Вам также может понравиться
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- 02-15 QCS 2014Документ17 страниц02-15 QCS 2014Raja Ahmed HassanОценок пока нет
- Quality Crimp HandbookДокумент24 страницыQuality Crimp HandbookFlavia DogojieОценок пока нет
- Manual Honda CivicДокумент469 страницManual Honda CivicshikinОценок пока нет
- 05 - SRX NatДокумент44 страницы05 - SRX NatLuc TranОценок пока нет
- HendrixACS - 2. Application & Design PDFДокумент40 страницHendrixACS - 2. Application & Design PDFJaime Orlando SantamariaОценок пока нет
- A Job InterviewДокумент8 страницA Job Interviewa.rodriguezmarcoОценок пока нет
- Parts Price ListДокумент5 325 страницParts Price ListAlva100% (1)
- d2l enДокумент982 страницыd2l enAbhinavОценок пока нет
- Trigger: Business Process Procedure OverviewДокумент11 страницTrigger: Business Process Procedure Overviewcalalitbajaj100% (1)
- 5556 Series Approval SpecificationДокумент8 страниц5556 Series Approval SpecificationEnzo AscañoОценок пока нет
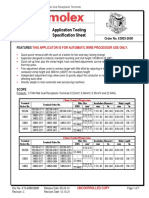
- Fineadjust Applicator Specification Sheet Order No. 63900-0100Документ5 страницFineadjust Applicator Specification Sheet Order No. 63900-0100Amine MaaouiОценок пока нет
- Crimp Tool For King InstallsДокумент6 страницCrimp Tool For King InstallssafariОценок пока нет
- Ats 639023900 001Документ7 страницAts 639023900 001NombreuniversalОценок пока нет
- Application Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesДокумент7 страницApplication Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesAmine MaaouiОценок пока нет
- Molex Maquina Terminales 2002181900-000Документ8 страницMolex Maquina Terminales 2002181900-000FransoloОценок пока нет
- Features: Hand Crimp Tool Specification Sheet Order No. 63819-1300Документ9 страницFeatures: Hand Crimp Tool Specification Sheet Order No. 63819-1300Jose Antonio Huitron NuñezОценок пока нет
- App 2037023000Документ6 страницApp 2037023000danielОценок пока нет
- En Pulsor170assemblyДокумент2 страницыEn Pulsor170assemblysoorajssОценок пока нет
- Stands C ManualДокумент8 страницStands C ManualJURAMA33Оценок пока нет
- Warning: Installation Instructions - 14 Gauge C-Track SystemДокумент4 страницыWarning: Installation Instructions - 14 Gauge C-Track SystemjorafestОценок пока нет
- Manual Da Máquina Strecker Se1Документ13 страницManual Da Máquina Strecker Se1Lucas ChavesОценок пока нет
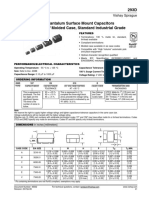
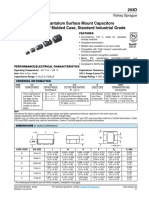
- Vishay 293D107X9016D2TE3 DatasheetДокумент9 страницVishay 293D107X9016D2TE3 DatasheetAlejandro ChavarríaОценок пока нет
- MAGPOWR Tension Sensors Manual 850A260Документ8 страницMAGPOWR Tension Sensors Manual 850A260Jose CeballosОценок пока нет
- Manual Isolation Ring 81 AshcroftДокумент12 страницManual Isolation Ring 81 AshcroftToño OrnelasОценок пока нет
- Vishay 293D475X9025C2TE3 DatasheetДокумент9 страницVishay 293D475X9025C2TE3 DatasheetMiguel VОценок пока нет
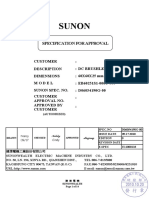
- Sunon: Specification For ApprovalДокумент14 страницSunon: Specification For ApprovalVictor Mihai Oglinda ElivicОценок пока нет
- PowerCutter Assembly and Arming ProceduresДокумент7 страницPowerCutter Assembly and Arming ProceduresmortizОценок пока нет
- 7" 17.0 35.0# STWB, Bridge Plug, Wireline Set, Cast Iron, Drillable, 300 Deg FДокумент3 страницы7" 17.0 35.0# STWB, Bridge Plug, Wireline Set, Cast Iron, Drillable, 300 Deg Fdiah andrianaОценок пока нет
- AppendicesДокумент69 страницAppendicesIvan CanoОценок пока нет
- Appendices V2Документ76 страницAppendices V2Nikola AngjelkovskiОценок пока нет
- Operating Instructions: Coring Stripping ToolДокумент2 страницыOperating Instructions: Coring Stripping ToolCarlos CastilloОценок пока нет
