling and Simulation of Ethyl Acetate Reactive Distillation Column Using Aspen PlusДокумент5 страницModeling and Simulation of Ethyl Acetate Reactive Distillation Column Using Aspen PlusSalim ChohanОценок пока нет
- Aspen Plus Lesson 1 PDFДокумент12 страницAspen Plus Lesson 1 PDFsamandondonОценок пока нет
- Terephthalic Acid, Dimethyl Terephthalate, and Isophthalic Acid Production and UsesДокумент13 страницTerephthalic Acid, Dimethyl Terephthalate, and Isophthalic Acid Production and UsesSyarif HidayatОценок пока нет
- Group 3Документ31 страницаGroup 3vdfbhgОценок пока нет
- Azeotropes VLE DataДокумент17 страницAzeotropes VLE Datamehul10941Оценок пока нет
- Packed Distillation ColumnДокумент5 страницPacked Distillation ColumnaziziОценок пока нет
- Dme BДокумент8 страницDme Bdewi xiaОценок пока нет
- 5.2. Classification of FuelsДокумент16 страниц5.2. Classification of FuelsadiОценок пока нет
- New Terephthalic Acid ProcessДокумент230 страницNew Terephthalic Acid Processanon_139815068Оценок пока нет
- Distillation - Written ReportДокумент17 страницDistillation - Written ReportmichsantosОценок пока нет
- Distillation ReportДокумент17 страницDistillation ReportSebastian PinzonОценок пока нет
- Chapter 4 - Efficiency of ColumnsДокумент38 страницChapter 4 - Efficiency of ColumnsAnonymous vRU4VlОценок пока нет
- Lecture-24: Global & Stream Specific: and Its Relevance Key Words: TДокумент12 страницLecture-24: Global & Stream Specific: and Its Relevance Key Words: Tapi-256504985Оценок пока нет
- Quick Learners Project: Department of Chemical EngineeringДокумент20 страницQuick Learners Project: Department of Chemical EngineeringMehul KarkarОценок пока нет
- CPE 601 Distillation - Topic 5 Design of Other EquipmentДокумент70 страницCPE 601 Distillation - Topic 5 Design of Other EquipmentRosa SinensisОценок пока нет
- Design and Simulation of A Reactive Distillation Process To Produce High-Purity Ethyl AcetateДокумент9 страницDesign and Simulation of A Reactive Distillation Process To Produce High-Purity Ethyl AcetateAjib Sari PutraОценок пока нет
- Experiment 4a – Pressure Drop in Packed ColumnsДокумент21 страницаExperiment 4a – Pressure Drop in Packed ColumnsMohamad Samer KansouОценок пока нет
- Mechanical Separation TechДокумент21 страницаMechanical Separation TechNkugwa Mark WilliamОценок пока нет
- ColumnA RadFrac ABCДокумент5 страницColumnA RadFrac ABCGaby HdzОценок пока нет
- CSTRДокумент12 страницCSTRsamueloОценок пока нет
- Separation Processss Lecture NotesДокумент17 страницSeparation Processss Lecture NoteskeatyОценок пока нет
- Chapter 2 DistillationДокумент77 страницChapter 2 DistillationAhmad DanialОценок пока нет
- Catalytic Reforming Unit (Cru/Ccru)Документ60 страницCatalytic Reforming Unit (Cru/Ccru)Harish GojiyaОценок пока нет
- Aaharya Technologies Aspen Hysys Training ProgramДокумент2 страницыAaharya Technologies Aspen Hysys Training Programpavanchem61Оценок пока нет
- Mccabe ThieleДокумент63 страницыMccabe ThieleAshlesh MangrulkarОценок пока нет
- Process Description DmeДокумент3 страницыProcess Description DmeFirdaus YahyaОценок пока нет
- Distillation Column Design BasicsДокумент24 страницыDistillation Column Design BasicsArjumand UroojОценок пока нет
- Production of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Документ26 страницProduction of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Kiran Kumar100% (1)
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFДокумент6 страницEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezОценок пока нет
