Вам также может понравиться
- Cuestionario TrefiladoДокумент4 страницыCuestionario TrefiladoMireya Luctuala100% (1)
- Solucionario de Examen de Admisión UNFV 2010Документ8 страницSolucionario de Examen de Admisión UNFV 2010Comunidad UNFV91% (11)
- Introduccion Al Troquelado y Sus DerivadosДокумент14 страницIntroduccion Al Troquelado y Sus DerivadosEduardo Aleman Reyna100% (2)
- UNIDAD 2 Proceso Fundición de Metales PDFДокумент24 страницыUNIDAD 2 Proceso Fundición de Metales PDFJuan DE Jesus ReyesОценок пока нет
- Definicion de FluidoДокумент4 страницыDefinicion de FluidoGabriel Toledo100% (1)
- Ejercicios Cap 3 4 5 7Документ62 страницыEjercicios Cap 3 4 5 7Mely Carrion60% (15)
- Proceso de Embutido 5AM3Документ21 страницаProceso de Embutido 5AM3Alan SamoraОценок пока нет
- Formulario de TornillosДокумент10 страницFormulario de TornillosMijhael FernandezОценок пока нет
- Cuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Документ8 страницCuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Roberto Luis Tasinchano0% (1)
- Procesos de Formado y Recubrimiento de MetalesДокумент28 страницProcesos de Formado y Recubrimiento de MetalesIvan Daniel Miranda Reyes50% (4)
- Informe Del CizalladoДокумент16 страницInforme Del CizalladoJhon WillОценок пока нет
- Cizalla de PalancaДокумент7 страницCizalla de PalancafelixОценок пока нет
- Tarea CLASIFICACIÓN DE PIEDRAS DE AMOLARДокумент28 страницTarea CLASIFICACIÓN DE PIEDRAS DE AMOLARleticiatrinidad123Оценок пока нет
- El RasqueteadoДокумент6 страницEl RasqueteadoRichard Amaya PizarroОценок пока нет
- Esfuerzo Cortante Màximo Ejercicio ResueltoДокумент2 страницыEsfuerzo Cortante Màximo Ejercicio ResueltoDiegoTuarezОценок пока нет
- 3.3 Formacion y Tipos de VirutaДокумент10 страниц3.3 Formacion y Tipos de Virutaeduardo100% (3)
- Parámetros de Corte Del TorneadoДокумент9 страницParámetros de Corte Del TorneadoDieguito Gomez MacedaОценок пока нет
- Embutido y TroqueladoДокумент4 страницыEmbutido y TroqueladoMoni CuervoОценок пока нет
- 4.3. Corte Por HiloДокумент4 страницы4.3. Corte Por Hiloisael sanchez garciaОценок пока нет
- Prob Grupo N°3 Sold.Документ33 страницыProb Grupo N°3 Sold.Omar MuñozОценок пока нет
- Roscas Unificadas Sistema Ingles, Sistema InternacionalДокумент3 страницыRoscas Unificadas Sistema Ingles, Sistema Internacionalgiovanny alvarado100% (1)
- Clasificacion de Las Máquinas HerramientasДокумент9 страницClasificacion de Las Máquinas HerramientasAlejandro CañarОценок пока нет
- DF 2Документ3 страницыDF 2Anonymous hTGKGfJDAОценок пока нет
- Cuestonario RoladoДокумент2 страницыCuestonario RoladoSamuel Flores GonzalesОценок пока нет
- 1° Evaluación de Unidad 1 Procesos de ConformadoДокумент22 страницы1° Evaluación de Unidad 1 Procesos de ConformadoGasparОценок пока нет
- RECALCADOДокумент8 страницRECALCADONayarid OcañaОценок пока нет
- Modelos Removibles y DesechablesДокумент6 страницModelos Removibles y Desechableshugo0% (1)
- El Proceso de Rechazado Consiste en Tres EtapasДокумент1 страницаEl Proceso de Rechazado Consiste en Tres EtapasGRACIELA QUISPE HUAMANОценок пока нет
- 15Документ3 страницы15luis cordovaОценок пока нет
- Ejercicios Sobre Flujos en Conductos A PresiónДокумент2 страницыEjercicios Sobre Flujos en Conductos A PresiónGilbert Beltran CortesОценок пока нет