- Swosc-V Swosc-V: Oil Tempered Sicr-Alloyed Valve Spring Wire Only Manufactured in ChinaДокумент5 страницSwosc-V Swosc-V: Oil Tempered Sicr-Alloyed Valve Spring Wire Only Manufactured in ChinaAsad EjazОценок пока нет
- 6000-700E Installation Operation Maintenance InstructionsДокумент8 страниц6000-700E Installation Operation Maintenance InstructionsliengsamsonОценок пока нет
- SUNON MF40201V1-1000U-G99 pg8Документ15 страницSUNON MF40201V1-1000U-G99 pg8dkelicОценок пока нет
- Manual 80 81 Isolation RingsДокумент10 страницManual 80 81 Isolation RingsFelix UscangaОценок пока нет
- 2643 SBC782-ENG April20Документ8 страниц2643 SBC782-ENG April20Radhakrishnan PaulОценок пока нет
- Assembly and Torque Procedures For V-Band CouplingsДокумент3 страницыAssembly and Torque Procedures For V-Band CouplingsFranco BasualdoОценок пока нет
- Pinnacle Alloys E7018 E7018 1Документ2 страницыPinnacle Alloys E7018 E7018 1BerniIrleОценок пока нет
- KDF71Документ6 страницKDF71ADAОценок пока нет
- Fineadjust Applicator Applicator Tooling Specification Order No. 63901-7400Документ5 страницFineadjust Applicator Applicator Tooling Specification Order No. 63901-7400Ernesto VelásquezОценок пока нет
- Operating Manual: Models C200 & C300 Rotary Head Wire Strippers and TwistersДокумент8 страницOperating Manual: Models C200 & C300 Rotary Head Wire Strippers and TwisterssnsidhpuriОценок пока нет
- M22520 2 01 HarwinДокумент5 страницM22520 2 01 Harwin이용일Оценок пока нет
- Order Number 215786-0500: Application Tooling SpecificationДокумент7 страницOrder Number 215786-0500: Application Tooling SpecificationAmine MaaouiОценок пока нет
- Cylinder Name Lift Cylinder Bucket Cylinder: Tube FosДокумент11 страницCylinder Name Lift Cylinder Bucket Cylinder: Tube FosSandipTakalikarОценок пока нет
- 15XW 1c, 25kV, 260mil XLP (100%), WS, PVC6871 PDFДокумент2 страницы15XW 1c, 25kV, 260mil XLP (100%), WS, PVC6871 PDFLuis MartinezОценок пока нет
- Sy LSZH Control Flexible CableДокумент3 страницыSy LSZH Control Flexible Cableandy175Оценок пока нет
- AD Drilling Manual 600 Series 2018pangeaДокумент20 страницAD Drilling Manual 600 Series 2018pangearoberto funezОценок пока нет
- (D04111400G 00) 1Документ14 страниц(D04111400G 00) 1Ronald Javier CuellarОценок пока нет
- Installation Acoplamiento Omega Rexnord Tipo E & ES Size 2M-140M - Eng.Документ4 страницыInstallation Acoplamiento Omega Rexnord Tipo E & ES Size 2M-140M - Eng.oscarОценок пока нет
- Bench Top Tube Bender: User's ManualДокумент14 страницBench Top Tube Bender: User's ManualOmar KhaledОценок пока нет
- Temperature Sensor TS-FM01-K Rev1 03.31.2017Документ2 страницыTemperature Sensor TS-FM01-K Rev1 03.31.2017spazzastura showОценок пока нет
- 593D Solid Tantalum Chip Capacitors T Commercial, Surface Mount For Switch Mode Power Supplies and ConvertersДокумент6 страниц593D Solid Tantalum Chip Capacitors T Commercial, Surface Mount For Switch Mode Power Supplies and ConvertersStelvio QuizolaОценок пока нет
- Sony Bdp-S490service ManualДокумент110 страницSony Bdp-S490service ManualInnocent Mutasa0% (1)
- AR SeriesДокумент8 страницAR SeriesphamОценок пока нет
- WW25W, WW20W, WW10W, WW12W, WW08W, WW06W 1%, 5%Документ8 страницWW25W, WW20W, WW10W, WW12W, WW08W, WW06W 1%, 5%Fazli WadoodОценок пока нет
- HVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield CableДокумент6 страницHVT Series Terminations 15-35kV Class High Voltage Termination For LC Shield Cable20353124Оценок пока нет
- LS2SWUДокумент1 страницаLS2SWUManuel Stewar Tacuari ZeballosОценок пока нет
- SM 133Документ8 страницSM 133gabriel90ccОценок пока нет
- Cable Gland Types E1W, E2W, E1X, E2X, E1U & E2UДокумент2 страницыCable Gland Types E1W, E2W, E1X, E2X, E1U & E2UWidhi ImranovichОценок пока нет
- 13 Type C 2000 Control Standard I10Документ48 страниц13 Type C 2000 Control Standard I10nitsfre3Оценок пока нет
- Uniflow Copper Tubes TDSДокумент7 страницUniflow Copper Tubes TDSFilorОценок пока нет