- DSTWU - A Shortcut Distillation Model in Aspen Plus V8.0Документ11 страницDSTWU - A Shortcut Distillation Model in Aspen Plus V8.0JúpiterОценок пока нет
- Extractive distillation process for high-purity benzene recoveryДокумент9 страницExtractive distillation process for high-purity benzene recoverykhanasifalamОценок пока нет
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesДокумент15 страницCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liОценок пока нет
- Trol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsДокумент14 страницTrol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsRimeli RoychoudhuryОценок пока нет
- Aniline Separation From TolueneДокумент41 страницаAniline Separation From ToluenecaprolactamclОценок пока нет
- Lab Report Effect of Residence Time On TДокумент26 страницLab Report Effect of Residence Time On TMuhammad IqmalОценок пока нет
- CHAPTER 3 - Synthesis of Separation TrainsДокумент53 страницыCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaОценок пока нет
- Distillation Report - Rotation 1Документ23 страницыDistillation Report - Rotation 1Рада МарјановићОценок пока нет
- Lec 3Документ4 страницыLec 3Lizbeth Fiallos AvilaОценок пока нет
- VRL Logistics & Navkar Corporation: Financial, Valuation, Business & Management AnalysisДокумент5 страницVRL Logistics & Navkar Corporation: Financial, Valuation, Business & Management AnalysisKaran VasheeОценок пока нет
- Simulation and Optimization of Distillation Processes For Separating A Close-Boiling Mixture of N-Butanol and IsobutanolДокумент6 страницSimulation and Optimization of Distillation Processes For Separating A Close-Boiling Mixture of N-Butanol and IsobutanolZangОценок пока нет
- Multicomponent Distillation V ImpДокумент94 страницыMulticomponent Distillation V Impsunami666Оценок пока нет
- Chemical Process Control FundamentalsДокумент28 страницChemical Process Control FundamentalsOmar FethiОценок пока нет
- Extractive DistillationДокумент10 страницExtractive DistillationMikas PhilipОценок пока нет
- RCMДокумент15 страницRCMAdzamОценок пока нет
- Boiling Heat TransferДокумент2 страницыBoiling Heat TransferHussein AyoubОценок пока нет
- Geothermal EnergyДокумент2 страницыGeothermal EnergyHussein AyoubОценок пока нет
- Aspen Heat ExchangerДокумент13 страницAspen Heat ExchangerHussein AyoubОценок пока нет
- Heat Transfer - Objective Questions and Answers - ScholarexpressДокумент5 страницHeat Transfer - Objective Questions and Answers - ScholarexpressHussein AyoubОценок пока нет
- Energy balance on chemical reactorsДокумент41 страницаEnergy balance on chemical reactorsHotib PerwiraОценок пока нет
- Thermodynamic Simulation of Gas DehydrationДокумент95 страницThermodynamic Simulation of Gas DehydrationOng SooShin100% (2)
- Dist-011 Azeotropic DistillationДокумент38 страницDist-011 Azeotropic DistillationmontoyazumaetaОценок пока нет
- Programming With C++ (New Age, 2009, 8122426131)Документ673 страницыProgramming With C++ (New Age, 2009, 8122426131)Jorge Haro Pardillo100% (14)
- F 77 BasicsДокумент8 страницF 77 BasicspratyushaОценок пока нет
- Binary Distillation: SHR Chapter 7Документ17 страницBinary Distillation: SHR Chapter 7Astrid CastellanoОценок пока нет
- Rating Heat ExchangersДокумент16 страницRating Heat ExchangersSyed Muzamil Ahmed100% (1)
- Heat Exchanger DesignДокумент49 страницHeat Exchanger DesignHussein AyoubОценок пока нет
- F 77 BasicsДокумент8 страницF 77 BasicspratyushaОценок пока нет
- Pressure EvaporationДокумент3 страницыPressure EvaporationHussein AyoubОценок пока нет