- Ajuste y Tolerancia Clase1Документ57 страницAjuste y Tolerancia Clase1Nelson Jose Alzate MarínОценок пока нет
- 2BNResistenciadeMateriales ECДокумент56 страниц2BNResistenciadeMateriales ECFreddy ParraОценок пока нет
- Clasificación de Los Procesos de ConformadoДокумент30 страницClasificación de Los Procesos de ConformadoMauricio I Cervantes GutierrezОценок пока нет
- Introduccion de ForjaДокумент13 страницIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- Análisis de Fuerza de CorteДокумент7 страницAnálisis de Fuerza de CorteOsbaldo LeonОценок пока нет
- Practica de Forja 2.1Документ6 страницPractica de Forja 2.1rockv132Оценок пока нет
- 1.1.esfuerzo Por Carga Axial y Cortante Ramirez Perez Jorge IsraelДокумент5 страниц1.1.esfuerzo Por Carga Axial y Cortante Ramirez Perez Jorge IsraelTroskr Gallegos0% (1)
- Practica Cizallado y RoladoДокумент9 страницPractica Cizallado y RoladocarrascoОценок пока нет
- Examen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaДокумент3 страницыExamen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaKarenzha Reyes100% (1)
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaДокумент4 страницыTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco GorgonioОценок пока нет
- Informe de SoldaduraДокумент10 страницInforme de SoldaduraDiego Giraldo Giraldo100% (1)
- Informe TorneadoДокумент24 страницыInforme TorneadoAlejandro MerizaldeОценок пока нет
- Práctica Lainas y CompasДокумент3 страницыPráctica Lainas y CompasAguzz CampuzanoОценок пока нет
- Principales Operaciones de MaquinadoДокумент10 страницPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSОценок пока нет
- Que Fallas Pueden Presentar Estas Herramientas de CorteДокумент1 страницаQue Fallas Pueden Presentar Estas Herramientas de CorteAlejandro LiraОценок пока нет
- Practica 3 GTAWДокумент12 страницPractica 3 GTAWgerman isai resendizОценок пока нет
- NMX B 83 1988Документ35 страницNMX B 83 198800pedro100% (2)
- Ejercicios de TorsionДокумент8 страницEjercicios de TorsionXtian Mendoza Chávez100% (2)
- PUNZONADOДокумент3 страницыPUNZONADOMiguel Sánchez MartínОценок пока нет
- Tarea 2 Dinámica o - M 2020-2021Документ6 страницTarea 2 Dinámica o - M 2020-2021danny_alfradОценок пока нет
- Cálculos Básicos Aplicados A La Soldadura Eléctrica Por Arco Con Electrodo RevestidoДокумент10 страницCálculos Básicos Aplicados A La Soldadura Eléctrica Por Arco Con Electrodo RevestidoYorennys DanielaОценок пока нет
- Primer Parcial ManufacturaДокумент22 страницыPrimer Parcial ManufacturaSebastián Alonso Del Pino Lepe100% (1)
- Tablas de Filos de BurilesДокумент5 страницTablas de Filos de BurilesCristian GomezОценок пока нет
- Formulas para El Proceso de Extrusión DirectaДокумент2 страницыFormulas para El Proceso de Extrusión DirectaDavimendovaresОценок пока нет
- ResisДокумент5 страницResisjaviОценок пока нет
- Proceso de Laminacion - FinalДокумент69 страницProceso de Laminacion - FinalRoberto Molina RoldánОценок пока нет
- 13.5 Diversos Procesos Y Molinos de LaminaciónДокумент5 страниц13.5 Diversos Procesos Y Molinos de LaminaciónJulio AlmanzaОценок пока нет
- Ecm Cizalla - Fibra NeutraДокумент24 страницыEcm Cizalla - Fibra NeutraSyke ClayОценок пока нет