- 31a10 PSV 001Документ3 страницы31a10 PSV 001JITHIN VIJAYANОценок пока нет
- TT-F60 / TT-F65: Vegetable Cutting MachineДокумент11 страницTT-F60 / TT-F65: Vegetable Cutting Machinenhan samОценок пока нет
- Installation Manual Global 4 - Telescopic 4 (En) Rev.0Документ53 страницыInstallation Manual Global 4 - Telescopic 4 (En) Rev.0Delwitt CampeloОценок пока нет
- Deutsch Racing CatalogueДокумент25 страницDeutsch Racing CatalogueIОценок пока нет
- British Commercial Computer Digest: Pergamon Computer Data SeriesОт EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesОценок пока нет
- Last Time TouchДокумент10 страницLast Time TouchAbhinavОценок пока нет
- Dbms program-WPS OfficeДокумент1 страницаDbms program-WPS OfficeAbhinavОценок пока нет
- Experiment No:7 Date: 1.1 Aim:: Department of Computer Engineering, KBTCOEДокумент6 страницExperiment No:7 Date: 1.1 Aim:: Department of Computer Engineering, KBTCOEAbhinavОценок пока нет
- SummaryДокумент50 страницSummarygirjesh kumarОценок пока нет
- KR 10 Scara: The Compact Robot For Low PayloadsДокумент4 страницыKR 10 Scara: The Compact Robot For Low PayloadsBogdan123Оценок пока нет
- About FW TaylorДокумент9 страницAbout FW TaylorGayaz SkОценок пока нет
- 7a.simple InterestДокумент50 страниц7a.simple InterestJanani MaranОценок пока нет
- Microsoft Software License Terms Microsoft Windows Media Player Html5 Extension For ChromeДокумент2 страницыMicrosoft Software License Terms Microsoft Windows Media Player Html5 Extension For ChromeOmar PiñaОценок пока нет
- AMC Mining Brochure (A4 LR)Документ2 страницыAMC Mining Brochure (A4 LR)Bandung WestОценок пока нет
- 73-87 Chevy Truck 09 WebДокумент132 страницы73-87 Chevy Truck 09 WebBlaster Web Services100% (2)
- Title IX - Crimes Against Personal Liberty and SecurityДокумент49 страницTitle IX - Crimes Against Personal Liberty and SecuritymauiwawieОценок пока нет
- 450-11 Schmalensee RebuttalДокумент11 страниц450-11 Schmalensee RebuttalFlorian MuellerОценок пока нет
- The 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayДокумент15 страницThe 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayAkshwin KisoreОценок пока нет
- State of The Art Synthesis Literature ReviewДокумент7 страницState of The Art Synthesis Literature Reviewfvdddmxt100% (2)
- (English) 362L Stereoselective Wittig Reaction - Synthesis of Ethyl Trans-Cinnamate (#7) (DownSub - Com)Документ6 страниц(English) 362L Stereoselective Wittig Reaction - Synthesis of Ethyl Trans-Cinnamate (#7) (DownSub - Com)moОценок пока нет
- Book Shop InventoryДокумент21 страницаBook Shop InventoryAli AnsariОценок пока нет
- Frsky L9R ManualДокумент1 страницаFrsky L9R ManualAlicia GordonОценок пока нет
- Instructions For Comprehensive Exams NovemberДокумент2 страницыInstructions For Comprehensive Exams Novembermanoj reddyОценок пока нет
- TCO & TCU Series Container Lifting Lugs - Intercon EnterprisesДокумент4 страницыTCO & TCU Series Container Lifting Lugs - Intercon EnterprisesReda ElawadyОценок пока нет
- Product Management GemsДокумент14 страницProduct Management GemsVijendra GopaОценок пока нет
- Report - Summary - Group 3 - MKT201Документ4 страницыReport - Summary - Group 3 - MKT201Long Nguyễn HảiОценок пока нет
- Student ManualДокумент19 страницStudent ManualCarl Jay TenajerosОценок пока нет
- Course Outline ReviewerДокумент12 страницCourse Outline Reviewerjmd.besanaОценок пока нет
- MBA-CM - ME - Lecture 16 Market Structure AnalysisДокумент11 страницMBA-CM - ME - Lecture 16 Market Structure Analysisrohan_solomonОценок пока нет
- Goal of The Firm PDFДокумент4 страницыGoal of The Firm PDFSandyОценок пока нет
- Aaa0030imb02 FДокумент30 страницAaa0030imb02 FJvr Omar EspinozaОценок пока нет
- DOLE Vacancies As of 01 - 10 - 13Документ17 страницDOLE Vacancies As of 01 - 10 - 13sumaychengОценок пока нет