- Mathematica Example 1Документ3 страницыMathematica Example 1Hussein AyoubОценок пока нет
- Parachute Example (Mathematical Physics)Документ2 страницыParachute Example (Mathematical Physics)Hussein AyoubОценок пока нет
- I NtegratДокумент18 страницI NtegratHussein AyoubОценок пока нет
- PRINCIPLES OF Chemical Engineering II: EnergyДокумент22 страницыPRINCIPLES OF Chemical Engineering II: EnergyHussein AyoubОценок пока нет
- Methanol Can Be Catalytically DehydratedДокумент3 страницыMethanol Can Be Catalytically DehydratedHussein AyoubОценок пока нет
- 8.5-6. Evaporation of Sugar Solution in Double-Eff... - CheggДокумент5 страниц8.5-6. Evaporation of Sugar Solution in Double-Eff... - CheggHussein AyoubОценок пока нет
- Crude CompositionДокумент10 страницCrude CompositionHussein AyoubОценок пока нет
- Comparing Reducing Sugar Methods in ChyawanprashДокумент5 страницComparing Reducing Sugar Methods in ChyawanprashHussein AyoubОценок пока нет
- MatlabДокумент160 страницMatlabHussein AyoubОценок пока нет
- A Review On Electricity Generation Based On Biomass in MalaysiaДокумент11 страницA Review On Electricity Generation Based On Biomass in MalaysiaHussein Ayoub100% (1)
- Biodiesel - HysysДокумент15 страницBiodiesel - HysysJose Christian Viladegut Guzman100% (1)
- PMTДокумент2 страницыPMTHussein AyoubОценок пока нет
- Farm Animal NutritionДокумент621 страницаFarm Animal NutritionHussein Ayoub80% (5)
- Cell Name Original Value Final ValueДокумент5 страницCell Name Original Value Final ValueHussein AyoubОценок пока нет
- API MidtermДокумент4 страницыAPI MidtermsimranОценок пока нет
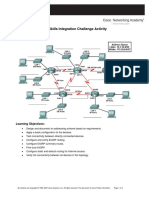
- E2 PTAct 9 7 1 DirectionsДокумент4 страницыE2 PTAct 9 7 1 DirectionsEmzy SorianoОценок пока нет
- 3 Course Contents IIIBДокумент5 страниц3 Course Contents IIIBshahabОценок пока нет
- John GokongweiДокумент14 страницJohn GokongweiBela CraigОценок пока нет
- How To Make Money in The Stock MarketДокумент40 страницHow To Make Money in The Stock Markettcb66050% (2)
- 1.1 Introduction To Networks - Networks Affect Our LivesДокумент2 страницы1.1 Introduction To Networks - Networks Affect Our LivesCristian MoralesОценок пока нет
- Logistic Regression to Predict Airline Customer Satisfaction (LRCSДокумент20 страницLogistic Regression to Predict Airline Customer Satisfaction (LRCSJenishОценок пока нет
- Elaspeed Cold Shrink Splices 2010Документ3 страницыElaspeed Cold Shrink Splices 2010moisesramosОценок пока нет
- Model S-20 High Performance Pressure Transmitter For General Industrial ApplicationsДокумент15 страницModel S-20 High Performance Pressure Transmitter For General Industrial ApplicationsIndra PutraОценок пока нет
- Expert Business Analyst Darryl Cropper Seeks New OpportunityДокумент8 страницExpert Business Analyst Darryl Cropper Seeks New OpportunityRajan GuptaОценок пока нет
- 50TS Operators Manual 1551000 Rev CДокумент184 страницы50TS Operators Manual 1551000 Rev CraymondОценок пока нет
- Abra Valley College Vs AquinoДокумент1 страницаAbra Valley College Vs AquinoJoshua Cu SoonОценок пока нет
- Haryana Retial GarmentsДокумент8 страницHaryana Retial Garmentssudesh.samastОценок пока нет
- Ieee Research Papers On Software Testing PDFДокумент5 страницIeee Research Papers On Software Testing PDFfvgjcq6a100% (1)
- Conversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFДокумент7 страницConversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFrizal123Оценок пока нет
- Micromaster 430: 7.5 KW - 250 KWДокумент118 страницMicromaster 430: 7.5 KW - 250 KWAyman ElotaifyОценок пока нет