- Cizallado WordДокумент7 страницCizallado WordSally VargasОценок пока нет
- Corte Manual, Cizallado y CinceladoДокумент8 страницCorte Manual, Cizallado y CinceladoGladys Xiomara Ccapa0% (1)
- Manual de HerramientasДокумент44 страницыManual de HerramientasEd MonteroОценок пока нет
- Cizallado Proceso de Manufactura 1Документ9 страницCizallado Proceso de Manufactura 1Ledvin PerdomoОценок пока нет
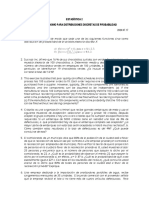
- Autónomo 1.3. Distribuciones Discretas 20200717 PDFДокумент3 страницыAutónomo 1.3. Distribuciones Discretas 20200717 PDFsantiago vacaОценок пока нет
- Examen 1prg2022Документ2 страницыExamen 1prg2022AlvaznaОценок пока нет
- Guia 11Документ3 страницыGuia 11Fabiola Yessica CondoriОценок пока нет
- Unidad #6Документ15 страницUnidad #6suescun01Оценок пока нет
- Sistema de NumeraciónДокумент1 страницаSistema de NumeraciónWashington Meneses MenesesОценок пока нет
- Mis ApuntesДокумент59 страницMis ApuntesLuciana Prestes100% (1)
- Ejercicios VectoresДокумент2 страницыEjercicios VectoresGuillermo TellОценок пока нет
- Matematica Iv: Docente: Paul Alvarado EsquivelДокумент15 страницMatematica Iv: Docente: Paul Alvarado EsquivelRenzo ChorresОценок пока нет
- Metodos de ProgramacionДокумент4 страницыMetodos de ProgramacionLety PvОценок пока нет
- Clasificacion de Flujos de FluidosДокумент5 страницClasificacion de Flujos de FluidosFredy Flores Meres100% (1)
- Matemática 4Документ4 страницыMatemática 4Leo HidalgoОценок пока нет
- s05.s2 MaterialДокумент30 страницs05.s2 MaterialKary SanchezОценок пока нет
- Integral DefinidaДокумент26 страницIntegral DefinidaLuis Leodan Vera AlvaОценок пока нет
- Tarea 2 PDFДокумент3 страницыTarea 2 PDFMarco Antonio Palacios ReyesОценок пока нет
- Difusión SeisДокумент8 страницDifusión SeisSharon Camarillo peñaОценок пока нет
- Guía de ClasesДокумент164 страницыGuía de Clasesanon_612246041100% (1)
- Leonardo - y Su Obsesion Por VolarДокумент4 страницыLeonardo - y Su Obsesion Por VolarPamela CardosoОценок пока нет
- Ficha de Lectura de InteresДокумент3 страницыFicha de Lectura de InteresgreysonUTPОценок пока нет
- Ejercicios para Simular en ArenaДокумент2 страницыEjercicios para Simular en ArenaKatiuska V. González GuerreroОценок пока нет
- Diseño de HangarДокумент5 страницDiseño de HangarMaryeli Alejandra OSORIO BERMUDEZ0% (1)
- BASE ETS ORDINARIO 22-2 DEL 4-8 Julio LEE TMДокумент3 страницыBASE ETS ORDINARIO 22-2 DEL 4-8 Julio LEE TMgagliardiОценок пока нет
- Deber N-1Документ3 страницыDeber N-1STIVEN VALDIVIEZOОценок пока нет
- Workshop 1 - Maths - March 20Документ4 страницыWorkshop 1 - Maths - March 20Jualiana MontenegroОценок пока нет
- IID - Guia de Practica 01Документ41 страницаIID - Guia de Practica 01ANGELO JOSE MEJIA CARDENASОценок пока нет
- Guía #4 Matemática Función Lineal y AfínДокумент45 страницGuía #4 Matemática Función Lineal y AfínBernardo Andres Miranda DonosoОценок пока нет
- Organización Básica y Diseño Del ComputadorДокумент8 страницOrganización Básica y Diseño Del Computadormaria chirinosОценок пока нет
- S Sem2 Ses2 Campo Electrico ProblemasДокумент3 страницыS Sem2 Ses2 Campo Electrico ProblemasYolver peñalozaОценок пока нет
- Metodo CrandallДокумент5 страницMetodo CrandallElmer Wilber Jimenez HanccoОценок пока нет