- Usa Easa 145Документ31 страницаUsa Easa 145Surya VenkatОценок пока нет
- Global Cleantech Innovation Programme IndiaДокумент122 страницыGlobal Cleantech Innovation Programme Indiaficisid ficisidОценок пока нет
- Department of Labor: kwc25 (Rev-01-05)Документ24 страницыDepartment of Labor: kwc25 (Rev-01-05)USA_DepartmentOfLaborОценок пока нет
- iec-60896-112002-8582Документ3 страницыiec-60896-112002-8582tamjid.kabir89Оценок пока нет
- RTL8316C GR RealtekДокумент93 страницыRTL8316C GR RealtekMaugrys CastilloОценок пока нет
- Backup and Recovery ScenariosДокумент8 страницBackup and Recovery ScenariosAmit JhaОценок пока нет
- C 7000Документ109 страницC 7000Alex Argel Roqueme75% (4)
- ContactsДокумент10 страницContactsSana Pewekar0% (1)
- Advance Bio-Photon Analyzer ABPA A2 Home PageДокумент5 страницAdvance Bio-Photon Analyzer ABPA A2 Home PageStellaEstel100% (1)
- Discursive Closure and Discursive Openings in SustainabilityДокумент10 страницDiscursive Closure and Discursive Openings in SustainabilityRenn MОценок пока нет
- Group 4-Hospital Information System - His - QuizДокумент2 страницыGroup 4-Hospital Information System - His - QuizGeeyan Marlchest B NavarroОценок пока нет
- Chapter 1 Qus OnlyДокумент28 страницChapter 1 Qus OnlySaksharОценок пока нет
- Customer Satisfaction and Brand Loyalty in Big BasketДокумент73 страницыCustomer Satisfaction and Brand Loyalty in Big BasketUpadhayayAnkurОценок пока нет
- 2022 Product Catalog WebДокумент100 страниц2022 Product Catalog WebEdinson Reyes ValderramaОценок пока нет
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОт EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОценок пока нет
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsОт EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsОценок пока нет
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Perfume Engineering: Design, Performance and ClassificationОт EverandPerfume Engineering: Design, Performance and ClassificationРейтинг: 4 из 5 звезд4/5 (5)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationОт EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationРейтинг: 4 из 5 звезд4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksОт EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksРейтинг: 5 из 5 звезд5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesОт EverandChemical Process Safety: Learning from Case HistoriesРейтинг: 4 из 5 звезд4/5 (14)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- Guidelines for Siting and Layout of FacilitiesОт EverandGuidelines for Siting and Layout of FacilitiesОценок пока нет
- Robotics: Designing the Mechanisms for Automated MachineryОт EverandRobotics: Designing the Mechanisms for Automated MachineryРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisОт EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- Guidelines for the Management of Change for Process SafetyОт EverandGuidelines for the Management of Change for Process SafetyОценок пока нет
- Guidelines for Developing Quantitative Safety Risk CriteriaОт EverandGuidelines for Developing Quantitative Safety Risk CriteriaОценок пока нет
- Guidelines for Engineering Design for Process SafetyОт EverandGuidelines for Engineering Design for Process SafetyОценок пока нет
- Bow Ties in Risk Management: A Concept Book for Process SafetyОт EverandBow Ties in Risk Management: A Concept Book for Process SafetyОценок пока нет
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОт EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОценок пока нет